КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методические указания к проведению практических занятий
|
|
|
|
для студентов дневной и заочной формы обучения
специальности 210107 «Электронное машиностроение»
по направлению 210100.62 «Электроника и микроэлектроника»,
специальности 150200 «Оборудование и технология сварочного производства»
по направлению 150202 «Машиностроительные технологии и оборудование»
Одобрено
редакционно-издательским советом
Саратовского государственного
технического университета
имени Гагарина Ю.А.
Саратов 2013
СОДЕРЖАНИЕ
| Введение | |
| 1. Общие положения | |
| 2. Расчет режимов ручной дуговой сварки | |
| 2.1. Расчет режима сварки швов стыковых соединений | |
| 2.2. Расчет режима сварки угловых швов | |
| 3. Расчет режимов сварки в среде углекислого газа | |
| 3.1. Расчет режима сварки в среде углекислого газа швов стыковых соединений | |
| 3.2. Расчет режима сварки в среде углекислого газа угловых швов сварных соединений | |
| 4. Расчет режимов механизированной (полуавтоматической) и автоматической сварки под слоем флюса | |
| 4.1. Расчет режима сварки швов стыковых соединений | |
| 4.2. Расчет режима сварки угловых швов сварных соединений | |
| Приложение А. Ориентировочные режимы ручной дуговой сварки | |
| Приложение Б. Ориентировочные режимы полуавтоматической (механизирован-ной) и автоматической сварки в среде углекислого газа | |
| 5. Список используемой литературы |
Введение
Методические указания по проведению практических занятий адресовано студентам очной и заочной формы обучения специальности 050501.65 Профессиональное обучение (машиностроение и технологическое оборудование), специализация Технологии и технологический менеджмент в сварочном производстве и предназначено для выполнения практических занятий и раздела «Расчет режимов сварки» курсовой работы (проекта).
В данном пособии приводятся расчеты режимов:
- ручной дуговой покрытыми электродами;
- механизированной и автоматической в среде углекислого газа;
- автоматической и полуавтоматической под флюсом.
1. Общие положения
1. При описании раздела «Расчет режимов сварки» следует:
а) дать определение режима, принятого для изготовления сварной конструкции вида сварки;
б) перечислить основные и дополнительные параметры режима выбранного вида сварки;
в) для примера привести расчет режима сварки стыкового или углового шва сварной конструкции, для чего сделать эскиз этого соединения в соответствии с типом соединения по ГОСТу на выбранный вид сварки.
2. Основные типы соединений, выполняемых под флюсом, регламентированы ГОСТ 8713-79 – «Сварка под флюсом, соединения сварные. Основные типы, конструктивные элементы и размеры».
3. Основные типы соединений, выполняемых в среде защитных газов также регламентированы ГОСТ 14771-76 – «Швы сварных соединений. Электродуговая сварка в защитных газах. Основные типы и конструктивные элементы».
4. Основные типы соединений, выполняемых ручной дуговой сваркой регламентированы ГОСТ 5264-80 – «Ручная дуговая сварка. Соединения сварные. Основные типы и конструктивные элементы».
6. Результаты расчетов режимов сварки следует занести в таблицу.
2. Расчет режимов ручной дуговой сварки
Режимом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающую получение сварных швов заданных размеров, формы и качества.
При ручной дуговой сварке основными параметрами режима являются
1. Диаметр электрода, dэл, мм.
2. Сила сварочного тока, Iсв, А.
3. Напряжение на дуге, Uд, В.
4. Скорость сварки, Vсв, м/ч.
Дополнительными параметрами режима являются:
5. Род тока.
6. Полярность тока (при постоянном токе).
2.1. Расчет режима сварки швов стыковых соединений
Швы стыковых соединений могут выполняться с разделкой и без разделки кромок по ГОСТ 5264-80.
Диаметр электрода при сварке швов стыковых соединений выбирают в зависимости от толщины свариваемых деталей.
При выборе диаметра электрода при сварке стыковых швов в нижнем положении следует руководствоваться данными таблицы 1.
Таблица 1 - Рекомендуемые диаметры электродов при сварке стыковых швов в нижнем положении, мм
| Толщина свариваемых деталей | Рекомендуемый диаметр электрода |
| 1,5 2,0 3,0 4 - 5 6 - 8 9 - 12 13 - 15 16 - 20 21 - 24 | 1,6 2,0 3,0 3 - 4 4,0 4 - 5 5,0 5 - 6 6 – 10 |
При сварке многослойных швов на металле толщиной 10 – 12 мм и более первый слой должен свариваться электродами на 1 мм меньше, чем указано в таблице 1, но не более 5 мм (чаще всего 4 мм), так как применение электродов больших диаметров не позволяет проникнуть в глубину разделки для провара корня шва.
При определении числа проходов следует учитывать, что сечение первого прохода не должно превышать 30-35 мм2 и может быть определено по формуле:
F1 = (6 – 8) · dэл, мм2, (1)
а последующих проходов – по формуле:
Fс = (8 – 12) · dэл, мм2, (2)
где F1 – площадь поперечного сечения первого прохода, мм2;
Fс – площадь поперечного сечения последующих проходов, мм2;
dэл – диаметр электрода, мм.
