КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Взаимодействие металлической и шлаковой фаз при сварке
|
|
|
|
Шлаки в условиях сварки могут появляться самопроизвольно, например от реакций взаимодействия металла с газовой фазой, или вводятся искусственно для обработки жидкого металла или предохранения металла от воздействия газов.
В наиболее чистом виде взаимодействие шлаков с металлом наблюдается при электрошлаковой сварке. При других сварочных процессах обычно имеет место тройное взаимодействие металл - шлак - газовая фаза.
Шлаками называются расплавы неметаллических соединений — окислов, галоидов, сульфидов и пр., как свободных, так и образующих комплексные соединения. Шлаки нерастворимы в металлах (за исключением отдельных их составляющих). В расплавленном состоянии металл и шлак представляют собой несмешивающиеся жидкости, разделяющиеся в связи с различием удельного веса (плотности), и имеющие границу раздела с той или иной поверхностной энергией (межфазным натяжением).
Свойства шлака, как физические (температура плавления, плотность — удельный вес, вязкость в зависимости от температуры и др.), так и химические (взаимодействие с металлом определенной композиции), зависят от его состава. Схематично строение шлака рассматривается как молекулярное или ионное (шлак состоит либо из молекул входящих в него соединений и их комплексов, либо представляет собой систему ионов, в которых катионы окружены анионами, а анионы — катионами).
Современная ионная теория строения шлаков удовлетворительно согласуется с экспериментальными фактами и объясняет многие известные их свойства (электропроводность шлаков и ее увеличение с повышением температуры, влияние электрического поля на ряд процессов и др.). Молекулярная теория не отрицает наличия ионов в шлаках, но пренебрегает их воздействием на металл.
Несмотря на ряд недостатков молекулярной теории строения шлаков, в ряде случаев она с успехом используется для оценки взаимодействия шлак—металл. В связи с упрощенным рассмотрением процесса далее будем базироваться на представлениях молекулярной теории строения шлаков.
Химическое воздействие шлака на металл в значительной степени определяется соотношением в его составе кислых, основных и амфотерных окислов. Наиболее распространенными кислыми окислами в сварочных шлаках являются SiO2, TiO2, реже Р2О5; основными окислами являются Na2O, К2О, CaO, MgO, MnO, FeO, NiO и др.
Из амфотерных окислов наиболее распространены А12О3. Формальной характеристикой шлаков является их коэффициент кислотности kK или обратный ему рассчитываемый коэффициент основности k0. Так, кислыми шлаками считаются шлаки, где kK > 1 (соответственно k0 < 1). Однако кислотный характер шлака будет проявляться только при содержании в нем свободных кислых окислов.
В шлаке, состоящим из 50 % SiO2 и 50 % FeO, коэффициент кислотности будет равен единице, т. е. шлак как бы не кислый и не основной. А фактически он кислый, так как в нем образуется не только SiO2-FeO, но и SiOa (FeO)2, что дает некоторое количество свободного SiO2.
Для шлаков, применяемых при автоматической сварке под флюсом, содержащим SiO2 от 2 до 48 % мол., CaO, MgO, небольшие количества MnO, FeO, а также от 2 до 48 % мол. CaF2, при обработке экспериментов с низколегированной сталью Ю. И. Шкатов получил следующие значения этих коэффициентов: а = 1; b = 0,5; с = 0,37; d = 0,26.
Амфотерные окислы в различных условиях могут выступать, как основные (образуя комплексные соединения с кислыми, при недостатке основных окислов) или как кислые — при избытке основных.
Химическое воздействие шлаков на металл может быть окисляющим или раскисляющим, а также изменять в составе металла концентрацию других примесей (серы, фосфора и пр.).
В случае если шлак, содержащий закись железа в значительных количествах, будет контактировать с расплавленным железом, то закись из шлака будет переходить в растворяющий ее металл. По данным А. А. Ерохина, для сварных швов этот процесс характеризуется следующими значениями:
Содержание FeO
в шлаке в %.. 14,2 15,0 22,7 26,8 56,0 55,2 61,0 Содержание О2 в
металле шва в %.0,036 0,039 0,062 0,118 0,187 0,193 0,211
Аналогично свои окислы растворяют никель, медь и титан.
