КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Геометрические параметры лезвия резца (углы заточки)
|
|
|
|
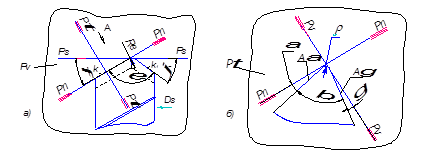
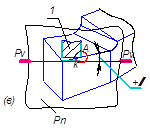
Геометрические параметры лезвия резца (углы заточки) рассматривают в координатных плоскостях в статической системе координат (ССК) (рис. 1.9).
|
а) в основной плоскости - Рv; б) в главной секущей плоскости - Рt
Рисунок 1.9 – Геометрические параметры лезвия резца
Углы в основной плоскости Рv (углы в плане):
- j - главный угол в плане – это угол между плоскостью резания Рn и рабочей плоскостью Рs;
- j1 – вспомогательный угол в плане – это угол между рабочей плоскостью Ps и проекцией вспомогательной режущей кромки К1 на основную плоскость Pv;
- e - угол при вершине лезвия;
Очевидно, что j + e + j1 = 180°.
- rb – радиус вершины – определяет радиус кривизны вершины лезвия.
Углы в главной секущей плоскости Pτ:
- g - главный передний угол – это угол между передней поверхностью лезвия Аg и основной плоскостью Pv;
- a - главный задний угол – это угол между главной задней поверхностью лезвия Аa и плоскостью резания Pn;
- b - главный угол заострения – это угол между передней и задней поверхностями лезвия;
Очевидно, что g + b + a = 90°.
- r - радиус округления режущей кромки – это радиус кривизны режущей кромки в сечении ее нормальной секущей плоскостью.
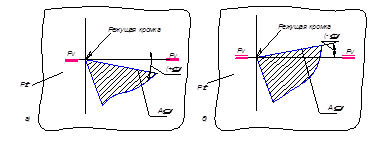
Различают положительный и отрицательный передний угол g (рис. 1.10). Если режущая кромка занимает наивысшее положение на передней поверхности - Ag, то передний угол - g будет положительный. Если режущая кромка расположена ниже других точек передней поверхности - Ag, то передний угол - g будет отрицательным.
|
а) положительный передний угол g; б) отрицательный передний угол g
Рисунок 1.10 – Определение переднего угла g:
В плоскости резания Pn:
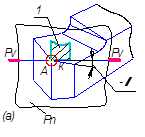
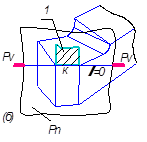
l - угол наклона главной режущей кромки – это угол между главной режущей кромкой К и основной плоскостью Pv (рис. 1.11).
Различают положительный угол l - когда вершина резца занимает низшее положение на главной режущей кромке К, и отрицательный угол l - когда вершина резца занимает высшее положение на главной режущей кромке К.
| 
| 
|
1) снимаемый припуск (первый контакт в точке - А); к) главная режущая кромка; а) угол l отрицательный; б)угол l равен 0; в)угол l положительный
Рисунок 1.11 – Определение угла наклона главной режущей кромки l:
Угол наклона главной режущей кромки l определяет место расположения точки А, на режущей кромке, в которой происходит первое касание со срезаемым слоем (припуском) (рис. 1.11).
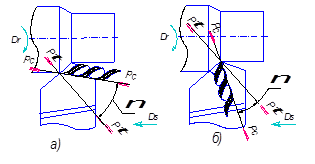
Угол l также определяет направление схода стружки (угол схода стружки n) и кинематический передний угол gр (рис. 1.12).
|
а) направление схода стружки при положительном угле l;
б) направление схода стружки при отрицательном угле l.
Рисунок 1.12 – Определение угла схода стружки n.
Кинематический передний угол gр рассматривают в секущей плоскости схода стружки Pc, которая проходит через направления схода стружки и скорости резания в рассматриваемой точке режущей кромки.
Особенности выбора геометрических параметров лезвия резцов:
а) форма передней поверхности
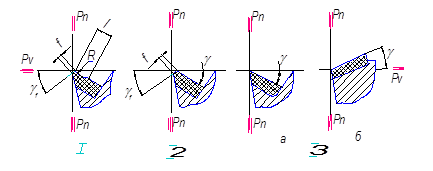
Различают 3 основные формы передней поверхности: криволинейная с фаской, плоская с фаской и плоская с углом γ положительным иотрицательным (рис. 1.13).
|
I) криволинейная с фаской; II) плоская с фаской; III) плоская: а) с положительным углом γ; б) с отрицательным углом γ.
