КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
В сопряжениях узлов трения 6 страница
|
|
|
|
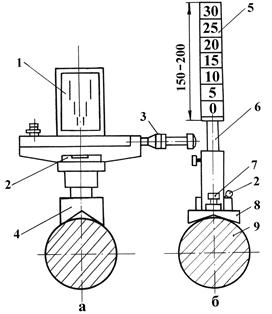
Рис.4.5. Схемы приспособлений для выверки валов
Одновременно методом авторефлексии контролируется перекос расточек опор относительно оси вала трансмиссии. Выверку осуществляют тем же теодолитом 2 (рис. 4.7, а) с маркой-насадкой 3 на объективе, который закреплен на столике 1, и приспособлением с зеркалом (рис. 4.7,б), состоящим из зеркала 4, микрометрического винта 5, нониуса 6 для отсчета углов поворота призмы 7.
Центр перекрестия на марке-насадке совпадает с визирной осью трубы 10 теодолита. Зеркало закреплено на оси, перпендикулярной плоскости симметрии призмы, и может вращаться вокруг как горизонтальной, так и вертикальной оси.
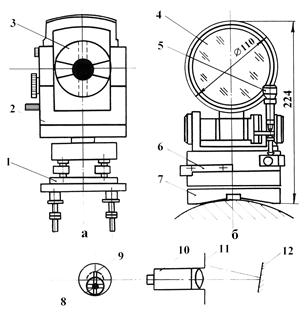
Рис. 4.7. Схема выверки оптическим методом авторефлексии
При проверке отклонения от соосности на наружное кольцо подшипника устанавливают по уровню приспособление с зеркалом. Наблюдатель (геодезист) поворачивает зеркало 12 относительно горизонтальной и вертикальной осей до фиксации совпадения отраженного изображения 8 марки-насадки 3 с перекрестием сетки нитей 9 трубы теодолита 11. По нониусу лимба определяют угловую величину перекоса, согласно которой проводят разворот корпуса опоры, после этого выполняют повторную проверку, результаты которой заносят в формуляр на установку вала.
4.3. Монтаж централизованных систем смазывания
Монтаж централизованных систем смазывания – трудоемкая работа. Трудоемкость монтажа систем смазывания составляет 20 – 50 % трудовых затрат на монтаж основного оборудования, в то время как масса систем смазывания составляет 1,7 – 7,2% массы основного оборудования.
Монтаж систем смазывания – это в основном работы по прокладке трубопроводов. Монтаж трубопроводов систем смазывания включает операции травления, продувки, пневматического испытания и промывки, а иногда разборки и вторичного монтажа.
Монтаж систем смазывания можно разделить на три этапа:
- установка оборудования станции и обвязка его коммуникациями в пределах маслоподвала;
- прокладка магистральных трубопроводов;
- монтаж отводов от них и разводка маслопроводов по машинам.
Работы необходимо выполнять одновременно в нескольких местах и в первую очередь в маслоподвалах, каналах и туннелях, т.е. там, где они не зависят от монтажа основного оборудования.
Для обеспечения высокой надежности систем смазывания в эксплуатации необходимо при монтаже выполнить следующие основные требования:
- все аппараты и устройства должны быть расконсервированы и предварительно испытаны;
- гидравлическую часть аппаратов систем необходимо надежно защитить от пыли и посторонних включений;
- перед монтажом трубопроводов их внутренние поверхности должны быть очищены, промыты и высушены;
- смазочный материал перед заправкой необходимо тщательно отфильтровать, класс частоты – не ниже четырнадцатого по ГОСТ 17216 – 71;
- установку аппаратов и устройств систем производить в строгом соответствии с монтажными чертежами, принципиальной схемы системы и паспортами (руководствами по эксплуатации) аппаратов и устройств;
- окончательную затяжку накидных гаек трубопроводов производить после заправки системы смазочным материалом и полного удаления воздуха из гидравлических магистралей системы.
Подготовка к пуску смазочной системы в общем случае включает заправку резервуаров и трубопроводов системы смазочным материалом, наладку аппаратов и устройств для обеспечения функционирования системы на заданных режимах, проведение приемосдаточных испытаний.
Заправку резервуаров производят через заливные горловины и заправочные штуцера, снабженные фильтрами. Во избежание попадания воздуха в магистраль, полное опорожнение резервуаров не допускается. Основную трудность при заправке системы смазочным материалом представляет удаление воздуха из гидравлических магистралей. Наличие воздушных включений в магистралях резко снижает стабильность подачи смазочного материала, особенно в тех системах, в которых объем смазочного материала в магистралях на много (в 100 раз и более) превышает объем подачи.
Заправку трубопроводов и распределительной аппаратуры последовательных систем следует производить в таком порядке:
- отсоединить трубопроводы от смазочной станции, питателей и штуцеров для ввода смазочного материала в точки;
- включить смазочную станцию и после появления смазочного материала без воздушных пузырьков на выходе из станции подключить трубопровод;
- заполнить смазочным материалом трубопровод от станции до центрального питателя, подсоединить трубопровод к питателю;
- продолжая нагнетать смазочный материал, добиться его появления без воздушных пузырьков из отводов центрального питания, подсоединить к отводам питателя;
- аналогично прокачать вторичные питатели и трубопроводы, соединяющие отводы питателей со штуцерами для ввода смазочного материала в точки и питатели между собой;
- надежно затянуть все соединения трубопроводов во избежание утечек смазочного материала.
