КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Схемы структур чугуна
|
|
|
|
| Металли-ческая основа | Форма графитных включений | ||
| Пластинчатая | Вермику-лярная | Хлопьевидная | Шаровидная |
| Феррит | 
| ||
| Феррит + перлит | |||
| Перлит |
Однако кроме скорости охлаждения, существенное влияние на процесс графитизации оказывает количество присутствующих примесей, легирующих элементов и центров кристаллизации (модификаторов).
Все элементы, вводимые в чугун, делятся:
1) на элементы, препятствующие графитизации (Mn, Cr, W, Мо, S, О2 и т.д.), которые способствуют получению углерода в связном состоянии в виде легированного цементита и других карбидов и препятствуют распаду его при повышенных температурах;
2) элементы графитообразующие (Si, C, Al, Ni, Cu и др.), которые способствуют получению углерода в свободном состоянии в виде графита.
Примеси Mn, Si, S, Р, присутствующие в чугуне, главным образом и влияют на процесс графитизации, а следовательно, на структуру и свойства чугуна.
Чтобы определить, какую структуру следует ожидать в зависимости от суммарного содержания углерода и кремния, а также в зависимости от скорости охлаждения (толщины стенки отливки), пользуются структурной диаграммой (рис. 4.5).
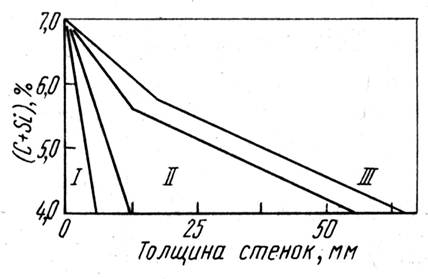
Рис. 4.5. Влияние скорости охлаждения и суммарного содержания кремния
и углерода в чугуне на его структуру:
I – белые чугуны; II – серые перлитные чугуны; III – серые ферритные чугуны
Следовательно, чтобы избежать отбела чугуна, детали тонкого сечения отливают из чугуна с повышенным содержанием графитообразующих элементов (Si, Ni, С). Для отливки деталей крупного сечения можно применить чугун с меньшим содержанием этих элементов.
Величина и форма выделившихся графитных включений зависит также от наличия в жидком чугуне центров кристаллизации.
Центрами кристаллизации могут быть мельчайшие частички окислов Al2O3, CaО, SiO2, MgO и др. Воздействие на процесс графитизации с помощью образования дополнительных центров кристаллизации называется модифицированием, а сами элементы называются модификаторами. Модификаторы вводят в жидкий чугун перед его разливкой.
Серый чугун имеет низкие механические свойства, т. к. пластинки графита надрезают металлическую основу.
В зависимости от прочности металлической основы и количества графита серые чугуны могут иметь предел прочности при растяжении примерно от 100 до 400 МПа при практически нулевом значении относительного удлинения. На сжатие серые чугуны работают много лучше, чем на растяжение, т. к. при сжимающих нагрузках надрезающее действие пластинок графита оказывается незначительным.
Согласно ГОСТ 1412-70, различают 11 марок серого чугуна: СЧ00 (не испытывается); СЧ12-28; СЧ15-52; СЧ18-36; CЧ21-40; СЧ24-44; СЧ28-48; СЧ32-52; СЧЗ6-56; СЧ40-60; СЧ-44-64.
Первая цифра показывает предел прочности при растяжении, а вторая – предел прочности при изгибе в кГ/мм2.
Марка чугуна СЧ12-28 характеризуется ферритной металлической основой.
Марки чугуна СЧ15-52, СЧ18-36 – феррито-перлитной металлической основой.
Чугуны этих марок применяются для малоответственных деталей с небольшими нагрузками (строительные колонны, фундаментные плиты, кронштейны, маховики, зубчатые колеса).
Остальные марки имеют перлитную металлическую основу с пониженным содержанием углерода и кремния. Чугуны с перлитной основой применяют для ответственных деталей, работающих на износ при больших давлениях (станины станков, поршни, цилиндры, детали компрессорного, турбинного и металлургического оборудования). Серый чугун указанных марок обязательно модифицируется силикокальцием или ферросилицием, который содержит около 2% кальция, или другими присадками с целью предотвращения первичной кристаллизации по метастабильной диаграмме.
Высокопрочный чугун. Высокопрочный чугун получают путем модифицирования жидкого расплава магнием или церием. Магний и церий вводят в сравнительно небольших количествах: 0,1 – 0,2% к весу жидкого чугуна, подвергающегося модифицированию. Магний и церий способствуют образованию включений графита шаровидной формы (рис. 4.2, б, 4.3, б).
Шаровидный графит может образовываться в процессе первичной кристаллизации, а также в процессе отжига белого модифицированного чугуна. Безусловно, наиболее желательно образование шаровидного графита непосредственно при первичной кристаллизации, так как в этом случае не требуется высокотемпературного отжига. Кроме того, образование графита в структуре при первичной кристаллизации резко уменьшает усадку сплава. А это в свою очередь существенно упрощает технологию литья.
Маркируются высокопрочные чугуны буквами ВЧ и последующими цифрами.
Первые две цифры марки показывают среднее значение предела прочности при растяжении в кг/мм2, вторые – относительное удлинение в процентах. Например, чугун марки ВЧ60-2 имеет предел прочности на растяжение σ = 600МПа; относительное удлинение δ = 2%.
По ГОСТ 7293-70 предусмотрено 9 марок высокопрочного чугуна.
