КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Розробка структури маршруту обробки
|
|
|
|
Структура маршруту обробки корпуса механізму управління дверима – це послідовність виконання всіх операцій.
Операція 005 Горизонтально-гвинторізна
Мета операції: обробка правого торця корпуса та розточування отворів під циліндр великий, поршень великий та прокладку, а також свердління отвору Ø8.
Зміст операції:
- точіння торця корпуса;
- розточування отвору Ø62мм;
- чорнове та чистове розточування отвору Ø71Н9 мм;
- точіння уступу під прокладку Ø66±0,1мм;
- свердління отвору Ø8 мм.
Ескіз обробленої поверхні за операцією 005 зображено на рисунку 3.7.
Засоби досягнення поставленої мети: за рахунок точності технологічного комплексу.
Обладнання: горизонтально-гвинторізний верстат моделі 16К20.
Пристосування: трьохкулачковий самоцентруючий патрон.
Різальний інструмент: різець токарний підрізний відігнутий ГОСТ 18880-73 з матеріалом ріжучої частини Т15К6, різець токарний розточний для обробки глухих отворів ГОСТ 18883-73 з матеріалом ріжучої частини Т15К6, різець  токарний фасонний, свердло спіральне Ø8 мм ГОСТ 10902–77 із швидкорізальної сталі Р6М5 з циліндричним хвостовиком.
токарний фасонний, свердло спіральне Ø8 мм ГОСТ 10902–77 із швидкорізальної сталі Р6М5 з циліндричним хвостовиком.
Засоби контролю: штангенциркуль з точністю вимірювання 0.05 мм
ГОСТ 166 - 73.
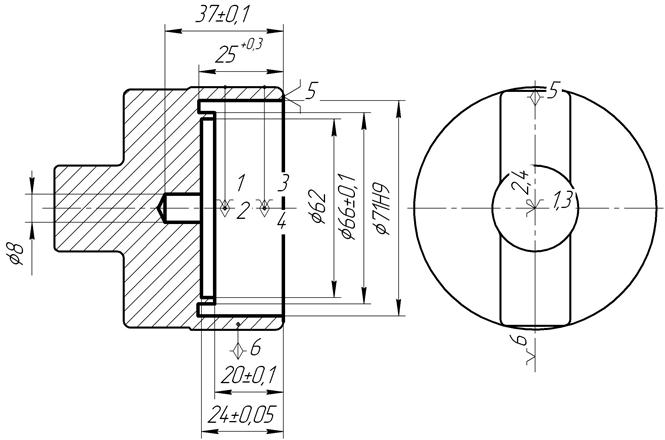
Рисунок 3.7 – Ескіз оброблених поверхонь за операцією 005
Операція 010 Горизонтально-гвинторізна
Мета операції: обробка лівого торця корпуса та свердління з подальшою обробкою різевого отвору М16-7Н мм.
Зміст операції:
- точіння лівого торця корпуса;
- свердління отвору Ø13,8 мм;
- зенкерування отвору Ø14,8 мм;
- розгортати (двічі) отвір Ø15,8 мм;
- зенкувати фаску 2х45;
- нарізати різь М16-7Н.
Ескіз обробленої поверхні за операцією 010 зображено на рисунку 3.8.
 Засоби досягнення поставленої мети: за рахунок точності технологічного комплексу.
Засоби досягнення поставленої мети: за рахунок точності технологічного комплексу.
Обладнання: горизонтально-гвинторізний верстат моделі 16К20.
Пристосування: трьохкулачковий самоцентруючий патрон.
Різальний інструмент: різець токарний підрізний відігнутий ГОСТ 18880-73 з матеріалом ріжучої частини Т15К6, свердло спіральне Ø13,8 мм з циліндричним хвостовиком ГОСТ 10902-77 з матеріалом різальної частини –Р6М5, зенкер цільний Ø14,8 мм швидкорізальний з циліндричним хвостовиком ОСТ-И20-1-80 з матеріалу – Р6М5, дві розгортки з швидкоріжучої сталі Р6М5 Ø15,72мм і Ø 15,8мм ГОСТ 1672-80, зенкер конічний з циліндричним хвостовиком ГОСТ 14953-80 з матеріалу Р6М5, мітчик машинний М16 ГОСТ 17933-72.
Засоби контролю: штангенциркуль з точністю вимірювання 0.05 мм
ГОСТ 166 - 73.
