КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Взаимодействие металла с азотом, водородом и другими газами
|
|
|
|
В ряде металлов азот практически нерастворим (медь, никель, серебро, золото) и может при их сварке использоваться как защитный инертный газ. С другими металлами — железом, титаном, алюминием и их сплавами — он может активно взаимодействовать, и его влияние на их свойства очень значительно. С некоторыми из них, например с титаном, при сварочных температурах азот, взаимодействуя, образует химические соединения — нитриды. В других, например в железе, он растворяется, образуя жидкие и твердые растворы внедрения, причем растворимость азота в твердом железе с понижением температуры уменьшается, и избыточные количества его выпадают из раствора в виде нитридов (Fe2N, Fe4N).
Взаимодействие азота с титаном (и другими металлами, дающими с ним химические соединения при Т > Тпл), определяются возможностью азотирования по тем же принципам, которые рассмотрены в предыдущем параграфе для окисления.
Тогда характерными являются обратимые реакции типа
х Me + y/2 N2 ↔ Меx Ny
с константами равновесия, определяемыми упругостью диссоциации нитридов Meх Ny. Происходит либо азотирование, либо диссоциация нитридов и удапение азота.
Азотирование титана в аргоно-азотной смеси при сварке в камерах с контролируемой атмосферой дает принципиально такие же зависимости, как для окисления. И в этом случае приращение азота A [N] в металле подчиняется зависимости.
∆[N] = kN2 ( ) t N2 ∙22,2 %
) t N2 ∙22,2 %
где N2 — содержание азота в газовой фазе в % об.
При сварке голым электродом в окружении воздуха наблюдается значительное азотирование, причём аналогично окислению тем больше, чем меньше размер капель металла.
Улучшение свойств металла швов может быть достигнуто либо ограничением поглощения азота при сварке, либо его переводом в менее опасные соединения, в том числе и в более благоприятные по геометрической форме выделения в структуре.
Второй путь представляется в виде специально разработанных составов сварочных электродных проволок, предназначенных для сварки без защиты от воздуха, содержащих достаточное количество раскислителей для удаления кислорода и специальные элементы для частичного удаления азота (по типу раскисления − деазотирование с удалением стойких нитридов AlN, TiN и др. в шлак), перевода остающегося азота в твёрдый раствор и выделения в виде нитридов циркония, алюминия, титана более благоприятной формы, чем нитриды железа.
Для механизированных методов сварки (главным образом полуавтоматической) институтом им. Е.О. Патона разработан ряд составов так называемых порошковых проволок, содержащих в составе порошкового наполнителя флюсы. При сварке они расплавляются и достаточно надёжно защищают металл от азота воздуха при относительном весе шлаковых составляющих (относительно металлической части порошковой проволоки) примерно равном 0,10 … 0,15, т.е. 10 … 15 %.
При ацетиленово - кислородной сварке факел пламени также достаточно защищает металл от проникновения к сварочной ванне воздуха. Хотя в той зоне пламени, которая в основном плавит металл, как правило, содержится примерно 8 - 12 % N2, конечное содержание азота в швах при ацетилено-кислородной сварке сталей плавлением обычно не превышает 0,015 - 0,02 % и мало сказывается на их механических свойствах.
Следует отметить, что дуговая сварка голым электродом в атмосфере воздуха, как правило, дает большее содержание азота в направленном металле, чем сварка в атмосфере чистого азота. Это может быть объяснено образованием в присутствии кислорода окислов азота [типа N0], способствующих более легкому переходу азота в атомарное состояние при контактных соударениях с металлом в сравнении с соударениями с ним молекул N2 и в связи с этим более легкому поглощению его металлом. Также меньше, чем при сварке в воздухе, поглощение азота при сварке в диссоциированном аммиаке.
Очень интенсивно в условиях дуговой сварки происходит поглощение азота титаном. Так, по материалам Ф. Е. Третьякова, при сварке титана в азоте конечное его содержание в швах составляет около 6%, при этом металл швов имеет твердость, сопоставимую с алмазом, а пластичность почти нулевую.
Весьма важны при сварке и процессы взаимодействия металла с водородом, его поглощение металлом. Как уже указывалось, источники водорода в условиях сварки достаточно разнообразны. Водород может поступать в реакционное пространство в чистом виде, а- также в виде продукта диссоциации воды и различных водородосодержащих соединений. При этом высокие температуры при сварке, особенно дуговой, приводят к значительной диссоциации молекулярного водорода на атомарный, который легко растворяется и в жидком, а часто и в твердом металле. Так, например, твердый титан даже при относительно низких температурах (300—350 °С) может поглощать водород достаточно интенсивно.
