КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Рабочие углы инструмента
|
|
|
|
В процессе обработки, когда инструмент может быть закреплен на станке с погрешностями установки, а также, когда реализуются движения инструмента и заготовки, рабочие (действительные) углы инструмента отличаются от углов полученных в результате заточки.
а) Изменение углов в результате движения подачи Ds.
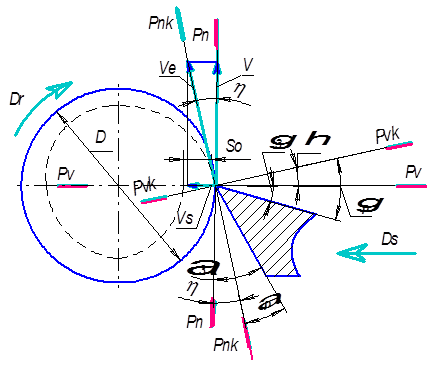
При операции отрезки (рис. 1.16) необходимо учитывать главное движение Dr и движение подачи Ds. В этом случае основная плоскость Pvк строится перпендикулярно относительно вектора результирующей скорости Ve, т.е. поворачивается против часовой стрелки на угол h. Поэтому, рабочий передний угол gр будет больше, а рабочий задний угол aр меньше углов заточки gз и aз на угол h.
 ;
;  ,
,
где h - угол скорости резания.
Угол скорости резания h можно определить из соотношения

 ; (1.2)
; (1.2)
откуда
 , (1.3)
, (1.3)
где S0 – подача на 1 оборот детали, мм;
D – диаметр заготовки, мм.
|
gр, aр – рабочие кинематические передний и задний углы инструмента;
gз, aз – передний и задний углы заточки инструмента.
Рисунок 1.16 – Операция отрезки.
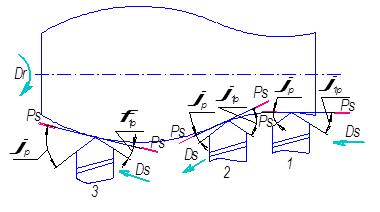
При продольном точении фасонной поверхности (рис. 1.17) происходит изменение направления движения подачи Ds. При этом изменяется положение рабочей поверхности Ps.
В результате этого поворота, рабочие кинематические углы в плане jр в каждой точке являются переменными. Причем по сравнению с поз. 1, в поз. 2 угол jр уменьшается, а j1р увеличивается, в поз. 3 угол jр увеличивается, а j1р уменьшается.
|
Рисунок 1.17 – Продольное точение фасонной поверхности.
б) Изменение углов в результате погрешности установки.
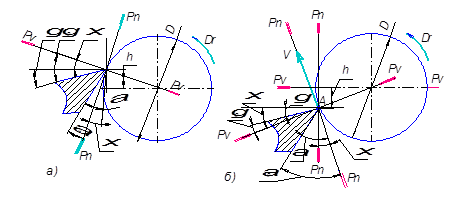
Иногда в результате погрешности установки инструмента, вершина лезвия может быть расположена выше или ниже оси вращения заготовки (рис. 1.18). В этом случае также происходит изменение рабочих (действительных) углов по сравнению с углами инструмента, полученными после его заточки.
|
а) выше центра; б) ниже центра.
Рисунок 1.18 – Погрешность установки вершины лезвия относительно оси вращения заготовки.
Для приведенных случаев угол погрешности установки вершины резца относительно центра оси вращения установки x можно рассчитать по формуле
 , (1.4)
, (1.4)
где h – погрешность установки вершины лезвия, мм;
D – диаметр заготовки, мм.
Тогда при установке вершины резца выше центра рабочие (действительные) углы можно определить по зависимости
 ,
,  , (1.5)
, (1.5)
а при установке ниже центра
 ,
,  . (1.6)
. (1.6)
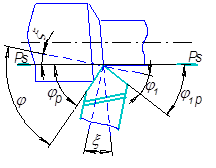
В некоторых случаях резцы устанавливают не перпендикулярно оси вращения заготовки, изменяя тем самым значение углов в плане j и j1.
На рис. 1.19 показано изменение рабочих углов в плане при закреплении резца с углом погрешности x, значения которых можно рассчитать по формулам:
 ,
,  . (1.7)
. (1.7)
|
Рисунок 1.19 – Схема изменения углов j и j1 в зависимости от установки резца относительно оси заготовки
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 857; Нарушение авторских прав?; Мы поможем в написании вашей работы!