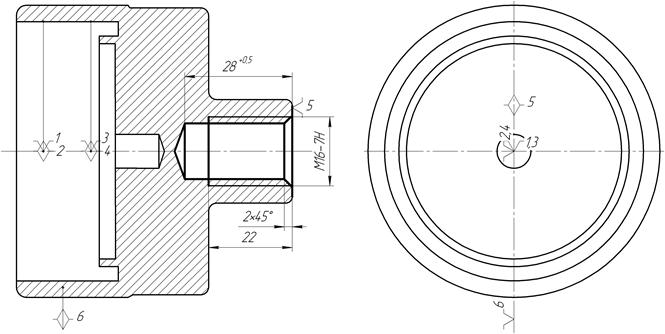
Рисунок 3.8 – Ескіз оброблених поверхонь за операцією 010
Операція 015 Вертикально-фрезерна
Мета операції: обробка площин і отворів повітряної системи корпуса.
Зміст операції:
- фрезерування верхню поверхню 76±0.5, витримавши шорсткість поверхні Ra 6,3 мкм;
- свердління отвору Ø10 мм;
- зенкувати фаску 1,5х45;
- зенкування конічного отвору;
- фрезерування нижню поверхню 76±0.5, витримавши шорсткість поверхні Ra 6,3 мкм;
- свердління отвору Ø10 мм;
- зенкувати фаску 1,5х45;
- зенкування конічного отвору;
- свердління отвору Ø6 мм.
Ескіз обробленої поверхні за операцією 015 зображено на рисунку 3.9.
Засоби досягнення поставленої мети: за рахунок точності технологічного комплексу.
Обладнання: вертикальний консольно-фрезерний верстат моделі 6Р13.
Різальний інструмент: фреза кінцева Ø25 мм з конічним хвостовиком тип А ГОСТ 17026-71 матеріал ВК6, свердло спіральне Ø10 мм з циліндричним хвостовиком ГОСТ 10902-77 з матеріалом різальної частини –Р6М5, зенкер конічний з циліндричним хвостовиком ГОСТ 14953-80 з матеріалу Р6М5, свердло спіральне Ø6 мм з циліндричним хвостовиком ГОСТ 10902-77 з матеріалом різальної частини –Р6М5.
Засоби контролю: штангенциркуль з точністю вимірювання 0.05 мм
ГОСТ 166 - 73, калібр-пробка ГОСТ 14807-69.
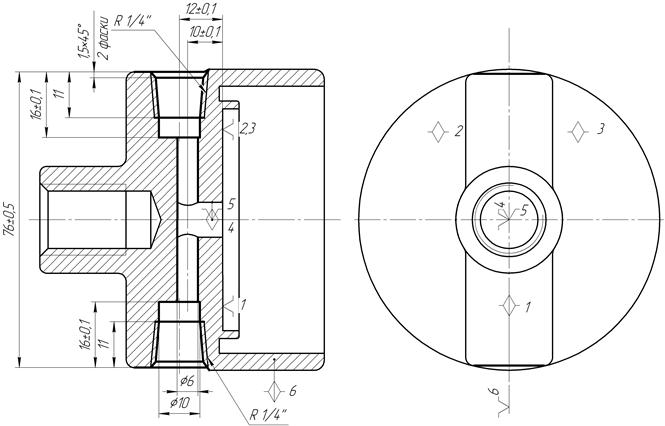
Рисунок 3.9 – Ескіз оброблених поверхонь за операцією 015
Операція 020 Вертикально-свердлильна
Мета операції: обробка отвору під жиклер
Зміст операції:
- свердління отвору Ø4,4 мм;
- зенкерування отвору Ø5,4мм;
- розвертання отвору Ø6 мм;
- зенкування фаски.
Ескіз обробленої поверхні за операцією 020 зображено на рисунку 3.10.
 Засоби досягнення поставленої мети: за рахунок точності технологічного комплексу.
Засоби досягнення поставленої мети: за рахунок точності технологічного комплексу.
Обладнання: вертикально-свердлильний верстат моделі 2Н135.
Пристосування: універсальні лещата з призматичними губками
ГОСТ 1915 - 80.
