КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Управление качеством 3 страница
|
|
|
|
Для этого, сначала вычисляют текущие значения размаха Ri, для каждой выборочной дисперсии S2i, с порядковым номером от 1 до m. Затем, по формуле:
 (3.7)
(3.7)
вычисляют среднее значение размаха для объединенной выборки m.n, с использованием коэффициента A 2 , взятого из табл.4 Приложения. После приближенной оценки границ поля допуска, по ф. 3.3 и 3.4, строят x - карту.
3.5.2. Построение R- карты контроля
Карту размахов (R- карту) строят по той же схеме, что и x - карту. Вычисляют размах каждой выборочной дисперсии Ri, по ф.3.5. Находят среднее значение  для суммарной выборочной дисперсии S2∑, по ф. (3.7). Эту величину принимают за ординату ЦЛ на R- карте контроля.
для суммарной выборочной дисперсии S2∑, по ф. (3.7). Эту величину принимают за ординату ЦЛ на R- карте контроля.
Для расчета численных значений ВГД и НГД применяют формулы (3.8 и 3.9):
ВГД  (3.8)
(3.8)
 (3.9)
(3.9)
Где: величины D 4 и D 3 берут из табл. 4 Приложения.
На карту размахов наносят линии ЦЛ; ВГД и НГД и откладывают текущие значения Ri. Затем, соединив точки на карте контроля, строят график зависимости размахов указанных выборочных дисперсий от номера выборки m.
3. 5.3 Построение s- карты
Здесь, контролируемым параметром качества является величина стандартного отклонения выборочной дисперсии S. Указанную величину обычно вычисляют по формуле:
 , (3.10)
, (3.10)
Нужно сказать, что символом S обозначают лишь стандартное отклонение для дисперсии с ограниченной выборкой. Во всем мире величину стандартного отклонения обозначают символом ϭ, как это делал Гаусс. Следовательно, S и ϭ – величины равнозначные. Они различаются лишь тем, что теоретическое стандартное отклонение ϭ характеризует генеральную дисперсию ϭ 2, с объемом выборочной дисперсии n = ∞, где всегда справедлив закон нормального статистического распределения (ЗНР).
В то время как стандартное отклонение S характеризует лишь реальную выборочную дисперсию S 2, с ограниченным объемом выборки n. Хотя при ограниченном объеме выборки n < ∞ ЗНР не всегда справедлив, тем не менее принимают, что он соблюдается.
Как и в предыдущих случаях, при построении s -карты сначала вычисляют величину ЦЛ - центра симметрии поля допуска, а также, его верхнюю и нижнюю границу (ВГД и НГД). В качестве ординаты ЦЛ принимается среднее значение стандартного отклонения для всей совокупности результатов измерений, полученных при проведении контрольных испытаний, которое вычисляют по формуле:
 , (3.11)
, (3.11)
где Si - стандартное отклонение i -ой выборочной дисперсии; m – количество выборок при контрольных испытаниях.
По указанной схеме, используя специальные таблицы, вычисляют верхнюю и нижнюю границы поля допуска и строят s –карту, т.е. график зависимости текущего значения величины стандартного отклонения S i от порядкового номера серии испытаний, в порядке нумерации выборочных дисперсий от 1 до m.
Карты контроля помогают оценить потенциальные и реальные возможности данного производства, в отношении стабильного выпуска доброкачественной продукции. Как указано выше, анализ трендов, серий и флуктуаций точек на карте контроля позволяет сделать выводы относительно качества продукции.
Карты различного вида имеют свое целевое предназначение, так как они дают разную информацию об эффективности функционирования технологического процесса, а именно, о его стабильности в заданных условиях производства и, о степени его децентрированности, указывающей на некий значимый источник систематического отклонения от нормы качества.
Например, по R- карте проще, чем другим способом, оценить стабильность производства доброкачественной продукции, так как сама величина размаха является важнейшим показателем воспроизводимости процесса.
Зато, x - карта является более информативной, чем R- карта. По ней не только оценивают потенциальные характеристики производства в отношении качества, но и выявляют некоторые источники возникновения дефектной продукции.
