КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Техника сварки. Выбор параметров режима сварки
|
|
|
|
Выбор параметров режима сварки
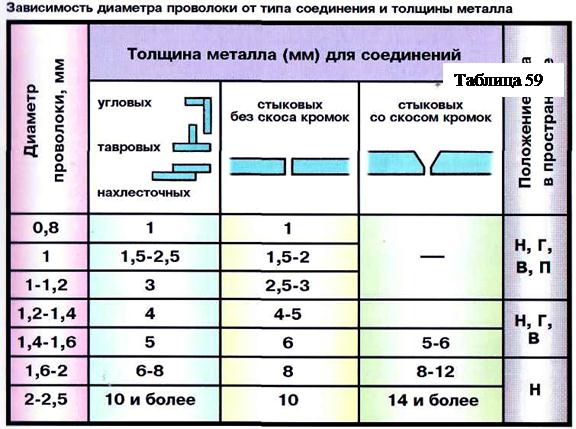 |
Сварка производится на постоянном токе обратной полярности. Диаметр электродной проволоки выбирают в зависимости от типа сварного соединения, толщины свариваемого металла и положения шва в пространстве.
 Стыковые соединения металла толщиной 0,8-1,2 мм сваривают на медных или керамических подкладках. Металл толщиной более 1,2 мм можно сваривать на весу.
Стыковые соединения металла толщиной 0,8-1,2 мм сваривают на медных или керамических подкладках. Металл толщиной более 1,2 мм можно сваривать на весу.
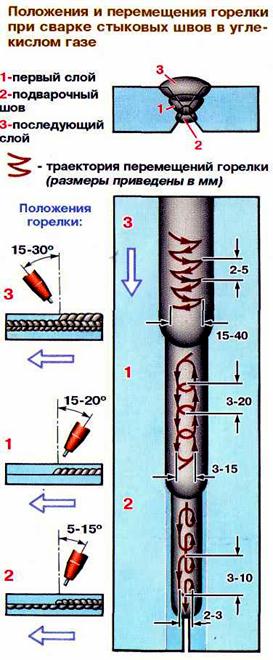
Конструкции с толщиной стенки до 3 мм сваривают за один проход без разделки кромок Сварку целесообразно выполнять в вертикальном положении сверху вниз. Сварку ведут с периодическим прерыванием процесса или в импульсном режиме.
Металл толщиной 4 мм и более сваривают с двух сторон без разделки кромок, но с зазором. Сварку в нижнем положении ведут в направлении слева направо - «углом назад» или справа налево - «углом вперед». Вертикальные швы при толщине металла до 3 мм сваривают сверху вниз, в свыше 3 мм - снизу вверх.
При многопроходной сварке стыковых и тавровых соединений для обеспечения провара первый проход выполняют при зазоре до 0,5 мм без поперечных колебаний горелки, а при зазоре свыше 0,5 мм - с поперечными колебаниями. Второй и последующие проходы выполняют только с поперечными колебаниями. Последующие швы накладывают после очистки от шлаковой корки предыдущих швов.
|
Контрольные вопросы:
1. В чем заключается трудность сварки низкоуглеродистой стали?
2. Какое сечение должны иметь прихватки?
3. Как подготавливают сварочную проволоку для сварки?
4. Какая полярность используется, при сварке низкоуглеродистой стали?
Контрольное задание:
1. Вам как сварщику необходимо подобрать режимы сварки стали 09Г2С толщиной 16мм
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 5675; Нарушение авторских прав?; Мы поможем в написании вашей работы!