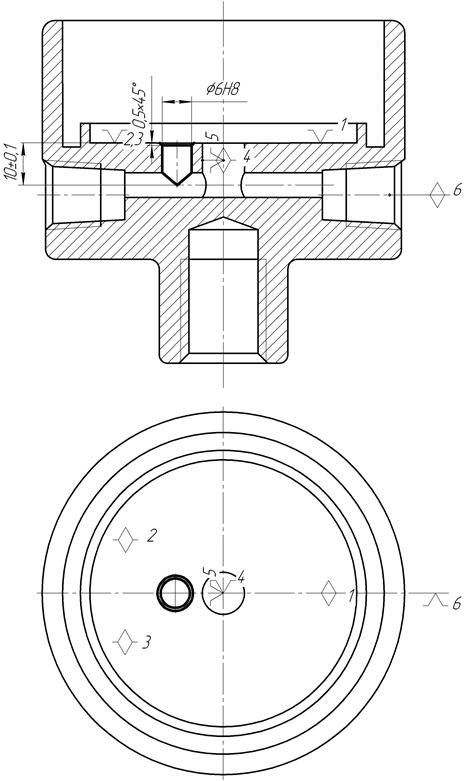
Рисунок 3.10 – Ескіз оброблених поверхонь за операцією 020
 Різальний інструмент: свердло спіральне Ø4,4 мм з циліндричним хвостовиком ГОСТ 10902-77 з матеріалом різальної частини –Р6М5, зенкер цільний Ø5,4мм швидкорізальний з циліндричним хвостовиком ОСТ-И20-1-80 з матеріалу – Р6М5, розгортка з швидкоріжучої сталі Р6М5 Ø 6мм ГОСТ 1672-80, зенкер конічний з циліндричним хвостовиком ГОСТ 14953-80 з матеріалу Р6М5.
Різальний інструмент: свердло спіральне Ø4,4 мм з циліндричним хвостовиком ГОСТ 10902-77 з матеріалом різальної частини –Р6М5, зенкер цільний Ø5,4мм швидкорізальний з циліндричним хвостовиком ОСТ-И20-1-80 з матеріалу – Р6М5, розгортка з швидкоріжучої сталі Р6М5 Ø 6мм ГОСТ 1672-80, зенкер конічний з циліндричним хвостовиком ГОСТ 14953-80 з матеріалу Р6М5.
Засоби контролю: штангенциркуль з точністю вимірювання 0.05 мм
ГОСТ 166 - 73, калібр-пробка ГОСТ 14807-69.
Операція 025 Координатно-розточна
Мета операції: опоряджувальна обробка отвору М72-7Н мм і нарізання різі.
Зміст операції:
- тонке розточування отвору;
- точіння фаски;
- нарізати різь М72-7Н мм.
Ескіз обробленої поверхні за операцією 035 зображено на рисунку 3.11.
Засоби досягнення поставленої мети: за рахунок точності технологічного комплексу.
Обладнання: координатно-розточний верстат моделі 2Б460А.
Різальний інструмент: різець розточний державочний з косим кріпленням для обробки глухих отворів тип 4 ГОСТ 9795-83 з пластинами з твердого матеріалу ВК6, різець різенарізний державочний для косого кріплення ГОСТ 9795-8.
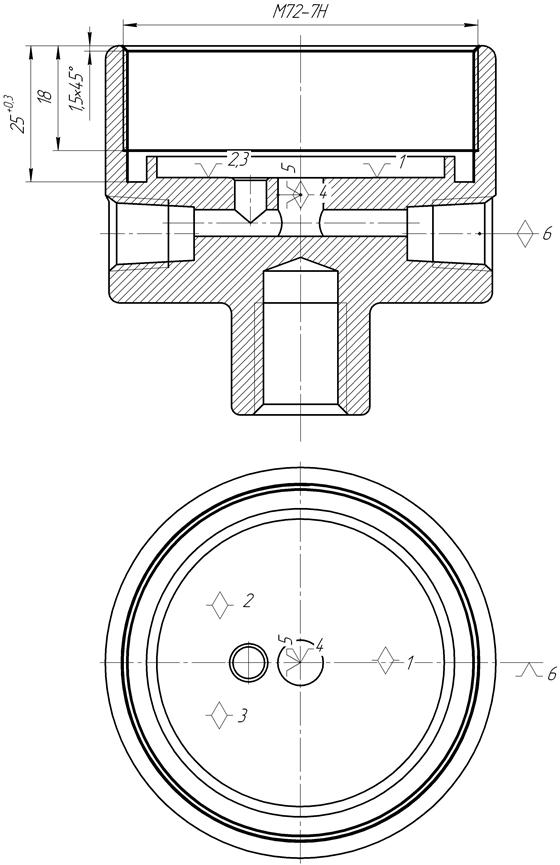
Рисунок 3.11 – Ескіз оброблених поверхонь за операцією 025
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 446; Нарушение авторских прав?; Мы поможем в написании вашей работы!