КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет режима сварки в среде углекислого газа швов стыковых соединений
|
|
|
|
Швы стыковых соединений могут выполняться как с разделкой, так и без разделки кромок.
Диаметр электродной проволоки (dэл) выбирается в зависимости от толщины свариваемых деталей. При выборе диаметра электродной проволоки при сварке швов в нижнем положении следует руководствоваться данными таблицы 8
Таблица 8 - Выбор диаметра электродной проволоки для сварки швов стыковых соединений
| Толщина металла, мм | Форма подготовки кромок | Зазор в стыке, мм | Диаметр электродной проволоки, мм | Число проходов |
| 0,8-1,0 1,5-2,0 2,5-3,0 3,5-4,0 | Встык, без разделки кромок | 0-1,0 0-1,0 0-1,5 0-1,5 | 0,8 1,0 1,2 1,2 0,6 | |
| 4,5-6,0 | 0-1,5 0,5-2,0 | 2,0 2,0 | ||
| 7,0-8,0 | 0,5-2,0 | 2,0 | ||
| 9,0-10,0 | 0,5-2,5 | 2,0 | ||
| 11,0-12,0 | 1,0-3,0 | 2,0 | ||
| 13,0-14,0 15,0-16,0 | V – образная односторонняя | 1,0-2,5 1,0-2,5 | 2,0 2,0 | |
| 17,0-18,0 19,0-20,0 21,0-22,0 23,0-24,0 25,0-28,0 | V – образная двусторонняя | 1,0-2,5 1,5-2,5 1,5-2,5 1,5-2,5 1,5-2,5 | 2,0 2,0 2,0 3,0 3,0 |
Сила сварочного тока, (Iсв) выбирается в зависимости от глубины провара (h) и определяется по табл. 9.
Таблица 9 - Определение сварочного тока в зависимости от глубины провара
| Толщина свариваемых деталей, мм | Формула определения сварочного тока |
| Меньше или равна 2 Меньше и равна 5 Больше 5 | Iсв = (90-100)·h Iсв=(80-90)·h Iсв=(70-80)·h |
Глубина провара (h) при сварке с первой стороны определяется по формуле:
h = S / 2 ± 1 мм, (18)
где S – толщина свариваемых деталей, мм.
Напряжение на дуге (Uд) выбирается по табл. 10.
Таблица 10 - Напряжение на дуге в зависимости от силы сварочного тока
| Сила сварочного тока, А | Напряжение на дуге, В |
| 50-100 120-150 160-200 210-250 260-300 310-450 460-500 | 17-20 21-23 24-27 25-30 30-34 32-34 32-34 |
Скорость сварки (Vсв) определяют по табл. 11.
Таблица 11 - Определение скорости сварки в зависимости от диаметра электродной проволоки
| Диаметр электродной проволоки, мм | Формула для определения скорости сварки, м/ч |
| 0,8-1,6 1,8-2,6 3,0-4,0 | Vсв =  Vсв =
Vсв =  Vсв =
Vсв = 
|
Расход углекислого газа (qr) выбирают по данным табл.12 в зависимости от марки свариваемого металла и толщины металла.
Таблица 12 - Расход углекислого газа в зависимости от толщины свариваемого металла стыкового соединения
| Толщина металла, мм | Расход углекислого газа, л/мин |
| 1,0-3,0 4,0-8,0 9,0-12,0 13,0-28,0 | 8-10 15-16 18-20 24-25 |
Результаты расчета режима сварки стыкового шва следует занести в табл. 13.
Таблица 13 - Режимы сварки стыкового шва в среде углекислого газа
| Толщина металла, мм | Эскиз соединения | Параметры режима | Расход газа, л/мин | ||||
| dэл, мм | Iсв, А | Uд, м/ч | Vсв, м/ч 
| Число проходов “n” | |||
3.2. Расчет режима сварки в среде углекислого газа угловых швов сварных соединений
При сварке угловых швов диаметр электродной проволоки выбирается в зависимости от толщины металла по табл. 14.
