КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тогда радиальная деформация заготовки в среднем сечении
|
|
|
|
Коэффициент жесткости заготовки
kж = Ру/у =300/0,03 =10000 Н/мм, т.е. ТС характеризуется низкой жесткостью при обработке в середине вала.
Чтобы избежать чрезмерной деформации заготовку следует обрабатывать за 2 прохода:
-1 ый проход: срезать основную долю припуска, оставив для 2ого прохода припуск = 0,2-0,3 мм;
-2ой проход: срезать оставшийся припуск с малой подачей, обеспечив требуемый параметр шероховатости и малую радиальную силу резания (Ру2 = 30н).
Пусть на 2ом проходе радиальная сила резания Ру2 = 30Н, настроечный размер обрабатываемой поверхности D=19,98 мм.
Узаг2 = Ру2 · l 3 /(48· E·J) = 30·200·200·200/(48·2,1·105·3,14·19,994/64) =0,003мм.
Диаметр поверхности в середине заготовки составит:
Dc2 = D + Узаг2 =19,99+2*0,003=19,996< Dmax=20,00мм.
Что соответствует требованиям чертежа.
Заготовки, обрабатывая которые получают детали, имеют, как правило, не- высокую точность поверхностей (12-16 квалитеты). Колебания припусков мо-гут достигать от нескольких долей мм до нескольких миллиметров (в зависи-мости от способов их изготовления и размеров)
Колебания припуска заготовки при механической обработке поверхностей на настроенных (на обрабатываемый размер) станках изменяют глубину резания (т.е. величину срезаемого припуска на проходе) и колебание диаметра обработки в сечении, что может не обеспечить требуемую точность обработки поверхности (погрешность формы поверхности).
Изменение глубины резания (за один оборот заготовки) изменяет пропор-ционально радиальную составляющую силы резания, а колебание силы резания вызывает изменение радиальной деформации заготовки Узаг, т.е. возникает пог-
решность диаметрального размера. Колебание диаметра заготовки при этом
|
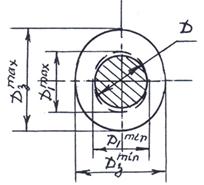
копируется на обработанной поверхности в одноименных сечениях за оборот (рис.2.7).
|
|
|
Рассмотрим расчетным путем влияние погреш-
ности формы наружного диаметра исходной заго-
товки на погрешность формы обработанной по-
верхности.
Горячекатаный круглый прокат из стали име-
ет допуск на наружный диаметр. Так, например,
горячекатанный стальной пруток обычной точнос- Рис.2.7 Влияние погрешно- ти имеет D = 24+0,4-0,5 мм, т.е. максимальный диа- сти исходной заготовки на
метр может быть Dмах= 24,4 мм, минимальный погрешность формы обрабо-
Dмин= 23,5мм. Определим погрешность формы танной поверхности
обработанной заготовки в нормальном сечении в середине заготовки длиной l=200мм с учетом только радиальной ее деформации от действия радиальной составляющей силы резания Ру. Обработка на токарном станке в центрах.

 Пусть требование точности обработки диаметра заготовки D0 =20+0,021 и нецилиндричности диаметра ≤ 0,01 мм.
Пусть требование точности обработки диаметра заготовки D0 =20+0,021 и нецилиндричности диаметра ≤ 0,01 мм.
Вариант 1. Обработка за 1 проход.
Максимальная глубина резания (т.е. величина срезаемого припуска) составит
t1max = (Dз - D0) / 2 = (24,4-20,0) /2 =2,2 мм.
Минимальная глубина резания
t1min = (Dз - D0) / 2 = (23,5-20,0) / 2=1,75 мм
Величину радиальной деформации заготовки можно определить по формуле (2.21).
При этом радиальная составляющая сила резания Руi, приходящаяся на 1 мм глубины резания составляет Руд = 300 Н/мм.
Тогда Руi = ti·[ Py1 ]. (2.22)
Подставив исходные данные в формулу (2.22), получим:
Руmax = t 1max · 300=2,2*300=660 H;
Руmin = t 1min · 300=1,75*300=525 H.
Подставив исходные данные в формулу (2.21), получим:
а) максимальная радиальная деформация заготовки в сечении
Уmax = 660·2003 / (48·2,1·105·204 / 64)= 0,067 мм;
б) минимальная радиальная деформация заготовки в сечении
Уmin = 525·2003 / (48·2,1·105·204 / 64)= 0,053 мм;
При этом условный диаметр обработанной поверхности заготовки составит:
- в точке с максимальной глубиной резания
Doумах = Do+2 ymax = 20+2·0,067=20,134 мм, что >> Do=20,021 мм;
- в точке с минимальной глубиной резания
|
|
|
Doумин = Do+2 ymin = 20+2*0,053=20, 106 мм, что >> Do=20,021 мм,
что недопустимо по требованиям точности размера.
Погрешность формы обработанной поверхности (нецилиндричность диа-
метра) в сечении


 факт = 2· у = 2·(Doyмах - Doyмин) =2(20,134-20,106) = 0,056 мм,
факт = 2· у = 2·(Doyмах - Doyмин) =2(20,134-20,106) = 0,056 мм,


 что >> треб = 0,01 мм.
что >> треб = 0,01 мм.
Вывод: за один проход обеспечить требуемые точность размера и формы поверхности заготовки не представляется возможным.
Вариант 2. Обработка поверхности за 2 прохода (черновой и чистовой)
Зададимся номинальным диаметром обработки на 1 м проходе – D1 =20,5 мм.
Максимальная глубина резания на 1 м проходе
t 1max = (Dз – D1) / 2 = (24,4 – 20,5) / 2=1,95 мм.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 741; Нарушение авторских прав?; Мы поможем в написании вашей работы!