Наиболее точная и всеобъемлющая информация в указанной сфере менеджмента качества может быть получена по s- карте контроля, так как контролируемая величина стандартного отклонения выборочной дисперсии является важнейшим и всеобъемлющим статистическим критерием качества, отражающим все многообразие факторов влияния на многофакторный технологический процесс в реальных условиях производства.
В практике статистического управления качеством производимой продукции x - карты контроля остаются наиболее популярными, что объясняется простотой их построения и обращения с ними. Для построения s -карты потребуется компьютер, но сегодня это уже не является серьезным препятствием для дальнейшего развития статистических методов менеджмента качества.
В целом, s -карты контроля имеют бесспорное преимущество, в плане статистической оценки потенциальных возможностей многофакторных и многопараметровых технологических процессов, к которым в первую очередь, следует отнести все химические и биотехнологии. Практика показала, что их применение в сложных, автоматизированных системах управления качеством производимой продукции весьма полезна.
3.6. Построение карт контроля по альтернативному признаку
Среди карт контроля, по альтернативному признаку, очень популярны np -карты контроля, где символ np обозначает число дефектных изделий в контролируемой партии продукции. Не менее популярны p -карты контроля, где величина p – степень дефектности изделий уже является относительным показателем уровня качества выпускаемой продукции.
Как указано выше, величины np и p тесно связаны между собой простым численным соотношением p = np / n, где n -число изделий в контролируемой партии продукции. Рбе величины не имеют размерности и являются альтернативным показателем качества продукции, по принципу “есть дефект - нет дефекта”.
Но в отличие от показателя np, указывающего на число дефектных изделий в одной контролируемой партии продукции, другой численный показатель p является относительной величиной, что позволяет использовать его для оценки уровня качества всей продукции, как и для оценки уровня качества всего производства.
Не случайно, конкурирующие фирмы ведущих стран мира, соревнующихся в выпуске доброкачественной продукции, выбрали величину p единым критерием качества. Именно, степень дефектности или доля дефектных изделий является универсальным показателем качества, по которому оценивается работа производства.
Кстати, рекорд по выпуску бездефектной продукции, равный одному дефекту на миллион изделий, принадлежит японской фирме “Tashiba”. Он записан в книгу рекордов Гиннеса и еще не побит. Превысить его мечтают многие фирмы, но это очень непросто, так как величина p = 10-6 весьма близка к 0, а достичь абсолютного нуля дефектов невозможно в принципе.
3.6.1. Построение p -карты контроля
Указанная p -карта представляет собой график зависимости доли дефектных изделий p (в выборке n) от порядкового номера выборки (от 1 до m).
Построение p -карты осуществляют следующим образом. По ф.3.11, вычисляют долю дефектных изделий p i для i-ой выборочной дисперсии, с выборкой n
 , (3.12)
, (3.12)
где х i = np -число дефектных изделий в контролируемой партии.
Затем, вычисляют численное значение ЦЛ - центральной линии поля допуска:
 , (3.13)
, (3.13)
где m – число контролируемых партий продукции.
Находят верхнюю и нижнюю контрольные границы поля допуска:
 (3.14)
(3.14)
 (3.15)
(3.15)
По расчетным данным строят р -карту, т.е. графическую зависимость р от порядкового номера выборки m. Однако указанные приближенные формулы 3.14 и 3.15 не всегда работают. К тому же, отрицательные значения степени дефектности, как и нижней границы поля допуска уже не имеют смысла, так как предельным уровнем качества продукции является нуль дефектных изделий.
В связи с этим, при построении карт контроля по альтернативному признаку, устанавливается лишь ВГД, а за ординату ЦЛ обычно принимается нуль дефектов (см. рис.4). Но надежнее, не рассчитывать предельные нормы качества продукции, а брать из НД.
3.6.2. Построение np - карты контроля
Аналогично, строят np - карту контроля, где вычисляют ординату ЦЛ, равную среднему значению всех контролируемых величин np для объединенной выборки, а затем, - верхнюю и нижнюю границы поля допуска, по приближенным формулам:
 (3.16)
(3.16)
 (3.17)
(3.17)
Где:  - среднее значение результатов определения количества дефектов во всех контролируемых партиях продукции.