При взаимодействии с расплавленным железом шлаков, содержащих относительно непрочные окислы кремния и марганца, происходят обменные реакции, в результате которых освобождаются кремний и марганец и образуется FeO, перераспределяющийся между металлом и шлаком. Количество FeO в шлаке возрастает.
В ряде случаев для разжижения весьма вязких шлаков к ним добавляют плавни - плавиковый шпат CaFe2, TiO2 и др. Эти добавки могут одновременно выполнять и другие специфические функции.
Весьма важной характеристикой сварочных шлаков является межфазное натяжение на границе шлак - металл. Оно определяет формирование наружной поверхности сварных швов, выполняемых в различных пространственных положениях, влияет на разделение шлака и металла, перемешанных друг в друге, на возможность отрыва шлаковых частиц с нижней части ванны, например при сварке на флюсовой подушке, и имеет ряд других технологически важных особенностей, обеспечивающих необходимые качества сварных соединений.
Разделение шлака и металла в определенной степени зависит от плотности шлака или, точнее, от разности плотностей шлака и жидкого металла. Так, при увеличении этой разности (т. е. при меньшей плотности шлака) он легче удаляется из сварочной ванны, хотя этому процессу способствует при сварке и направленная, последовательная кристаллизация металла от периферии (границы сплавления) к наружной поверхности ванны.
Малоизученной применительно к сварочным шлакам, но весьма важной их характеристикой является газопроницаемость. Как указывалось выше, одной из задач, которая должна решаться применением шлаков, является создаваемая ими защита металла от вредно воздействующих на него газов. Наиболее интенсивно через шлаки мигрирует водород; возможно проникание через шлаки кислорода и азота.
При дополнительной защите шлаковой ванны аргоном или азотом потери марганца при электрошлаковом переплаве меньше, чем при наличии над шлаковым покровом воздуха. Особенно сильно это проявляется при электрошлаковой сварке титана. В этих случаях шлаковый покров из расплавленных фторидов весьма газопроницаем.
Например, по данным С. М. Гуревича, в металле титановых швов в случае отсутствия дополнительной защиты аргоном над ванной концентрация кислорода возрастает до 1,22 %, а азота — до 0,37 %. При дополнительной защите аргоном, оттесняющим воздух от поверхности шлака, содержание этих примесей находится на уровне переплавляемых металлов ([О2] ≈ 0,15 %; [N2] ≈ 0,05 %).
Аналогичные результаты получены и другими исследователями.
Водопроницаемость основных шлаков значительно больше, чем кислых, что является одним из существенных их недостатков. Как уже отмечалось, в ряде сварочных процессов происходит совместное взаимодействие металлической, шлаковой и газовой фаз. Так, в случае применения электродов с покрытиями газошлакового типа в реакционном пространстве (зона плавления.электрода в период переноса капель в ванну и область сварочной ванны) металл взаимодействует и со шлаками (в основном получающимися от расплавления шлакообразующих составляющих покрытия и от перевода некоторого количества металла стержня
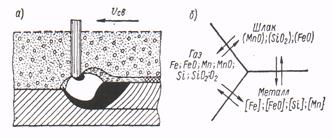
Рис. 13. Общая схема взаимодействия металла с газами и шлаком при автоматической сварке под флюсом: а - продольный разрез через сварочную ванну; б - схема взаимодействия металл – шлак - газ
и металлических составляющих покрытия в неметаллические соединения - окислы, нитриды и пр.), и с газовой фазой (выделяющейся из покрытия, паров металла и продуктов возгонки металла и неметаллических соединений с добавлением воздуха из окружающего пространства).
При автоматической и полуавтоматической дуговой сварке под флюсом расплавляющийся гранулированный флюс взаимодействует и с каплями и со
сварочной ванной, причем дуга горит в газовом пузыре, контактирующем с металлом капель и ванной. Этот газовый пузырь характеризуется меньшим объемом газов, взаимодействующих с металлом, чем в предыдущем случае сварки открытой или полузакрытой дугой, и состав газов в пузыре в основном определяется газами и парами, выделяющимися при переплавлении дугой металла электродной проволоки, основного (свариваемого) металла и шлака.
Газовая фаза состоит при этом из паров составляющих металла, ряда соединений, выделяющихся из металла и флюса (шлака), газов, содержащихся в металле и получаемых от диссоциации соединений. Схема взаимодействия фаз при процессе сварки под флюсом упрощенно представлена на рис. 13.