Отливки этих чугунов используют в авто- и дизелестроении для коленвалов, крышек цилиндров; в тяжелом машиностроении – для деталей прокатных станов; в кузнечно-прессовом оборудовании – для траверс прессов, прокатных валков; в химической и нефтяной промышленности – для корпусов насосов, вентилей и т. д. Также их применяют и для деталей, работающих в подшипниках и других узлах трения при повышенных и высоких давлениях (до 1200 МПа).
Ковкий чугун. Ковкие чугуны получаются путем специального графитизирующего отжига (томление) белых доэвтектических чугунов, содержащих от 2,27 до 3,2% С.
Существенный недостаток процесса получения ковкого чугуна – длительность отжига, составляющая 70 – 80 ч. Для его ускорения применяют различные меры (модифицирование алюминием (реже бором, висмутом), повышение температуры первой стадии (но не выше 1080°С)).
В настоящее время разработан метод ускоренного отжига ковкого чугуна, заключающийся в том, что отливки из белого чугуна перед графитизирующим отжигом предварительно закаливаются, что способствует снижению длительности отжига до 30 – 60 ч.
График получения ковкого чугуна показан на рис. 4.6.
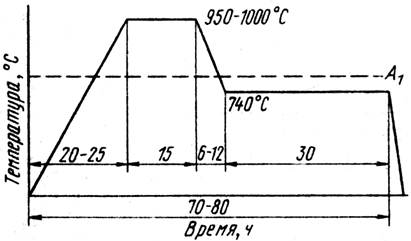
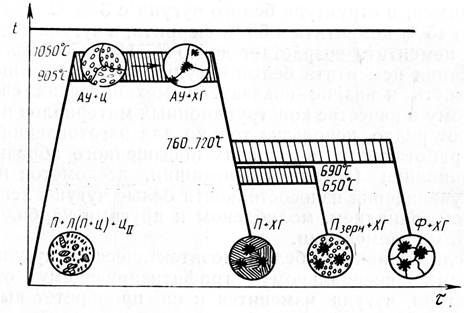
Рис. 4.6. Графики получения ковких чугунов
Для получения ковкого чугуна необходимо:
– отливки из малоуглеродистого белого чугуна, содержащего не более 2,8% углерода, медленно нагревать в течение 20 – 25 часов в нейтральной среде до температуры 950 – 1000°С и при этой температуре длительно (10 – 15 ч.) выдерживать (первая стадия графитизации);
– затем медленно охлаждать до температуры немного ниже эвтектоидного превращения (700 – 740°С в зависимости от состава чугуна и длительное время (30 часов) выдерживать при этой температуре (вторая стадия графитизации);
– вести охлаждение на воздухе.
При первой стадии графитизации цементит ледебурита и вторичный цементит распадаются с образованием аустенита и хлопьевидного графита по реакции:
Fe3C ® Feγ (С) + С
Цементит = аустенит + графит
При охлаждении от первой до второй стадии графитизации скорость охлаждения должна обеспечивать выделение вторичного цементита из аустенита и его распад на аустенит и графит по вышеприведенной формуле.
При второй стадии графитизации цементит перлита распадается на феррит и графит по реакции:
Fe3C ® Feα (С) + С
Цементит = феррит + графит
Структура после окончательной обработки будет состоять из феррита и хлопьевидного графита.
Продолжительность всей термической обработки составляет 70 – 80 часов.
Если при второй стадии графитизации выдержка для полного распада цементита перлита на феррит и графит будет недостаточной, то в этом случае получают феррито-перлитный ковкий чугун; если выдержки не будет совсем, получают перлитный ковкий чугун со структурой перлит и хлопьевидный графит.
Желательно, чтобы содержание углерода в ковком чугуне было низким, т. к. с увеличением содержания углерода увеличивается количество свободного графита после отжига чугуна и ухудшаются его свойства. Однако уменьшение содержания углерода повышает температуру плавления, создает трудности при отливке, повышает стоимость отливки и т. д.
Для получения перлитного ковкого чугуна иногда применяют ваграночный белый чугун с содержанием до 3,2% углерода. Отжиг при этом производят в обезуглероживающей (окислительной) среде с последующим охлаждением на воздухе. Такой отжиг обеспечивает значительное выгорание углерода.
Ковкие чугуны маркируются буквами КЧ с цифрами. Первые две цифры указывают предел прочности при растяжении в кг/мм2, вторые цифры – относительное удлинение в процентах.
По ГОСТ 1215-59 ковкие чугуны имеет следующие марки:
– ферритный чугун: КЧ37-12, КЧ35-10, КЧ33-8, КЧ30-6;
– феррито-перлитный и перлитный ковкий чугуны: КЧ45-6, КЧ50-4, КЧ56-4, КЧ60-3, КЧ63-2.
Отливки из ковкого чугуна хорошо сопротивляются ударам и вибрационным нагрузкам, хорошо обрабатываются резанием, обладают достаточной вязкостью.
Ковкий чугун используется в автомобильной, тракторной промышленности, сельскохозяйственном машиностроении, вагоно-, станкостроении для деталей высокой прочности, воспринимающих знакопеременные и ударные нагрузки, работающих в условиях повышенного износа. Широкое его применение обусловлено, прежде всего, хорошими литейными свойствами исходного белого чугуна, что позволяет получать тонкостенные отливки сложной формы. Ферритные ковкие чугуны идут на изготовление деталей, эксплуатируемых при высоких динамических и статических нагрузках (кратеры редукторов, ступицы, крюки, скобы) и для менее ответственных (гайки, глушители, фланцы, муфты). Из перлитного ковкого чугуна изготавливают звенья и ролики цепей конвейера, тормозные колодки и др.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1144; Нарушение авторских прав?; Мы поможем в написании вашей работы!