Максимальная растворимость водорода в жидком железе наблюдается при температуре ~2400 °С, т. е. близкой к температурам, до которых нагреваются капли металла при дуговой сварке плавящимся электродом.
По работам Г. М. Григоренко и В. М. Лакомского, наблюдается приближение к насыщению водородом капель небольшого размера за время, сопоставимое со сварочным. Поэтому можно ожидать в каплях металла при дуговой сварке весьма высокую концентрацию водорода.
При снижении парциального давления водорода в газовой фазе предельное насыщение [Н], должно быть ниже. По расчетам К. В. Любавского, эти значения растворимости показаны на рис.11. Однако следует отметить, что вследствие высоких температур сварочного процесса, способствующих диссоциации молекулярного водорода, возможно его растворение в металле с количественными зависимостями. Тогда возможны и большие степени насыщения металла водородом, что, в частности, было определено И. К. Походней для быстро охлаждаемых специальным приспособлением капель металла.
Конечное содержание водорода в металле сварных швов в значительной степени зависит от способа сварки и применяемых сварочных материалов. Следует отметить, что исследования конечного содержания водорода в сварных швах и в наплавленном металле выполнялись по различным методикам, причем не всегда сообщались детали проведенных экспериментов, и поэтому имеющийся разброс значений, приводимых в литературе, не всегда можно объяснить. Некоторые значения растворимости представлены на рис.11.
Следует отметить, что при наиболее распространенной сварке полузакрытой дугой (штучными плавящимися электродами) конечное содержание водорода зависит и от абсолютной влажности воздуха (в г/ж3), при которой выполняется сварка. Это особенно сказывается при сварке электродами, дающими низководородистый металл, например при фтористокальциевых покрытиях после высокотемпературной прокалки. В этом случае при переходе от сварки в сухом воздухе (паров воды 3-5 г1мъ) к сварке во влажном воздухе (паров воды 25-30 г/м3) содержание водорода в металле швов возрастает на 1-1,5см3/100г
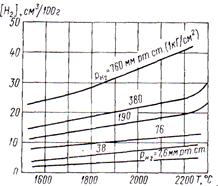
Рис. 11. Влияние температуры и парциального давления водорода
в газовой фазе на его растворимость жидком железе
Такое повышение содержания водорода в подобных случаях определяется тем, что в реакционное пространство даже при сварке электродами с современными покрытиями частично проникает воздух (дуга полузакрытая). Из самых общих приближенных расчетных оценок по конечному содержанию азота в направленном металле можно заключить, что объем вовлекаемого в процесс воздуха в этих случаях примерно в 40-60 раз меньше, чем при сварке голым электродом без покрытий. Но и это количество влажного воздуха может дать отмечаемое экспериментом увеличение содержания водорода в металле при сварке.
Водород в металле является весьма подвижным элементом, особенно при высоких температурах. Диффундируя в виде атома или протона, он может перераспределяться в металле, перемещаясь на значительные расстояния в различных зонах сварного соединения. В несплошностях разнообразного вида он может переходить в молекулярную форму, оставаясь в них в виде остаточного водорода, практически потерявших диффузионную подвижность при низких температурах. Пример перехода от сварки в сухом воздухе (паров воды 3 ÷ 5 г/ м3 ) к сварке во влажном воздухе паров воды (1 ÷ 1,5 г/ м3 ) содержание водорода в металле шва возрастает (Рис. 12).
Значительное влияние повышенного количества водорода на увеличение хрупкости сварных соединений как металла швов так и околошовных зон (например, при сварке феррито-перлитных и закаливающихся при сварке сталей, а также титановых сплавов) заставляет в ряде случаев применять специальные меры по его ограничению. В этом отношении наиболее эффективны методы приводящие к уменьшению количества водорода в газовой фазе.
