КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Беспрессовый метод получения пенополистирола ПС-Б
|
|
|
|
Пенопласты, изготовляемые беспрессовым методом
Разработан метод получения пенополистирола путем вспенивания небольших гранул с последующим их спеканием (склеиванием).
Метод вспенивания отдельных гранул имеет ряд преимуществ. Ввиду плохой теплопроводности полистирола вспенивание отдельных гранул можно осуществить в 5-10 раз быстрее. Из гранул можно изготовлять изделия очень сложной конфигурации, что невозможно сделать из блока.
Технологический процесс производства пенополистирола состоит из следующих основных операций:
1) предварительное вспенивание гранул;
2) сушка вспененных гранул;
3) выдержка гранул;
4) формование изделий (окончательное вспенивание);
5) сушка формованных изделий;
6) резка формованных блоков на плиты требуемых размеров.
В качестве сырья применяют пенистый полистирол, полученный полимеризацией стирола суспензионным методом в присутствии инициатора и летучего порообразователя (изопентана).
Поры при этом образуются вследствие увеличения объема порообразущего вещества при повышенных температурах. Порообразующее вещество обычно улетучивается из вспученного пористого материала, и после продолжительной выдержки пенополистирола закрытые поры наполняются воздухом. Пенистый полистирол выпускают согласно двух марок:
1) марка А, предназначаемая для изготовления изделий объемным весом не более 50 кг/м3;
2) марка Б, применяемая для изготовления изделий объемным весом более 50 кг/м3.
Эти марки отличаются только гранулометрическим составом: для марки А содержание гранул размером 1мм допускается 60%; для марки Б 25%.
Широко применяются плиты «Пеноплекс» плотностью 35 и 45 кг/м3 и коэффициентом теплопроводности 0,025…0,03 Вт/м.град, которые не подвержены гниению, легко обрабатываются даже обычным ножом. Пеноплекс представляет собой экструзионный пенополистирол, выпускаемый в виде плит методом экструзии из полистирола общего назначения (рис. 102).

Рис. 102. Плиты «Пеноплекс»
Процесс экструдирования полистирола обеспечивает получение пеноплекса с однородной структурой, состоящей из мельчайших замкнутых ячеек размером 0,1…0,2 мм. Подобная ячеистая структура обеспечивает повышение физико-механических и теплотехнических свойств.
Пенополиуретан получается из полиэфирной смолы и специальных добавок (диизоцианата, катализаторов и эмульгаторов), реагирующих с полимером и вспучивающих исходную смесь. Затвердевание происходит при повышенной температуре:
– жесткий пенополиуретан используется в широком интервале температур, отличается легкостью и экономичностью обработки, высокой прочностью устойчивостью к износу и химической и биологической стойкостью;
– эластичный (мягкий) пенополиуретан служит для герметизации стыков панелей.
Жёсткий пенополиуретан выпускают в виде плит и блоков, а мягкий пенополиуретан – в виде полотнищ и лент (рис. 101).

Рис. 101. Разновидности пенополиуретана
Средняя плотность эластичного материала 30…70 кг/м3, прочность на разрыв 0,01…0,12 МПа, теплопроводность 0,03…0,04 Вт/м.град. Жёсткие плиты имеют среднюю плотность 60…200 кг/м3, R сж = 0,2…2,5 МПа, теплопроводность 0,035…0,060 Вт/м.град.
Пенополиуретан обладает ничтожным водопоглощением и гигроскопичностью, его можно применять при более высоких температурах, чем другие теплоизоляционные материалы (100…170 °С). Пенополиуретан производят на автоматических установках непрерывного действия. Вначале в быстроходном смесителе готовят смесь полиэфирного полимера, диизоцианата (вспенивающие вещества), катализатора, эмульгатора и воды. Смесь выливают на наклонную ленту конвейера, движущегося со скоростью 3…5 м/мин. при взаимодействии диизоцианата с гидроксильными группами полимера выделяется углекислый газ, вспучивающий массу. Вспучивание и приобретение начальной прочности происходит очень быстро, в течение 2…5 с. Затем пенополиуретановую массу разрезают и помещают в камеры тепловой обработки, где в течение 4…6 часов при 50…150 °С идёт окончательное отвердевание.
Пенополивинилхлорид выпускают жестким, эластичным или полуэластичным. Жесткий плиточный пенополивинилхлорид ПХВ-1 представляет собой легкую газонаполненную пластмассу с равномерно распределенной замкнутой пористостью. Пенополивинилхлорид хорошо сопротивляется действию кислот, щелочей, воды. Широко применяется для термоизоляции холодильников и рефрижераторов при температурах от – 60 до + 60 оС. R сж до 7 МПа, плотность 70…130 кг/м3, теплопроводность 0,04 Вт/м.град. Менее горюч чем пенополистирол.