Таблица 14 - Выбор диаметра электродной проволоки для сварки угловых швов
| Толщина металла, мм | Форма подготовки кромок | Катет шва, мм | Зазор в стыке, | Диаметр электрод. проволоки, мм | Число проходов «n» |
| 0,8-1,0 1,5-2,0 3,0-4,0 | Угловое без разделки кромок | 2-3 3-6 | 0,5-1,0 0,8-1,2 1,2 | ||
| 4,0-5,0 | 5-6 | 1,2 1,6 | |||
| 5,0-6,0 7,0-8,0 9,0-10,0 11,0-13,0 | 5-6 6-9 9-11 11-14 | 2,0 2,0 2,0 2,0 | |||
| 14,0-16,0 | 13-16 | 2,0 2,5 | |||
| 17,0-20, | 20-22 | 1,5 | 2,0 2,5 | ||
| 21,0-28,0 | 24-27 | 1,5 | 2,0 3,0 |
Напряжение на дуге (Uд), силу тока (Iсв), скорость сварки (Vсв) определяют по номограмме (рис. 2).
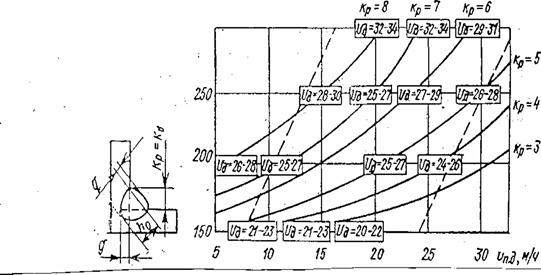
Рисунок. 2. Номограмма для определения режимов полуавтоматической сварки в среде углекислого газа угловых швов диаметром электродной проволоки 1,6 мм
Чтобы определить режим сварки, обеспечивающий необходимый катет шва, выбирают точку, лежащую на линии заданного катета (Кр), в области, ограниченной штриховыми линиями, в зависимости от того, какой шов требуется получить: вогнутый, плоский или выпуклый.
Из этой точки провести линии на ось ординат, где получим значение сварочного тока, и ось абсцисс, где получим значение скорости сварки.
Напряжении на дуге берется в ближайшем прямоугольнике.
Расход углекислого газа выбирается по табл. 15.
Таблица 15 - Расход углекислого газа в зависимости от толщины свариваемого углового соединения
| Толщина металла, мм | Расход углекислого газа, л/мин |
| 0,8-4,0 5,0-8,0 9,0-16,0 17,0-20,0 21,0-28,0 | 9-10 12-18 18-20 20-22 22-24 |
Результаты определения режимов сварки угловых швов следует занести в табл. 16.
Таблица 16 - Режимы сварки углового шва в среде углекислого газа
| Толщина металла, мм | Эскиз соединения | Параметры режима | Расход газа, л/мин | |||||
| Катет шва, мм | dэл, мм | Iсв, А | Uд, м/ч | Vсв, м/ч
| Число проходов | |||
Ориентировочные режимы механизированной (полуавтоматической) и автоматической сварки приведены в приложении Б
4. Расчет режимов механизированной (полуавтоматической) и автоматической сварки под слоем флюса
Конструктивные элементы подготовки кромок и виды сварных соединений (стыковые, угловые, тавровые, нахлесточные) для автоматической и механизированной сварки под слоем флюса регламентированы ГОСТ 8713-79.
Основными параметрами режима автоматической и механизированной сварки под слоем флюса, оказывающим влияние на размеры и форму шва, являются:
1. Диаметр электродной (сварочной) проволоки, dэл, мм.
2. Сила сварочного тока, Iсв, А.
3. Напряжение на дуге, Uд, В.
4. Скорость подачи электродной проволоки,Vп.п., м/ч.
5. Скорость сварки, Vсв, м/ч.
Дополнительными параметрами режима являются:
6. Род тока.
7. Полярность (при постоянном токе).
8. Марка флюса.
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 964; Нарушение авторских прав?; Мы поможем в написании вашей работы!