КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы пайки по механизмам заполнения зазора
|
|
|
|
Капиллярная пайка. Пайка, при которой расплавленный припой заполняет паяльный зазор и удерживается в нем преимущественно поверхностным натяжением, называется капиллярной пайкой.
Капиллярные явления присущи почти всем способам пайки, однако наиболее характерны они тогда, когда между деталями имеется перекрытие - нахлестка и обеспечивается при сборке паяльный зазор. Величина зазора регламентируется и указывается в соответствующих инструкциях и справочниках.
Различают горизонтально-капиллярную и вертикально-капиллярную пайку.
Предпочтительной с точки зрения технологичности является горизонтально-капиллярная, так как по горизонтальной поверхности теоретически припой может растекаться неограниченно (если не учитывать его взаимодействие с основным металлом). При вертикально-капиллярной пайке припой поднимается только на определенную высоту в соответствии с законами капиллярного течения.
Некапиллярная пайка.
Некапиллярная пайка - пайка, при которой расплавленный припой заполняет зазор преимущественно под действием силы тяжести или внешней приложенной силы. К некапиллярной пайке относятся пайкосварка и сваркопайка.
Пайкосваркой называется пайка, при которой соединяемым кромкам заготовок придается форма, подобная разделке кромок при сварке плавлением. Соединение деталей осуществляется приемами, характерными для сварки, только в качестве присадочного металла используется припой - металл, температура плавления которого ниже, чем у основного металла. Плавление осуществляется различными источниками нагрева, в том числе электрической дугой, газовыми горелками и пр. Пример - устранение поверхностных дефектов латунного литья (пор, раковин) медно-фосфорным или серебряным припоями.
Сваркопайка - это пайка разнородных металлов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления и выполняет роль припоя. Пример - соединение стального наконечника с медным проводом в результате оплавления последнего.
Способы пайки по видам источников теплоты и способам нагрева
В зависимости от применяемого термического источника выделяют следующие способы пайки: паяльником, пламенем газовой горелки, дуговую пайку (с применением тепла электрической дуги), печную, электросопротивлением (с применением тепла, образующегося при пропускании тока через соединение), индукционную, электронно-лучевую, лазерную и другие.
Широкое применение в промышленности получила печная пайка. Это объясняется следующими преимуществами данного способа:
- высокой производительностью, что обусловлено возможностью пайки сложных изделий одновременно в нескольких местах или пайки большого количества однотипных изделий, загруженных в печь с помощью конвейера или других средств механизации;
- высокой стабильностью качества паяного соединения, что обеспечивает возможность высокоточного контроля температурных режимов пайки на любой стадии процесса, а также созданием контролируемой атмосферы при пайке (вакуума, восстановительной, инертной атмосферы);
- минимальными деформациями и остаточными напряжениями в паяных узлах в связи с равномерным нагревом и охлаждением.
Для пайки применяют печи с электроподогревом (электросопротивлением), индукционные, газопламенные.
Особо следует выделить пайку в вакуумных печах.
В промышленных вакуумных печах в зависимости от применяемых насосов (форвакуумные насосы, высоковакуумные паромасляные агрегаты, высоковакуумные дуговые насосы) остаточное давление поддерживается на уровне от 10-2… 10-4 мм рт. ст.
Преимущества вакуумной пайки:
защита деталей от окисления, от обезуглероживания (для сталей);
получение более плотных, коррозионно-стойких и прочных паяных швов;
возможность изготавливать паяные детали из трудно паяемых другими способами металлов.
Недостатки вакуумной пайки:
• в вакуумных печах не рекомендуется паять детали из сплавов, содержащих металлы с высокой упругостью паров (цинк, магний, марганец), легко испаряющиеся при пайке. Поэтому же нельзя применять припои, в состав которых входят указанные элементы.
• низкая производительность процесса. Это связано, в частности, с тем, что спаянная деталь охлаждается вместе с печью, а из-за низкой теплопроводности вакуумного пространства рабочей камеры охлаждение происходит в течение нескольких часов. Однако при медленном охлаждении можно до минимума свести коробления сложных крупногабаритных конструкций.
Последнего недостатка лишен способ пайки в контейнерах. В герметичных контейнерах можно создавать вакуум или контролируемые среды. Быстрое охлаждение осуществляется в результате выемки контейнера из печи по окончании процесса пайки либо после некоторого остывания в печи.
При индукционной пайке нагрев паяемого узла производится с помощью водоохлаждаемого индуктора (изготавливается из медной трубки), по которому протекает ток высокой частоты (т.в.ч.), вырабатываемый генератором токов высокой частоты (ТВЧ-генератором). При этом в приповерхностных слоях паяемых деталей индуцируются вихревые токи (токи Фуко), которые, собственно, и обеспечивают их нагрев. В зависимости от конструкции и размеров узлов применяются индукторы различных типов (рис.3.10). Нагрев определяется мощностью генератора, расстоянием (зазором) между индуктором и деталями, а его глубина – частотой тока.
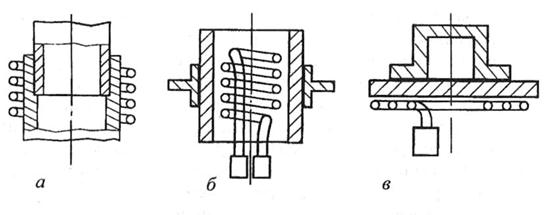
Рис.3.10 Некоторые типы индукторов для индуктивной пайки:
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 956; Нарушение авторских прав?; Мы поможем в написании вашей работы!