КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Погрешность мгновенного рассеяния размеров, связанные с видом, точностью и жесткостью металлорежущих станков
|
|
|
|
В последние годы механообрабатывающее производство оснащается все большим объемом весьма жестким и точным оборудованием (станками) с ЧПУ,
что обеспечивает минимизацию мгновенного рассеивания размеров обработки заготовок. Для практических расчетов можно воспользоваться значениями мгновенного рассеивания размеров металлорежущих станков eм, приведенных в табл.2.1.
2.1.Мгновенное рассеяние размеров металлорежущих станков отечественного производства.
| eм, мкм для станков | ||||||||||||||
| токарных точностью | фрезерных точностью | шлифовальных точностью | ||||||||||||
| Н | П | В | А | С | Н | П | В | А | С | Н | П | В | А | С |
| 2,5 | 1,5 | 2,5 | 3,5 | 1,5 |
Примечание. Класс точности станков:
Н - нормальной точности (Н)
П - повышенная точности (0,6Н)
В – высокой точности (0,4Н)
А – особо высокой точности (0,25Н)
С – особо точные станки (0,16 Н)
2.Погрешность базирования заготовок в приспособлениях.
Погрешности базирования заготовок в станочных приспособлениях (eб) за-висят от типа приспособления и схемы базирования и будут рассмотрены нес-колько дальше (раздел 5).
3. Погрешность закрепления заготовки в приспособлении (eз)
При закреплении заготовки в приспособлении нередко зажимной элемент сдвигает или смещает заготовку относительно опорных элементов приспособ-ления. Величина смещения зависит от ряда факторов: величины силы крепле-ния, ее вектора, неплоскостности базовой поверхности и ее непараллельности опорным элементам приспособления, учет которых крайне сложен. Поэтому погрешность закрепления определяют либо опытным путем, либо им прене-брегают. В последнее время на станках с ЧПУ (особенно типа «Обрабатыва-ющий центр») используют метод определения базовых поверхностей закреп-ленной заготовки (по 3 м осям координат) в приспособлении, уже установ-ленном на станке. Эти координаты фиксируются в управляющей программе
обработки заготовки, что полностью компенсирует погрешности закрепления, износа элементов приспособления и неточности установки приспособления на станке.
Для упрощенных расчетов погрешность закрепления принимают при закреплении в:
-тисках (eз =0,05…0,20 мм(в зависимости от точности и износа тисков);
-прихватами (eз =0,01..0,20 мм);
-в 3-х - 4-х – кулачковых патронах eз =0,04…0,10 мм;
-в кулачковых, цанговых, гидропластовых, мембранных патронах и оправках (eз =0,005…0,08 мм.
Погрешность взаимного расположения установочных и присоединитель-ных поверхностей станочных приспособлений устанавливаются разработчиком и составляет, как правило, eпр = 0,003…0,02 мм.
Погрешности, обусловленные неточностью мерительного инструмента, указаны, как правило, в паспорте или технических условиях (ТУ) мерительного инструмента (серийно выпускаемого) или в обозначении поля допуска измеря-емой поверхности (на мерительный инструмент, изготавливаемый на конкретно измеряемую поверхность – скобы, пробки).
В упрощенных расчетах часто принимают погрешность измерения мери-тельным инструментом 2 го класса точности eизм =(1,8-2,2) цены деления, 1 го класса точности eизм = (1,3-1,8) цены деления.
Погрешности, обусловленные неточностью регулирования размера обрабаты-
ваемой поверхности заготовки рабочими органами металлорежущих станков,
зависят от дискреты регулирования и настройки станка на размер обработки.
При обработке заготовок на металлорежущих станках настройка на требуемый размер обработки поверхности производится:
а. Методом пробных проходов (обработка части поверхности – измерение по-
лученной поверхности; если размер недостаточен, подвигается режущей инструмент регулировочным устройством станка (суппортом с инструментом) или режущего инструмента – снова обработка….и до тех пор, когда размер поверхности будет соответствовать требованиям. В этом случае погрешность обусловлена погрешностью регулировочного устройства станка (лимба станка или дискреты системы ЧПУ станка) и составляет от eрег » 0,01…0,10 мм и до eрег =0,01…0,001 мм. Если используется регулировочное устройство режущего инструмента (например, расточная головка), то eрег» 0,010…0,002 мм.
б. Посредством наладки станка по эталонной детали. Погрешность регу-лировки станка в этом случае составляет eрег = 0,05…0,13 мм.
в. Посредством наладки режущего инструмента на заданный размер вне станка с ЧПУ или на самом станке с ЧПУ погрешность регулировки режущего инструмента на размер обработки eрег = 0,010…0,001 мм.
Примечание. При обработке заготовок в кондукторах погрешности регу- лировки станка на размер отсутствуют.
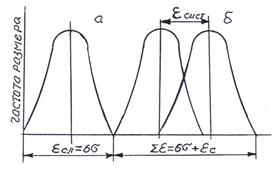
При наличии кроме случайных погрешностей и систематических кривая нормального распределения размеров обработанных поверхностей заготовок смещается на величину систематической погрешности eсм = eсист (рис.2.4)
Величина смещения центра групповых средних размеров может быть определена по формуле:
eсм = e м / m, (2.9)
где m – число пробных заготовок, по которым производят настройку станка (m = 4-6 заготовок).
Итак, мы рассмотрели причины, оказывающие дискретное влияние на систе-
матические и случайные погрешности обработки поверхностей заготовок.