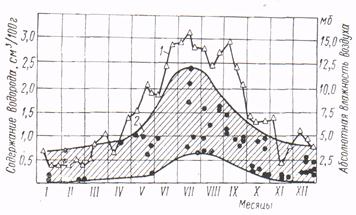
Рис. 12. Изменение абсолютной влажности воздуха по месяцам и зона разброса содержания водорода в наплавленном металле
контактирующей с металлом при сварке. Так, при сварке сталей удаляют ржавчину со свариваемых кромок и присадочной (электродной) проволоки, просушивают «отпотевшие» кромки, применяют низководородистые электроды, в частности с покрытиями, содержащими фториды, создающие реакцию типа
CaF2 + Н2О ↔ СаО + 2HF
со связыванием водорода в труднодиссоциирующие соединения, в данном случае HF. Реакция значительно интенсифицируется присутствием SiO2, в результате чего в качестве промежуточного соединения появляется SiF4
2CaF2 + SiO2 ↔ 2CaO + SiF4
SiF4+2H2O ↔ SiO2 + 4HF
2CaF2 + 2H2O ↔ 2CaO + 4HF
Этот принцип связывания водорода практически используется как при автоматической и полуавтоматической сварке под флюсами (содержащими и CaF2, и SiO2), так и при сварке порошковыми проволоками с добавками в порошковое наполнение кремнефтористого натрия (Na2SiF6) или при сварке штучными электродами с добавками его в шихту электродных покрытий.
В ряде случаев титановые сплавы содержат достаточно большое количество водорода. Поэтому присадочные (электродные) материалы, применяемые при аргонодуговой сварке, для уменьшения концентрации водорода в сварных швах специально подвергают вакуумному отжигу при 800 - 850 °С с выдержкой, зависящей от диаметра присадки (так называемой дегазации).
При сварке алюминия и его сплавов источником водорода является адсорбированный слой влаги на свариваемом основном металле и главным образом на присадочном металле в связи с его большой относительной поверхностью, участвующей в формировании металла шва. В. этих случаях для аргонодуговой сварки алюминия и его сплавов необходимы тщательная очистка кромок свариваемого металла и специальная обработка присадки — электрополировка [43], вакуумная термообработка, окислительный отжиг.
Используемые при сварке защитные газы — инертные (в частности аргон) и активные (углекислый газ) — стремятся максимально обезводородить — обезводить, высушить.
В некоторых случаях, например для сварки закаливающихся сталей, применяют такие сварочные материалы, которые обеспечивают получение металла шва с аустенитной структурой, обладающей высокой растворимостью водорода при комнатных температурах и поэтому не отдающей водород в околошовные зоны. Кроме того, диффузионная подвижность водорода в решетке аустенита значительно меньше, чем в решетке феррита.
Водород (почти для всех металлов) и азот (в частности для железа) в случае значительного пересыщения ими жидкого металла по сравнению с предельной концентрацией их в закристаллизовавшемся часто являются основной причиной пористости металла шва. В алюминиевых сплавах может появляться пористость и в околошовных зонах. Пористость вызывается и другими газами. Так, например, в процессе сварки стали при окислении углерода перед кристаллизацией или во время ее протекания образующаяся окись углерода также создает поры
FeO + С↔СО + Fe.
Такая реакция наиболее интенсивно проходит при высоких температурах (усиливается при температурах выше температуры плавления). Однако она принципиально не исключена и при температуре кристаллизации, особенно при малом количестве более активных при этой температуре раскислителей (Al, Ti, Si и др.).
Исключение или заметное ограничение реакции возможно за счёт уменьшения в металле исходного количества углерода, т.е. его уменьшения, например в сварочной присадочной проволоке, особенно при недостаточном количестве других раскислителей, обладающих при Т ≈ Tn.,Fe большим сродством к кислороду.""чем углерод, при имеющихся концентрациях.
В некоторых случаях возможны и другие реакции с составляющими защитных газов. Так, например, при наличии в электроде сильных раскислителей (Al, Ti и др.) и источников окиси углерода возможны реакции типа
2 [А1] + 3{СО) ↔ (А12О3) + 3 [С]
при которых выделяющийся углерод растворяется в металле, что в ряде случаев недопустимо.
Как следует из этого обзора, возможны различные варианты взаимодействия металла с газовой фазой в условиях сварки, весьма важные для конечного результата сварочной операции — получения доброкачественных сварных швов. Меры радикальной борьбы с отмеченными выше вредными явлениями и регулирование процессов в направлении получения желаемых результатов определяются в основном правильным выбором сварочных материалов.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 4887; Нарушение авторских прав?; Мы поможем в написании вашей работы!