Для заполнения смазочным материалом систем с большим объемом гидравлических магистралей (при небольшой подаче штатной смазочной станции) необходимо применять высокопроизводительные заправочные станции с подключением их через тройник с обратным клапаном.
После окончания настройки и регулирования всех элементов смазочной системы необходимо включить систему на некоторое время для прокачки и выхода на рабочий режим, а также провести испытания.
При приемо-сдаточных испытаниях наиболее важно проверить подачу смазочного материала в каждую точку, номинальное давление в системе и работу системы контроля и сигнализации.
Библиографический список
1. Байхельт Ф., Фринкен П. Надежность и техническое обслуживание. Математический подход: Пер. с нем. М.: Радио и связь, 1985.
2. Белевский Л.С., Жиркин Ю.В., Анцупов В.П. Основы триботехники и методы упрочения деталей металлургического оборудования: Учеб. пособие. Магнитогорск: МГМИ, 1989. 94 с.
3. Временное положение о техническом обслуживании и ремонтах (ТО и Р) механического оборудования предприятий системы Министерства черной металлургии СССР. Тула. 1983, 389 с.
4. Гребеник В.М., Цапко В.К. Надежность металлургического оборудования (оценка эксплуатационной надежности): Справочник. М: Металлургия, 1980. 344 с.
5. Гребеник В.М., Гордиенко А.В., Цапко В.К. Повышение надежности металлургического оборудования: Справочник. М.: Металлургия, 1988. 688 с.
6. Жиркин Ю.В. Сборник задач и упражнений по курсу «Надежность, ремонт и монтаж металлургических машин»: Учеб. пособие. Свердловск.: УПИ, 1986. 85 с.
7. Жиркин Ю.В. Надежность металлургических машин. Ч.1: Основы теории надежности: Учеб. пособие. Магнитогорск: МГМИ, 1994. 52 с
8. Жиркин Ю.В. Надежность металлургических машин. Ч.2: Эксплуатационная надежность. Оценивание показателей безотказности: Учеб. пособие. Магнитогорск: МГМА, 1995. 60 с.
9. Жиркин Ю.В. Надежность металлургических машин. Ч.3: Техническое обслуживание и ремонт: Учеб. пособие. Магнитогорск: МГМА, 1996. 60 с.
10. Жиркин Ю.В. К расчету осевых усилий в валковой системе прокатных клетей кварто // Изв. вузов. Черная металлургия. 1981. № 10. С. 156-158.
11. Жиркин Ю.В. Технология и особенности монтажа металлургических машин. Свердловск: УПИ, 1985. 90 с.
12. Жиркин Ю.В. Надежность, эксплуатация, техническое обслуживание и ремонт металлургических машин. Магнитогорск: МГТУ, 1998. 331 с.
13. Капур К., Ламберсон Л. Надежность и проектирование систем: Пер. с англ.. М.: Мир, 1980. 604 с.
14. Надежность и эффективность в технике: Справочник: В 10 т./ Ред. совет: B.C. Авдуевский (пред.) и др. М.: Машиностроение, 1987. Т.2.: Математические методы в теории надежности и эффективности / Под ред. Б.В. Гнеденко. 260 с.
15. Надежность и эффективность в технике: Справочник: В 10 т./ Ред. совет: B.C. Авдуевский (пред.) и др. М.: Машиностроение, 1989. Т.6.: Эксплуатация и ремонт / Под ред. В. И. Кузнецова и К.Ю. Барзиловича. 320 с.
16. Надежность машиностроительной продукции: Практическое руководство по нормированию, подтверждению и обеспечению. М.: Изд-во стандартов, 1990. 328 с.
17. Надежность технических систем: Справочник / Ю.К. Беляев,
В.Н. Богатырев, В.В. Блотин и др.; Под ред. И.А. Ушакова М.:
Радио и связь, 1985. 608 с.
18. Орлов П.И. Основы конструирования: Справочно-методическое пособие: В 2 кн./ Под ред. П.Н. Усачева. 3-е изд., испр. М.: Машиностроение, 1985. 544 с.
19. Проников А.С. Надежность машин. М.: Машиностроение, 1978. 542 с.
20. Трение, изнашивание и смазка: Справочник: В 2 кн./ Под ред. И.В.Крагельского, В.В. Алисина. М.: Машиностроение, 1978. Кн. 1. 400 с.
УДК 669.002.5-192(076)
ISBN 5-89514-331-8 © МГТУ им. Г.И.Носова, 2005
© Жиркин Ю.В., 2005
Св.темплан 2002, поз.100
ISBN 5-89514-331-8
Юрий Васильевич Жиркин
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 611; Нарушение авторских прав?; Мы поможем в написании вашей работы!