Суммарная погрешность обработки поверхностей заготовок в общем виде может быть выражена формулой:
 e = 1,2 Ö eм 2 + eсм 2 + eб 2 + eз 2 + eпр 2 + eизм 2 + eре г2 + eизн 2 + eст 2. (2.10)
e = 1,2 Ö eм 2 + eсм 2 + eб 2 + eз 2 + eпр 2 + eизм 2 + eре г2 + eизн 2 + eст 2. (2.10)
|
Рис.2.4.Форма кривой нормального
распределения размеров заготовки
при отсутствии (а) и наличии (б)
систематической погрешности
Следует указать, что приведенная методика расчета суммарной погреш-ности обработки поверхностей заготовок используется на стадии проектирова-ния технологических процессов, например, механической обработки, чтобы еще на этапе моделирования ТП можно было бы сравнить варианты разраба-тываемых ТП и выбрать наиболее приемлемый с точки зрения обеспечения на-илучшей точности обработки наиболее точных поверхностей детали.
Для обработки заготовок без брака (по рассматриваемой поверхности) необ-ходимо выполнить условие
e < б, (2.11)
где б – допуск на размер поверхности.
Если же условие (2.11) не выполняется, то необходимо в разрабатываемом ТП рассмотреть:
· применение более точного мерительного инструмента;
· применение режущего инструмента большей износостойкостью (т.е. меньшей величиной погрешности от износа eизн);
· применение металлорежущего станка большей точности и жесткости (что снизит величину eст, eм и eсм);
·  рассмотреть более удачную схему базирования заготовки в приспособ-лении (чтобы eб min);
рассмотреть более удачную схему базирования заготовки в приспособ-лении (чтобы eб min);
· ужесточить параметры точности станочного приспособления (чтобы
 eпр min);
eпр min);
· компенсировать погрешность от закрепления заготовки в приспособле-
нии поднастройкой станка при установке и креплении каждой заготовки.
Весьма важным в работе технических заводских служб являются использо-вание методов математической статистики с целью анализа результатов уже реализованных операционных ТП – с точки зрения расчета и оценки обработки заготовок без брака, расчета вероятного брака и др.
Так, по результатам измерения наиболее точных поверхностей заготовки можно рассчитать среднее квадратичное отклонение суммарной погрешности обработки, рассчитать вероятный брак и разработать мероприятие по рациона-лизации технологического процесса обработки заготовок, что весьма важно в условиях изготовления деталей крупными партиями.
На практике часто распределение размеров изготавливаемой поверхности заготовок подчиняется закону нормального распределения (закону Гаусса):
1 – (Li - Lcp)2/2σ
 у = е (2.12)
у = е (2.12)
 σ·Ö2π
σ·Ö2π
 здесь σ = Ö1/n (S(Li - Lcp)2· mi, (2.13)
здесь σ = Ö1/n (S(Li - Lcp)2· mi, (2.13)
σ -среднее квадратичное отклонение размера обработанной поверхности заготовки;
е =2,72 – основание натуральных логарифмов;
Li – текущий размер поверхности заготовок;
Lср – среднее значение размера поверхности заготовок;
mi – частота появления размера поверхности обработанной заготовки в каком-либо диапазоне размеров;
n – количество обработанных заготовок.
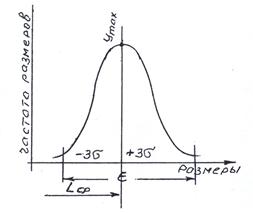
Кривая нормального распределения действительных размеров обработан-ных поверхностей заготовок приведена на рис.2.5.
|
Рис.2.5.Кривая нормального распределения
действительных размеров поверхностей
обработанных заготовок
При нормальном законе распределения размеров поверхности суммарная погрешность обработки поверхности
e = 6 σ+e сист, (2.14)
где σ – среднее квадратичное отклонение размеров обработанной поверхности, рассчитанное по формуле (13);
e сист – систематическая погрешность размера (e изн + eст).
Примечание. Случайная погрешность размера обработанной поверхности заготовок eсл =6σ = Lмах факт – Lмин факт.
Условие обработки заготовок без брака б > 6σ + e сист, (2.15)
где б – допуск на размер поверхности.
Если же б <6 + eсист, то при обработке заготовок появится определенная доля бракованных деталей.
Коэффициент риска брака заготовок малого размера
tм = (Li - Lcp)/σ = xм/σ = (б/2 + eсист)/σ, (2.16)
где xм – доля годных заготовок с размером Li меньше максимального раз-
мера, т.е. xм = (б/2 + eсист).
Коэффициент риска брака заготовок большего размера
tб = (Li - Lcp)/σ = xб/σ = (б/2 – eсист)/σ. (2.17)
Подставив коэффициент риска брака в уравнение Лапласа, описывающей половину площади ограниченной кривой Гаусса и допуском б, можно найти долю годных заготовок из 50% всех обработанных заготовок:
1 t
 Ф(t) = ò еt/2 ·dt. (2.18)
Ф(t) = ò еt/2 ·dt. (2.18)
 Ö2π 0
Ö2π 0
Примечание. Подставляя в формулу (18) значение tм, определяется доля годных заготовок размером меньше среднего размера, а подставляя tб, определяется доля годных заготовок размером больше среднего размера.
Значение уравнения Лапласа приведены в табл.2.2.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1004; Нарушение авторских прав?; Мы поможем в написании вашей работы!