- среднее значение результатов определения количества дефектов во всех контролируемых партиях продукции.
Заметим, что в управлении качеством промышленной продукции np - карты занимают весьма достойное место. Их преимуществом является то, что по ним можно оценить, как число дефектных изделий, так и общее количество дефектов в той или иной партии продукции, что позволяет выявлять причины выпуска недоброкачественной продукции по результатам непрерывного контроля. В то время как по p - карте контроля можно оценить лишь общий уровень качества выпускаемой продукции, без детализации дефектов, что также является полезной информацией для оценки работы производства в целом.
3.6.3. Построение с- карты контроля
Для оценки работы непрерывных (поточных) производств удобно применять с - карты контроля, по которым прослеживается связь между величиной C- количества дефектов, приходящихся на одну контрольную выборку, и порядковым номером указанной выборочной дисперсии. C - карта показывает уровень дефектности при переходе от одной контрольной серии к другой, что позволяет оценить воспроизводимость процесса, по результатам мониторинга качества выпускаемой продукции.
Указанную карту контроля строят по той же схеме, как и при построении p - карты контроля, где по формулам (3.18, 3.19 и 3.20) вычисляют ординаты ЦЛ и границ поля допуска, соответственно.
ЦЛ =  (3.18)
(3.18)
ВГД =  (3.19)
(3.19)
НГД =  (3.20)
(3.20)
Где - среднее арифметическое результатов контроля для объединенной выборки nm.
Величина C указывает на число дефектов в единице поточной продукции, т.е. число дефектов, приходящихся на единицу длины (метр погонный), или на единицу объема (м3). Иногда, это число дефектов в одной упаковке изделий.
В любом случае, величина C характеризует качество и экологическую безопасность всей партии выпускаемой продукции. Поэтому для непрерывного производства потребуется установить ее предельно допустимое значение, а затем стандартизовать его. Это позволяет быстрее реагировать на сбои, неполадки и иные аварийные ситуации, порой имеющие место в непрерывном, поточном производстве, когда процесс становится неуправляемым.
3.6.4. Специфика управления производством по картам контроля
С целью достоверной оценки эффективности управления технологическим процессом строят наиболее информативную карту контроля. Но ее информативность во многом зависит от выбора контролируемого показателя, так как норма качества должна находиться в границах поля допуска ВГД и НГД. В связи с этим рассмотрим пример расчета указанных границ (ВГД и НГД), численные значения которых потребуется вычислить для построения картыконтроля, скажем производства лекарственного препарата "Аевит", выпускаемого на ОАО “Нижфарм”.
В табл.3.1представлены данные статистической обработки результатов сертификационных испытаний упаковок "Аевит", необходимые для построения np - и p -карт контроля (рис.4). В данном случае, число взятых для контрольных испытаний упаковок m = 10. Количество капсул в одной упаковке - объем выборки n = 30. Доля дефектных изделий (р) и количество дефектных изделий (np) в каждой выборке (упаковке). Все данные для построения р -карты занесены в табл. 3.1.
Сначала рассчитываем численное значение р = 0,05, отвечающее центральной линии карты контроля (ЦЛ), а затем вычисляем верхнюю границу регулирования (поля допуска) по формуле: ВГД =  = 0.12
= 0.12
По аналогичной формуле 3.15 находим численное значение НГД, но оно принимает отрицательное значение (НГД = - 0.07). Поэтому мы его отбрасываем, как не имеющее смысла.
Характерно, что величины np (число дефектов) и p (доля дефектных изделий) при вычислении НГД по ф.3.15 принимают отрицательные значения, что еще раз свидетельствуют о недостоверности универсальных формул расчета НГД в np - и p -картах контроля, где нижняя половина поля допуска уже не имеет смысла.
