КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы тепловой обработки изделий
|
|
|
|
ЦИКЛ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ
ПЛАН
ЛЕКЦИЯ №24
ТЕМА: ТЕПЛОВАЯ ОБРАБОТКА БЕТОНА
1.Способы тепловой обработки изделий
2.Цикл тепловой обработки изделий
В естественных условиях при температуре 20°С бетон набирает допустимую минимальную отпускную прочность 50% от марочной через 2-7 суток. Эти сроки неприемлемы при заводском изготовлении железобетонных изделий. Эффективным средством ускорения твердения бетона является тепловая обработка. При повышении температуры от 20 до 80°С скорость твердения повышается в 8-10 раз.
Общий цикл тепловой обработки составляет от 2,5 до 24 ч. Чаще всего — 12-13 ч. Сюда входит предварительное выдерживание не менее 2 часов, подъем температуры — 3 ч, изотермический прогрев при максимальной установившейся температуре 60-100°С — 6 ч и охлаждение до температуры помещения — 2 ч. При применении закрытых форм предварительная выдержка может и не производиться, и температура прогрева может достигать 100°С.
Цикл тепловой обработки изделий состоит из трех стадий:
· подъема температуры,
· изотермического выдерживания при постоянной температуре;
· охлаждения изделий.
Перед тепловой обработкой бетон выдерживают 2…4 ч, чтобы он получил некоторую начальную прочность.
Чтобы исключить предварительное выдерживание, применяют ускорители схватывания, используют бетонные смеси с низким В/Ц или смеси повышенной жесткости, проводят тепловую обработку с плавным и длительным подъемом температуры. Следует помнить, что быстрая скорость подъема температуры и остывания конструкций может привести к образованию трещин, что вызвано возникновением внутренних напряжений за счет температурного перепада. Это следует учитывать особенно при прогреве изделий сложного профиля или с большим количеством выступов.
Подъем температуры среды в камере со скоростью более 60°С/ч не допускается. С увеличением крупности изделий, что равноценно снижению модуля поверхности, уменьшают скорость подъема температуры. Для изделий толщиной до 10 см скорость подъема температуры не должна превышать 30° С/ч, толщиной до 25 см — 25° С/ч и толщиной более 25 см — 15…20° С/ч.
При тепловой обработке неопалубленных изделий (с немедленной распалубкой) независимо от толщины изделий скорость подъема температуры в первый час принимают 10…15, во второй — 15…20, в третий — 25…35° С/ч.
При производстве сборных железобетонных изделий применяют различные способы их тепловой обработки:
· пропаривание при нормальном давлении пара;
· обработка в автоклавах;
· нагрев в закрытых формах;
· электротермообработка.
Самым распространенным способом ускоренного твердения бетона является пропаривание в камерах с температурой 60-100°С при атмосферном давлении. Он применяется при выпуске 85% изделий заводского изготовления. Применяют камеры периодического и непрерывного действия, чаще всего ямные камеры периодического действия. Их выполняют из тяжелого бетона. В последнее время их начали строить из керамзитобетона, имеющего меньшую теплопроводность. Камера закрывается крышкой с гидравлическим или песчаным затвором. Пар поступает через закольцованную трубу. При конвейерном производстве изделий применяют камеры непрерывного действия — туннельные, щелевые и вертикальные.
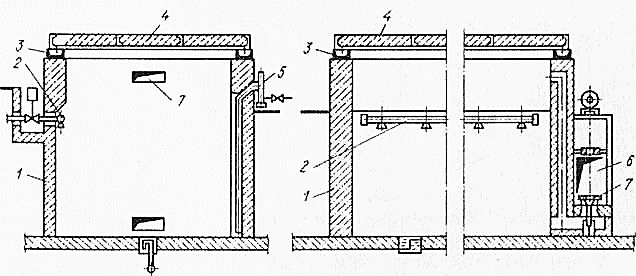
Рисунок 1 – Ямная пропарочная камера: 1 — ограждение камеры, 2 — паровая гребенка с паровыпускными соплами, 3 — гидрозатвор, 4 — крышка камеры с теплоизоляцией, 5 — затвор — конденсатор для избыточной паровоздушной смеси, 6 — воздуховод, 7 — вентиляционный клапан
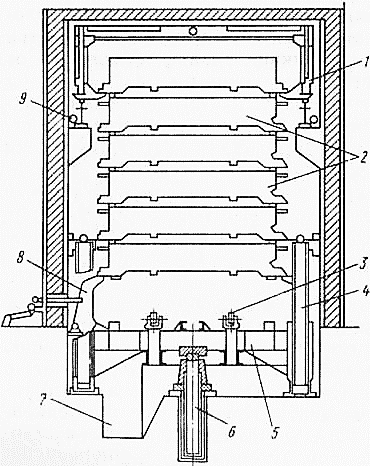
Рисунок 2 - Поперечный разрез камеры вертикального типа: 1 — передаточная тележка, 2 — формы с изделиями, 3 — рольганг, 4 — направляющие колонки, 5 — стол гидроподъемника, 6—плунжерный цилиндр, 7— траншеи для стока конденсата, 8 — отсекатель, 9 — перфорированный паропровод гонах используют гелиоустановки со оветопрозрачным
Тепловую обработку в автоклавах ведут при температуре водяного пара 174-200°С и давлении 0,9-1,5 МПа. Этот способ, в основном, применяют для изделий из ячеистого бетона и реже — из тяжелого бетона.
Контактный обогрев происходит через плотные непроницаемые перегородки. На таком принципе работают кассетные установки и горизонтальные термоформы. Теплоносителем служит пар, газ, горячая вода, петролатум. В кассетах изготавливают плоские изделия для жилищного строительства, в горизонтальных термоформах — в основном стеновые панели из легких бетонов на пористых заполнителях.
Электротермообработка осуществляется электродным прогревом (электропрогрев), обогревом электронагревателями (электрообогрев) и нагревом в электромагнитном поле. При электродном прогреве через бетон пропускают переменный электрический ток, который подается металлическими электродами, расположенными внутри или на поверхности изделий. Бетон является сопротивлением, в котором электрическая энергия превращается в тепловую.
Электрообогрев осуществляется высокотемпературными и низкотемпературными нагревателями. Высокотемпературные создают температуру более 250°С. Это ламповые термоизлучатели, спирали, ТЭНы, коксиальные нагреватели и др. К низкотемпературным относят сетчатые, проволочные нагреватели, греющие шнуры и др.
При индукционном способе изделие помещают в переменное магнитное поле, создаваемое индукционной обмоткой. При этом в ферромагнитном металле и в замкнутых контурах формы и арматуры индуктируются вихревые токи и образуется теплота, которая нагревает бетон.
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 1076; Нарушение авторских прав?; Мы поможем в написании вашей работы!