КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электроды, 2- детали, 3- припой, 4- трансформатор
|
|
|
|
А- наружный, б- внутренний, в- плоский
Основные преимущества такого способа нагрева:
большая скорость нагрева;
локальность нагрева;
процесс легко автоматизируется;
пайку можно вести в любой среде.
С учетом неравномерной плотности индуцируемых т.в.ч. по сечению нагреваемого объекта нагрев массивных паяемых деталей ведется с контролируемой скоростью с целью обеспечения выравнивания температур нагрева внешних и внутренних областей деталей. Другими недостатками индукционной пайки являются:
- наличие деформаций и напряжений вследствие неравномерного нагрева паяемой конструкции;
- трудности точного контроля и регулировки температурного режима вследствие высокой скорости нагрева;
- ограниченные возможности пайки крупногабаритных и сложных по форме конструкций.
При пайке электросопротивлением спай нагревается за счет выделяющейся в контакте между деталями теплоты, образующейся при пропускании через соединение электрического тока (рис.3.11).
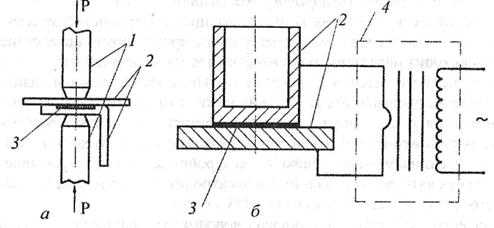
Рис.3.11 Схема пайки электросопротивлением:
а- на контактных машинах, б- с использованием сварочных трансформаторов:
При данном методе пайки могут использоваться машины для контактной сварки (рис.3.11 а) и сварочные трансформаторы (рис.3.11б ).
Электроды изготавливают из меди (для пайки стальных деталей) или графита (для медных деталей малого сечения). Для обеспечения надежного электрического контакта между электродами и деталями, так же как и при электроконтактной сварке, соединяемые детали сжимают усилием Р. Сила тока и продолжительность его включения выбираются с таким расчетом, чтобы расплавить припой и прогреть соединяемые кромки, не перегревая близлежащие участки изделия, чувствительные к перегреву.
Данный способ пайки оказался удобен и широко применяется для соединения небольших деталей: в радиоэлектронике (при монтаже интегральных схем, пайке проводов, контактов, деталей приборов), деталей точных механических устройств, твердосплавного инструмента, оптических приборов и пр.
При э лектронно-лучевой пайке необходимая теплота выделяется в поверхностном слое паяемых деталей при торможении быстролетящих электронов, ускоренных высоким напряжением между катодом и анодом.
Пайка, выполняемая в вакуумных камерах при разрежении 1,3∙10-2…1,3∙10--4 Па, может осуществляться сфокусированным неподвижным или сканирующим лучом (рис.3.12).
Преимущества метода:
возможность локальной пайки изделий в электронной и радиотехнической промышленности, деталей из тугоплавких металлов, металлокерамики. Так, пучок электронов может фокусироваться на участке диаметром до 0,01 мм при удельной мощности до 500 МВт/м;
время нагрева и плавления может быть существенно сокращено, что важно для чувствительных к нагреву тугоплавких металлов;
отсутствие тепловой инерционности, обеспечивающее возможность достаточно точно управлять процессом нагрева в автоматическом режиме.
Недостатки метода:
• сложность и высокая стоимость установок из-за необходимости получения вакуума и управляющих систем высокой точности;
• низкая производительность процесса.
Электронно-лучевая пайка успешно применяется, например, для соединения электрических выводов с контактными площадками пленочных микросхем, для пайки сильфонных конструкций, при производстве компактных трубчатых теплообменников из стали типа X18H10Т в топливо-масляных системах авиационных двигателей и системах кондиционирования воздуха.
Рис.3.12 Электронно-лучевая установка ЭЛУ-20А
Пайка лазером. Нагрев паяемых деталей с помощью лазера - оптического квантового генератора - наиболее рационален для микроминиатюрных деталей, контактов и пр. Диапазон длины волны в лазерах для технологических целей составляет обычно 0,4—10,6 мкм. Схема пайки лазерным лучом антенного провода к пластине прибора приведена на рис.3.13.
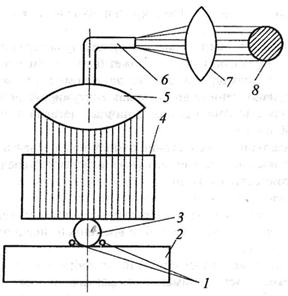
Рис.3.13 Схема пайки привода лазерным лучом
Пайка осуществляется следующим образом. На пластину 2 кладут провод 3, а с двух сторон от него - по кусочку припоя /; на припой и провод ставят ограничивающий цилиндр 4. Лазерный луч из источника 8 проходит первую конденсационную линзу 7 и уменьшается в диаметре до диаметра стекловолокна 6. Пройдя по стекловолокну и изменив направление на 90°, лазерный луч проходит через вторую конденсационную линзу 5, увеличивающую его диаметр до внутреннего диаметра ограничивающего цилиндра.
При лазерной пайке происходит локальный равномерный нагрев припоя без перегрева. Скорость нагрева паяемого материала достигает 1010 °С/с, скорость охлаждения – 106°С/с.
При пайке конструктивно-сложных изделий в ряде случаев используют устройства, в которых луч лазера после выхода из генератора с помощью составной линзы разделяется на несколько лучей, каждый из которых по стекловолокну подается на свою фокусирующую линзу и фокусируется ею на припой и слой флюса.
В настоящее время основная область применения лазерной пайки - очень мелкие конденсаторы, элементы печатных плат, соединения интегральных схем и другие, пайка выполняется под микроскопом в чрезвычайно тонком поперечном сечении.
Преимущества метода:
• локальный концентрированный нагрев и точное дозирование тепловой энергии;
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 555; Нарушение авторских прав?; Мы поможем в написании вашей работы!