Табл. 3.1
Численные значения величин np и p, полученные по результатам выборочного контроля производства лекарственного средства “Аевит микрокапсулированный”
| Параметры контроля | Порядковый номер m выборочной дисперсии, с n = 30 | |||||||||
| np - число дефектов | ||||||||||
| p - степень дефектности | 0.067 | 0.133 | 0.033 | 0.100 | 0.100 | 0.033 | 0.033 | 0.100 |
На рис.5 приведен пример построения р - карты контроля, где реализована лишь верхняя половина поля допуска, с положительными значениями контролируемой величины р.
По аналогичной схеме строится np - карта, где сначала вычисляют численные значения ЦЛ = 1.8, ВГД = 5.7 и НГД = -2.1. Численное значение ВГД округляют до 6 (дефектов), а величина НГД = -2.1 отбрасывается, как не имеющая смысла. Ординату ЦЛ условно принимают за нуль отсчета. Для большей наглядности точки на карте контроля соединяют в ломаную линию и получают графическую зависимость, характеризующую возможности производства выпускать доброкачественную продукцию. Затем, выявляются “тренды”, по которым исследуют воспроизводимость технологического процесса, в отношении качества выпускаемой продукции.
| ВГР ЦЛ НГР | 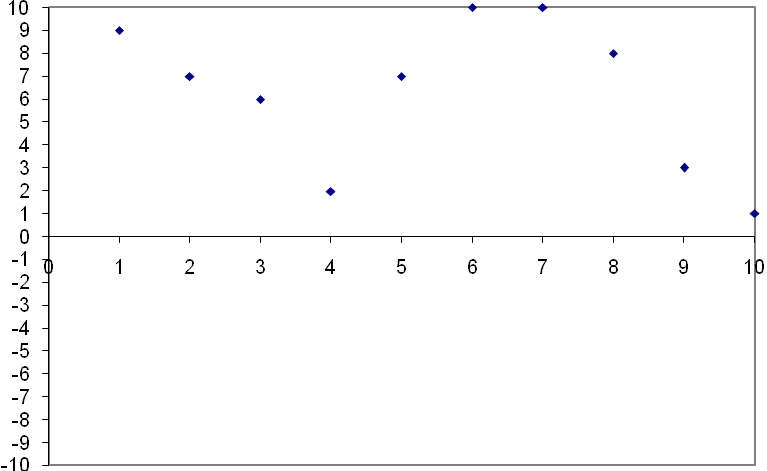
|
Рис. 5. Пример построения p- карты контроля (m =10, n =30)
Как указано выше, любая карта контроля, строится по определенному признаку или критерию качества, поэтому каждая из них обладает специфическими особенностями и имеет свое целевое предназначение. Это позволяет, с целью выявления характера процесса и его особенностей, как и для достоверной численной оценки его воспроизводимости, в отношении качества выпускаемой продукции, строить две или более карт контроля разного вида, но по единым результатам экоаналитического контроля.
Используя разные карты контроля, можно выявить особенности, нюансы и тенденции развития многофакторного технологического процесса и получить более полную и достоверную графическую информацию о возможности стабильного выпуска продукции, с наперед заданным качеством, в заданных условиях производства.
Указанные тенденции производства могут быть изучены по неким графическим характеристикам карт контроля, называемых трендами, из которых важнейшими являются тренды с названием серия и флуктуация.
Тренд, это последовательное смещение точек на карте контроля к одной из границ регулирования, указывающее на характерные тенденции развития производства, в отношении выпуска доброкачественной или, наоборот, дефектной продукции.
Для карты контроля управляемого и контролируемого процесса характерно то, что на ней нет ни одной точки, находящейся вне контрольных границ, а любое отклонение от нормы фиксируется на карте контроля, как пересечение границы поля допуска.
Если хотя бы одна (или несколько точек) оказалась за пределами поля допуска, то это уже свидетельствует о нарушении норм технического регламента производства и о большой вероятности выпуска недоброкачественной продукции. В данной ситуации, потребуется немедленно установить и устранить причину указанного несоответствия нормам качества. Если причину нарушения технического регламента удалось устранить, то данный технологический процесс вернется в нормальное, подконтрольное состояние.