Мипора. Получается вспениванием мочевиноформальдегидных смол или отверждением отлитых из вспененной массы блоков с последующей сушкой. Мипору выпускают блоками объемом до 0,1 м3 или в виде плиток и крошки. Плотность 10…20 кг/м3, теплопроводность 0,026…0,030 Вт/м.град. Часто применяют в виде теплоизоляционного заполнителя и для звукопоглощения.
Поропласты получают, в основном, путем механического вспенивания композиций сжатым воздухом или с использованием специальных пенообразователей. При затвердевании вспененной массы растворитель, удаляясь в процессе сушки и отверждения из стенок ячеек, разрушает их. Сквозные поры можно получить, наполнив композиции водорастворимыми веществами. После прессования и отверждения изделия его погружают в нагретую воду, в которой вымываются растворимые вещества.
Поропласты применяют для изготовления амортизаторов, мягких сидений, губок, фильтров, в качестве вибродемпфирующих и звукоизоляционных прокладок в вентиляционных установках, глушителях, прокладок в касках и шлемах и т.д.
Сотопласты отличаются от пенопластов более высокой теплостойкостью и прочностью. В сотопластах, имеющих вид пчелиных сот, материал расположен наиболее экономично; у него лучшее отношение веса к прочности по сравнению с другими формами ячеек.
Технология получения сотопластов
Сотопласты получают методом горячего формования листов бумаги, шпона, ткани и т.д. с предварительной пропиткой термореактивными полимерами исходных материалов. Гофрированные листы покрывают склеивающим полимером, укладывают в пакеты и затем склеивают в блоки при нормальной или повышенной температуре и давлении 0,25 – 5 кг/см2.
Разработан технологический процесс получения сотопластов путем проклейки бумаги – нанесения клея на те ее участки, которые образуют соты.
Блоки изготавливают на специальном станке, снабженном вращающейся металлической пластиной и роликами, наносящими клей.
Основные физико-механические свойства сотопластов
Для строительных целей обычно применяют соты из крафт-бумаги, пропитанной финоло-формальдегидным полимером, с размером ячеек 11 и 25 мм.
Такой теплоизолятор прочен, хорошо сопротивляется гниению, короблению и нагреву. Хотя сотопласты и впитывают влагу, но при этом сохроняют прочность и не разрушаются. Предельная температура эксплуата-ции таких сотопластов +120.
Сотовые пластмассы (сотовые пластики или сотопласты) изготовляют, пропитывая смолами и склеивая гофрированные листы бумаги или хлопчатобумажной ткани. Иногда для этой цели применяют стеклянную ткань, алюминиевую фольгу или очень тонкую листовую сталь (0,05 – 0,12) мм). Получаются сотовые блоки, напоминающие по своему строению пчелиные соты, но с большим (10 – 30 мм) размером ячеек.
Объемный вес сотовых пластиков обычно 30 – 120 кг/м3 (рис. 4.1.2).
Механические свойства сотопластов относительно высоки. Так, если гофры сделаны из хлопчатобумажной ткани, крафт – бумаги (особой прочности бумаги) или асбестовой бумаги и пропитаны фенолформальдегидной смолой, то предел прочности при сжатии составляет 20 – 70 кг/см2, предел прочности при сдвиге 8 – 20 кг/см2 и модуль упругости при сдвиге 450 – 1250 кг/см2 и при сдвиге 6 – 18 кг/см2, а модуль упругости при сдвиге достигает 3000 – 8000 кг/см2, в зависимости от толщины фольги.
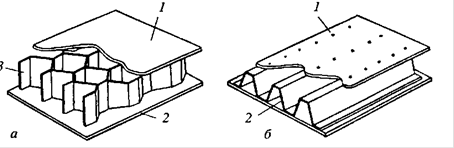
1 – обшивка; 2 – клеевая пленка; 3 – сотовая панель
Рисунок 2 – Трехслойные панели с поперечным (а) и параллельным (б)
расположением сотопласта.
В настоящее время широкое распространение получают многослойные кон-струкции типа «сэндвич» в сочетании с другими материалами: сотопластами, пе-нопластами, пенобетоном, пеностеклом, фибролитом и др. Такие «сэндвичи» (рисунок 29) в виде крупноразмерных плит могут быть использованы в качестве ограждающих конструкций (покрытий, подвесных потолков, перегородок, воздуховодов и т.д.) в зданиях различного назначения
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 1034; Нарушение авторских прав?; Мы поможем в написании вашей работы!