Для определения числа проходов и массы наплавленного металла требуется знать площадь сечения швов.
Площадь сечения швов представляет собой сумму площадей элементарных геометрических фигур, их составляющих. Тогда площадь сечения одностороннего стыкового шва выполненного без зазора можно определить по формуле:
F1 = 0,75 е · g, мм2, (3)
а при наличии зазора в соединении – по формуле:
(F1 + F2) = 0,75 е · g + S · в, мм2, (4)
где е – ширина шва, мм; g – высота усиления шва, мм; S – толщина свариваемого металла, мм; в – величина зазора в стыке, мм.
Площадь сечения стыкового шва с V–образной разделкой и с подваркой корня шва (см. рис. 1) определяется как сумма геометрических фигур:
F = F1 + F2 + F3 + 2F4, (5)
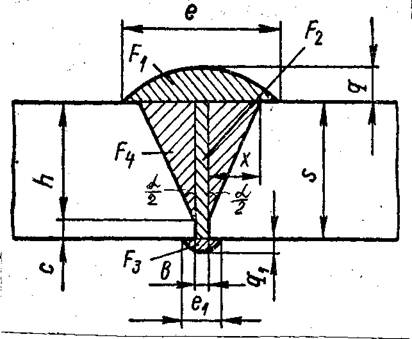
Рисунок.1. Геометрические элементы площади сечения стыкового шва:
где S – толщина металла, мм; h – глубина проплавления, мм; c – величина притупления, мм; e – ширина шва, мм; e1 – ширина подварки корня шва, мм; в – величина зазора, мм; g – высота усиления шва, мм; g1 – высота усиления подварки корня шва, мм; α – угол разделки кромок.
Глубина проплавления определяется по формуле:
h = (S - c), мм. (6)
Площадь сечения геометрических фигур (F1 + F2) определяют по формуле 4, F3 – по формуле 3, а площадь прямоугольных треугольников F4 определяют по формуле:
F4 = h · x/2, мм2, (7)
где x = h · tg α/2;
тогда:
F4 = (h2 ·tg α/2) /2, мм2, (8)
Но рассматриваемая нами площадь V–образного шва состоит из двух прямоугольных треугольников, поэтому:
2F4 = h2 · tg α/2, мм2. (9)
Подставляя значения элементарных площадей в формулу (5), получим:
Fн = 0,75 · е · g +в · S + 0,75 e1 · g1 + h2 · tg α/2, мм2. (10)
При X–образной разделке площадь наплавленного металла подсчитывают отдельно для каждой стороны разделки.
Зная общую площадь поперечного сечения наплавленного металла (Fн), а также площадь поперечного сечения первого (F1) и каждого из последующих проходов шва (Fс), находят общее число проходов «n» по формуле:
n = (Fn-F1/Fс) + 1. (11)
Полученное число округляют до ближайшего целого.
Расчет сварочного тока при ручной дуговой сварке производится по диаметру электрода и допускаемой плотности тока по формуле:
Iсв = Fэл · j = (π · dэл2 / 4) · j, А, (12)
где π – 3,14;
j – допустимая плотность тока, А/мм2;
Fэл– площадь поперечного сечения электрода, мм2;
dэл – диаметр электрода, мм.
Сварочный ток определяется для сварки первого прохода и последующих проходов только при сварке многопроходных швов.
Допустимая плотность тока зависит от диаметра электрода и вида покрытия: чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения (см. табл. 2).
Таблица 2 - Допустимая плотность тока в электроде при ручной дуговой сварке
| Вид покрытия | Диаметр стержня электрода, мм | ||||
| 6 и более | |||||
| Основное | 15,0-20,0 | 13,0-18,5 | 10,0-14,5 | 9,0-12,5 | 8,5-12,0 |
| Кислое, рутиловое | 14,0-20,0 | 13,5-19,0 | 11,5-15,0 | 10,0-13,5 | 9,5-12,5 |
Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20-36 В и при проектировании технологических процессов ручной дуговой сварки не регламентируется.
Поэтому напряжение на дуге следует принять какое – то конкретное.
Скорость перемещения дуги (скорость сварки) следует определять по формуле:
Vсв = Lн · Iсв / γ · Fн · 100, м/ч, (13)
где Lн – коэффициент наплавки, г/А час; (см. табл. 3)
γ – плотность наплавленного металла за данный проход, г/см3 (7,8 г/см3 – для стали);
Iсв – сила сварочного тока, А;
Fн – площадь поперечного сечения наплавленного металла, мм2.
Скорость перемещения дуги (скорость сварки) определяют для первого прохода и последующих проходов только при сварке многопроходных швов. Результаты расчета режима сварки стыкового шва следует занести в табл. 3.
Таблица 3 - Режимы сварки стыкового шва и его размеры
| Сварка | Режимы сварки | |||
| dэл, мм | Iсв, А | Uд, В | Vсв, м/ч | |
| Первого прохода | ||||
| Последующих проходов |
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 982; Нарушение авторских прав?; Мы поможем в написании вашей работы!