Серия точек на карте контроля, по одну сторону от центральной линии поля допуска, наглядно свидетельствует о тенденции отклонения результатов выборочного контроля в сторону ближайшей контрольной границы, что указывает на источник систематического отклонения от нормы, приводящий к децентрированию процесса. Если более 50% точек находится за пределами поля допуска, то процесс “опрокинулся”, так как стал неуправляемым.
Безусловно, все это связано с риском выпуска недоброкачественной, экологически опасной продукции. А для того, чтобы уменьшить его, потребуется выявить и элиминировать указанный источник систематического отклонения от нормы качества и регламента производства.
Флуктуации имеют место, когда исследуемые точки на карте контроля резко и неожиданно меняют свое расположение в поле допуска. То они близки к центральной линии поля допуска, то они устремляются к его предельным границам. Указанные флуктуации свидетельствуют о низкой стабильности и плохой воспроизводимости производственного процесса, потенциально готового выпускать дефектную продукцию.
Таким образом, по статистическим картам контроля можно оценить как потенциальные, так и реальные возможности производства по выпуску доброкачественной продукции. Например, по величине “размаха” на R -карте можно оценить потенциальную воспроизводимость и стабильность процесса, так как величина размаха по существу является численным эквивалентом графическому тренду “флуктуация”.
Очевидно, что риск пересечения границы поля допуска, сопряженный с производством экологически опасной, дефектной продукции, возрастает вместе с увеличением величины размаха, обусловленной значительными отклонениями результатов выборочного контроля от нормы качества (ЦЛ).
Реальные возможности стабильного производства доброкачественной продукции отличаются от потенциальных тем, что в реальных условиях крупномасштабного производства часто возникают дополнительные источники систематического отклонения от установленных норм технического регламента. Как правило, они связаны с факторами внешнего, негативного воздействия на технологический процесс, децентрирующие его, смещая центр статистического распределения в сторону одной из границ поля допуска.
Децентрирование процесса можно наблюдать на карте контроля, по тренду “серия”. Если серия контрольных точек расположена в одной половине поля допуска, между ЦЛ и ближайшей границей (ВГД или НГД), то процесс децентрирован, по причинам систематического отклонения от нормы качества.
В данной критической ситуации, когда имеет место пересечение границы поля допуска (рис.5), процесс становится неуправляемым и непредсказуемым, а производство способно выпускать недоброкачественную продукцию.
Кстати, по тренду “серия” на карте контроля нетрудно уловить тенденцию к пересечению границы поля допуска, обусловленную тем или иным источником систематического отклонения от нормы качества.
Следовательно, тренд “серия” является косвенным показателем децентрирования производственного процесса, указывая на некий источник систематической ошибки, которую можно выявить на производственном совещании специалистов, вышеуказанным методом “мозгового штурма”. Если удалить данный источник возникновения систематической ошибки, то это стабилизирует процесс и ослабит негативное внешнее воздействие на него всех дестабилизирующих факторов.
Но если этого не удается сделать, то потребуется модернизировать указанную, технологию, внедряя концептуально иное техническое решение, что в итоге обеспечивает стабильный выпуск доброкачественной и безопасной промышленной продукции. В этом заключается смысл эффективного управления качеством производства по статистическим картам контроля, которые применялись еще в эпоху плановой экономики, но в условиях рыночной экономики они становятся не менее популярными. Их несомненным достоинством является возможность достаточно простыми средствами выявить характерные причины отклонения от заданного уровня качества продукции, а затем внести в проект необходимые коррективы.
Например, по х -карте, можно выявить следующие причины отклонения от нормы качества:
- значительный износ оборудования;
- накопление и плохая изоляция дефектной продукции;
- перегрузка и усталость персонала;
- факторы внешнего влияния окружающей среды;
- прямое несоответствие нормам технического регламента;
- низкое качество сырья:
- устаревшая технология, не отвечающая современным требованиям по качеству;
- недостаточное метрологическое обеспечение системы менеджмента качества.
С несколько иной целью строят R - карту контроля, которая менее информативна, чем х -карта или s -карта, но ней можно быстро и точно оценить:
- не профессиональное отношение к делу на том или ином участке производства;
- внезапную усталость рабочих, как следствие значительной перегрузки в условиях не комфортного труда;
- резкое изменение качества поступающего сырья.