Общее теоретическое исследование процесса взаимодействия металл—шлак только через газовую фазу было выполнено В. И. Дятловым на основании предположения о достижении термодинамического равновесия при высоких температурах.
При проведении киносъёмки процесса сварки под флюсом с помощью специальной аппаратуры, У. Франц установил, что в зависимости от параметров режима дуги (главным образом l св) изменяется характер переноса металла внутри газовой полости, в которой горит дуга. Это изменение характеризуется двумя схемами, приведенными на рис. 14.
При относительно малых значениях силы тока в электроде (до 380…400 А,при диаметре электродной проволоки типа Св-08, равном 3 мм) наблюдается переход металла с электродной проволоки в ванну перетеканием по стенке шлакового купола, расположенного вокруг дуги (рис. 14, а). Капли при этом достаточно крупные и длительность их существования большая.
При увеличении силы тока свыше некоторой критической величины, связанной с напряжением на дуге и маркой флюса, характер перехода капель изменяется. Капли меньшего размера отрываются от конца электродной проволоки и перелетают в сварочную ванну, не касаясь стенок шлакового купола (рис.14, б).
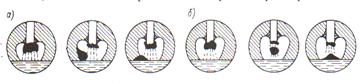
Рис. 14. Схема перехода капель электродного металла в сварочную ванну: а — перетеканием (при малых 1Св);
б — без перетекания (при больших 1Сд)
Такой качественно отличный характер перехода металла приводит и к иному конечному результату взаимодействия: контакт металла со шлаковой фазой (рис. 14, а) оказывается более значимым, чем его контакт в основном с газовой фазой (рис. 14, б).
Весьма важным является вопрос о количестве шлака, взаимодействующего с металлом. В сталеплавильных процессах это количество обычно невелико - 8 %. В сварочных процессах оно, как правило, значительно большее. Так, при сварке электродами с покрытиями количество шлака составляет для различных марок 20 - 30 % от наплавленного металла; при дуговой сварке под флюсом это количество колеблется в зависимости от режима сварки от 80 до 150 % от веса переплавляемой электродной проволоки.
Естественно, возникает вопрос, какое же количество шлака участвует во взаимодействии с металлом. При сварке электродами с покрытиями обычной толщины можно считать, что всё покрытие взаимодействует с металлом. Поэтому изменения режима сварки относительно слабо влияют на конечный результат — изменение состава наплавляемого металла.
Этот химический состав наплавленного металла является характерным для определенной марки электрода. Поданным А. А. Ерохина, при большой толщине покрытия оно не целиком взаимодействует с металлом стержня.
При дуговой сварке под флюсом плавящимся электродом эта зависимость сложнее.

Рис. 15. Схема процесса сварки под флюсом с выделением (штриховка крестом) его активной части, наиболееполно реагирующей с металлом
Так, с увеличением напряжения дуги относительное количество переплавляемого флюса растет, а с увеличением силы тока, как правило, уменьшается. Однако во всем диапазоне обычно применяемых режимов количество расплавляемого гранулированного флюса значительно. Естественно, что не все объемы расплавленного флюса могут в одинаковой степени реагировать с металлом.
Согласно схеме представленной на рис.15, части шлака, затекающие в головную часть металлической ванны, натекающие по электродной проволоке на каплю и более или менее длительно взаимодействующие с жидким металлом, могут прореагировать полнее, скажем, до условной степени завершенности реакции, принятой за единицу. Другая часть шлака, например ограниченная в своих перемещениях гранулами только подплавленного флюса или расплавляющаяся уже позади остывшей ванны, совсем не контактирует с металлом, и поэтому для него степень завершенности реакций взаимодействия равна нулю.
Некоторые количества шлака имеют и промежуточную (между единицей и нулём, в относительных величинах) степень взаимодействия с металлом. Рассмотренные вопросы позволяют упрощённо схематизировать процессы взаимодействия материала и шлака при основных способах сварки, использующих различные сварочные шлаки, для правильного подхода к выбору тех или иных шлаковых систем для конкретных случаев сварки.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 2143; Нарушение авторских прав?; Мы поможем в написании вашей работы!