КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Техника сварки
|
|
|
|
Выбор параметров режима
Сварку ведут на постоянном токе обратной полярности. Защитным газом служит аргон или гелий и их смеси. Непосредственно перед сваркой кромки обезжиривают.
Диаметр сопел горелок выбирают равным не менее 18-22 мм.
Длина дуги должна составлять 2-6 мм, а сварочный ток - быть больше, чем при ручной аргонодуговой сварке W-электродом. Сварку выполняют за один проход или двусторонними швами.
Процесс сварки может быть: импульсно-дуговым (ИДС), струйным (СТР) или с короткими замыканиями дуги (КЗ).
 Механизированную сварку стыковых соединений без разделки кромок
Механизированную сварку стыковых соединений без разделки кромок
|

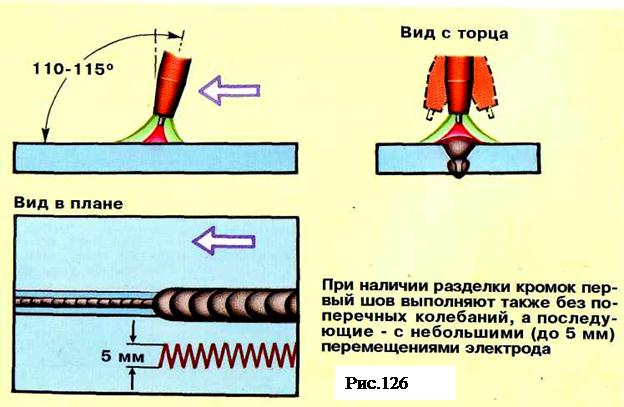
Механизированную сварку стыковых соединений без разделки кромок в нижнем и вертикальном положениях выполняют обычно без поперечных колебании электрода
 |
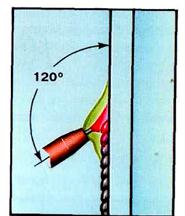
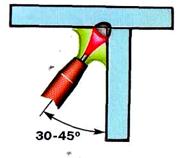
При сварке угловых швов в нижнем положении угол наклона горелки относительно вертикальной стенки - 30-45°. Угловой шов на вертикальной плоскости ведут снизу-вверх "углом вперед". Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы
 |  | ||||||
 | |||||||
| |||||||
С внутренней стороны шов защищают остающимися или съемными подкладками либо защитным газом, подаваемым каким-либо из способов:
 |
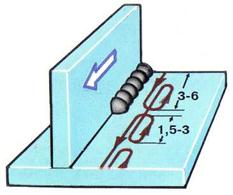
При сварке деталей толщиной 4 мм и более из-за быстрого остывания сварочной ванны в шве образуются поры. Чтобы предотвратить их появление, применяют шаговую сварку с возвратно-поступательными перемещениями горелки. Каждый шаг вперед на 3-6 мм сопровождается перемещением назад на 1,5-3 мм. Такая техника сварки обеспечивает более эффективную защиту и медленную кристаллизацию сварочной ванны, что в конечном счете гарантирует отсутствие пор.
Чтобы уменьшить деформации при соединении длинномерных конструкций, широко применяют обратноступенчатый метод сварки.
 | |||||
 | |||||
 |
|
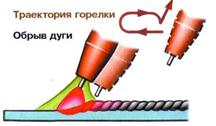
 При сварке угловых и тавровых соединений сварку заканчивают перемещением горелки в обратную сторону по шву, одновременно замедляя подачу проволоки.
При сварке угловых и тавровых соединений сварку заканчивают перемещением горелки в обратную сторону по шву, одновременно замедляя подачу проволоки.
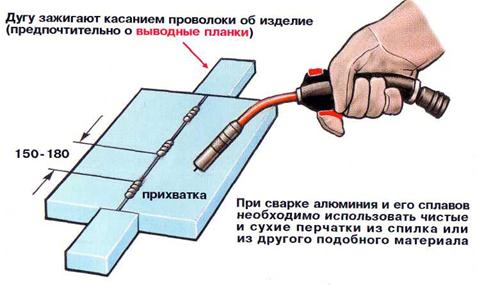
Эффективным способом окончания сварки служит вывод конца шва на выводные планки, которые после сварки удаляют
|
Контрольные вопросы:
1. Какие вы знаете основные трудности при сварке алюминия?
2. Каким способом избегают подреза корня шва?
3. Какими способами рекомендуют удалять окисную пленку?
4. На какую ширину рекомендуется зачищать свариваемые поверхности?
5. Как предотвратить появление пор при сварке алюминия толщиной более 4 мм.
Контрольное задание:
1. Вам как сварщику необходимо подобрать режимы сварки алюминия АД толщиной
|
Температура плавления меди 10830С
Медь и сплавы на её основе - бронзы, латуни, медно-никелевые сплавы -качественно свариваются способом MIG/MAG в инертных газах.
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 2070; Нарушение авторских прав?; Мы поможем в написании вашей работы!