Таким образом, сопоставляя разные карты контроля, построенных по результатам проведенных серийных испытаний, в одинаковых условиях, можно выявить источники отклонений от установленной нормы, снижающие уровень качества производимой продукции и повышающие экологический риск данного производства.
3.7. Управление качеством по статистическим критериям воспроизводимости технологического процесса
В условиях рыночных отношений качество выпускаемой продукции становится важнейшей экономической категорией, так как предприятия химического и биотехнологического профиля, включая производства фармацевтической, пищевой и комбикормовой продукции, становятся малоэффективными, нерентабельными и экологически опасными. Особенно, когда они не обеспечены эффективно действующей системой менеджмента качества (СМК).
Опыт зарубежных стран мира указывает на то, что в условиях цивилизованного рынка уже невозможно обойтись без комплексной СМК, созданной на основе эффективно действующей системы экоаналитического контроля и системы комплексного управления технологическим процессом, по результатам выборочного, контроля и диагностики промышленных материалов.
В данной главе сделан акцент на статистическое управление качеством продукции предприятий биотехнологического профиля. Так как без применения современных методов статистических исследований и оценок результатов выборочного контроля, едва ли можно осуществить эффективное управление многофакторным биотехнологическим процессом.
В предыдущем разделе 3.6 рассмотрен способ статистического управления многофакторным технологическим процессом, по картам контроля. Он имеет немало достоинств, но и обладает недостатками. Важнейшим недостатком является то, что указанные карты контроля, изначально, были привязаны к “Системе стандартизации и сертификации ГОСТ Р”, где доминирующее значение имеют нормы качества, заложенные в ГОСТ, а принцип жесткого соответствия нормам качества, взятых из НД бессрочного действия, является рефреном догматической системы обязательной сертификации.
В связи с этим, в картах контроля обычно устанавливаются единые границы регулирования производственного процесса, так как в качестве численного значения ВГД или НГД принимаются единые и незыблемые нормы качества, взятые из ГОСТ. Поэтому, реализация норм обязательной сертификации в системе добровольной сертификации, вряд ли может быть корректным решением данной, весьма острой проблемы менеджмента качества выпускаемой продукции, по результатам выборочного контроля.
Это становится сдерживающим фактором внедрения в производство современной, эффективно действующей СМК, так как в условиях добровольной сертификации не могут быть реализованы основополагающие принципы обязательной сертификации. То, что нормы качества, скажем, биопродукции всегда неизменны, не отвечает реальной действительности. Теперь, их устанавливают, не по единым требованиям НД, а по требованию Заказчика, где нормы качества устанавливаются на ограниченный срок, который зависит от целого ряда факторов и обстоятельств, в первую очередь, от результатов маркетинга; от условий реализации продукции; от характера объекта потребления; от требований рынка и пр.
В условиях конкуренции, в ходе конкурентной борьбы, приходится сужать поле допуска. Производитель вынужден сам регулировать нормы качества выпускаемой продукции, учитывая непрерывно изменяющиеся требования рынка, которые существенно отличаются от норм и требований ГОСТ Р.
Это право Производитель получил, после того, как в 2003г было отменено законодательное действие ГОСТ Р. Но он не может нарушить нормы обязательной сертификации, установленные Федеральным Бюро по техническому обслуживанию. Из-за этого, возникают противоречия, которые пока не имеют юридического обоснования. Лишь добровольная сертификация производства, а не конечной продукции, как это принято в настоящее время, позволит разрешить указанные выше противоречия, сдерживающие развитие цивилизованных рыночных отношений.
В переходный период нормы управления качеством не регламентируются, а устанавливаются стихийно. Что касается управления качеством, по картам контроля, то это возможно, как в рамках обязательной, так и, добровольной сертификации. Просто, на карте контроля нужно устанавливать границы поля допуска, которые отвечают, как требованиям НД, так и, требованиям Заказчика.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 555; Нарушение авторских прав?; Мы поможем в написании вашей работы!