КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поверхностная закалка
|
|
|
|
Закалка с самоотпуском.
Обработка стали холодом.
Обработку стали холодом применяют для уменьшения количества остаточного аустенита в закаленных высокоуглеродистых сталях. При охлаждении до -70..-1900С остаточный аустенит превращается в мартенсит.
Обработку холодом проводят непосредственно после закалки путем погружения изделий в смесь авиационного бензина с жидким азотом на 1-1,5 часа.
Обработка холодом обычно применяется:
1. Для инструмента из быстрорежущих сталей и деталей
шарикоподшипников с целью повышения твердости;
2. Для улучшения свойств постоянных магнитов;
3. Для стабилизации размеров точного измерительного инструмента (например, калибров)
При сквозной прокаливаемости все точки детали имеют практически одинаковую твердость. Однако, для ударного инструмента типа зубил, долот, штампов необходимо иметь высокую твердость рабочей поверхности и напротив высокую ударную вязкость хвостовой части. Этого можно добиться специальными способами охлаждения.
1.Охладить в воде только рабочую поверхность, вынуть деталь из воды и контролировать ее разогрев до нужной температуры по цветам побежалости.
2.Закалить всю деталь, а затем разогревать ее хвостовую часть, контролируя разогрев рабочей поверхности.
Для некоторых деталей при эксплуатации необходима высокая твердость и износостойкость поверхности в сочетании с хорошей вязкостью в сердцевине. Это касается деталей, работающих в условиях износа с одновременным действием динамических нагрузок (например, шестерни, пальцы, скрепляющие звенья трака гусеничных машин).
В таких случаях подвергают упрочнению не всю деталь, а только тонкий (несколько мм) поверхностный слой.
Поверхностная закалка – это нагрев до закалочных температур только поверхностного слоя детали с последующим быстрым охлаждением и образованием мартенситной структуры только в этом слое.
Осуществляют такую закалку быстрым нагревом поверхности, при котором сердцевина не успевает прогреваться за счет теплопроводности. При таком нагреве температура по сечению детали резко падает от поверхности к центру.
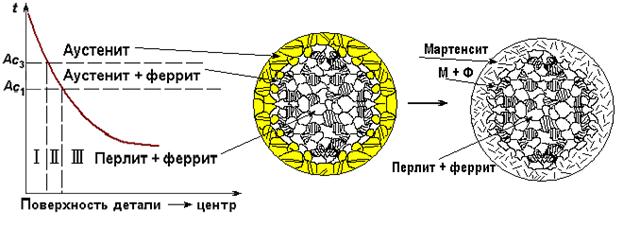
После охлаждения в сечении детали получаются три характерных зоны с разной структурой и свойствами (рис. 35).
 а б в
а б в
Рис. 35. Поверхностная закалка стали:
а – распределение температур по сечению; б – структура при поверхностном нагреве;
в – структура после закалки
В зоне I после закалки получается мартенситная структура с максимальной твердостью, так как эта зона нагревалась выше критической температуры Ас3.
В зоне II после закалки в структуре, кроме мартенсита, будет присутствовать и феррит. Следовательно, твердость там будет ниже.
В зоне III нагрев и охлаждение не приводят к каким-либо изменениям структуры. Значит, здесь сохраняется исходная феррито-перлитная структура с низкой твердостью, но высокими пластическими свойствами.
После поверхностной закалки деталь может сопротивляться динамическим нагрузкам за счет вязкой сердцевины и хорошо работать в условиях износа благодаря твердой поверхности.
Быстрый нагрев поверхности, необходимый при такой технологии, осуществляется чаще всего индукционным способом (закалка ТВЧ). Деталь помещается в индуктор, подключенный к генератору тока высокой частоты. Переменное магнитное поле высокой частоты наводит в тонком поверхностном слое металла вихревые токи, и нагрев осуществляется за счет сопротивления металла протеканию этих токов. Немедленно после нагрева, который длится секунды, деталь помещают в спрейер для охлаждения.
Поверхностная закалка должна сопровождаться низким отпуском.
Чем выше частота внешнего переменного магнитного поля, тем тоньше слой, в котором сосредоточены вихревые токи. Поэтому глубина закаленного слоя может легко регулироваться и составляет от десятых долей миллиметра до 3–5 мм. Операцию закалки ТВЧ можно полностью автоматизировать. Способ очень производительный; коробление и окисление поверхности детали при этом минимально.
Иногда, для поверхностной закалки используют и другие способы нагрева - газопламенный, лазерный, а также нагрев краткосрочным погружением в расплав солей.
Для такого способа термообработки созданы специально стали пониженной прокаливемости, например, 55ПП (0,55 % С и не более 0,5 % примесей).
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 545; Нарушение авторских прав?; Мы поможем в написании вашей работы!