Рисунок 1.13 – Основные формы передней поверхности.
Все формы передней поверхности имеют области их эффективного применения:
Форма I – предназначена для резцов, обрабатывающих пластичные материалы с sв £ 80 кг/мм2 при получистовом режиме резания (S < 0,3 мм/об). Выкружка радиусом R выполняет роль стружкозавивального элемента резца. Ее размеры l = 2…2,5 мм, R»2 l. Для упрочнения режущей кромки имеется отрицательная фаска шириной f = 0,2…0,5 мм с углом наклона gf = -(3…5)°.
Форма II – применяется в тех же случаях, что и форма I, а также для резцов, обрабатывающих хрупкие материалы, но при прерывистом резании и при обработке деталей, имеющих литейную корку. Обычно g = 8…15°.
Форма IIIа – предназначена для обработки хрупких материалов, а также для пластичных с sв £ 80 кг/мм2 при чистовом режиме резания с малыми глубинами резания и подачами. Обычно g = 8…15°.
Форма IIIб – предназначена для обработки пластичных материалов с sв > 80 кг/мм2, в том числе и при прерывистом резании. Обычно g = (-5…-10°).
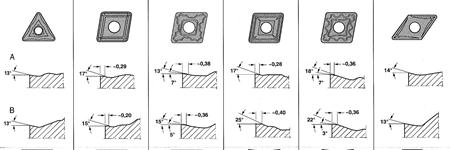
Для современного режущего инструмента (из твердых сплавов и режущей керамики), получаемого методами прессования порошковых материалов в виде сменных многогранных пластин (СМП), формы передней поверхности могут быть значительно сложнее (рис. 1.14). Такие формы позволяют обеспечивать в процессе резания стружкозавивание, стружкодробление (очень важно при работе на станках с ЧПУ), а также улучшение подвода СОЖ в зону контактирования со стружкой.
|
Рисунок 1.14 – Формы передней поверхности современных режущих пластин из твердых сплавов.
б) величина заднего угла a мало зависит от механических свойств материала обрабатываемой детали, и определяется величиной подачи S. Обычно задний угол назначают в пределах a = 3…12°. СМП изготовленные с задним углом a =0 называются негативными, и положительное значение a получают путем наклона режущей пластины при установке и закреплении.
в) величина главного (j) ивспомогательного (j1) углов в плане зависит от назначения резца и жесткости технологической системы СПИД (станок – приспособление – инструмент – деталь). Обычно j = 30…90°, а j1 = 5…30°.
г) угол наклона главной режущей кромки l зависит от материала инструмента и условий работы резца.
При непрерывном резании резцами из быстрорежущей стали при черновой обработке l = 0…4°, а при чистовой обработке l = 0…(-4)°.
У резцов с пластинками твердого сплава угол l всегда положительный l = 0…5°.
При прерывистом резании, независимо от рода инструментального материала, резцы имеют положительный угол наклона главной режущей кромки, величина которого лежит в пределах l = 10…30°.
д) переходная режущая кромка – сопрягающая главную и вспомогательную режущую кромки может быть в виде дуги или прямой линии (рис. 1.15). Переходная режущая кромка позволяет значительно улучшить условия работы инструмента в районе вершины.

|
а) в виде дуги- rb; б) в виде прямой линии- l0 под углом- j0;
в) острозаточенный, rb =0
Рисунок 1.15 – Форма переходной режущей кромки.
Величину радиуса у вершины резцов из быстрорежущей стали назначают rb = 1…5 мм, а твердых сплавов rb = 0,5…3 мм. При I и II формах передней поверхности, радиус у вершины рассчитывают по формуле
 , (1.1)
, (1.1)
где f – ширина отрицательной фаски на передней поверхности.
Длина переходного лезвия l0 находится в пределах l0 =0,3…2мм, а переходной угол в плане для проходных, расточных и подрезных резцов j0 =15-20°, для отрезных резцов j0 =45°.
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 3347; Нарушение авторских прав?; Мы поможем в написании вашей работы!