2.При срезании припуска режущий клин инструмента сдвигает и вытягивает кристаллические зерна верхней части поверхностного слоя, трение задней поверхности клина о обрабатываемую поверхность способствует также сдвигу зерен. В результате в верхней части поверхностного слоя чаще всего фор-мируются остаточные напряжения сжатия (+), а в нижней части напряжения растяжения (-) – рис.4.2.
2.Выделяющееся в зоне резания тепло быст-
ро нагревает поверхностные слои до высоких температур, а после ухода режущего клина из предыдущей зоны резания, зона быстро охлаж-дается внутренними слоями. В результате во
внешних частях поверхностно слоя формируют-
ются остаточные напряжения растяжения, а ни- Рис.4.2.Схема воздействия ре-
жележащих – напряжения сжатия. жущего клина на кристалличес-
Результирующим напряжением в поверхно- кие зерна и формирование ос-
стном слое после механической обработки в таточных напряжений
зависимости от видов и режимов обработки,
геометрии режущего инструмента, фазовых превращений может быть как положительные (сжимающие), так и отрицательные (растягивающие) напряже-ния – при интенсивном нагреве поверхностного слоя чаще всего отрицатель-ные, при преимущественном силовом воздействии – положительные.
Следует отметить, что в подавляющем большинстве случаев наличие остаточ-
ных напряжений в поверхностном слое нежелательно, т.к. их наличие может со временем вызвать определенную деформацию изготовленной детали.
Поэтому при изготовлении ответственных деталей тех или иных изделий после предварительной механической обработки поверхностей заготовки про-изводят операции термической обработки (так называемые операции термо-стабилизации), обеспечивающие уменьшение размеров кристаллических зерен металла и существенное снижение или ликвидацию остаточных напряжений и искажение кристаллической решетки металла заготовки.
Хотя следует отметить, что в некоторых случаях специально формируют
наклеп, т.к. сжимающие остаточные напряжения увеличивают усталостную прочность отдельных поверхностей детали (галтелей, поверхностей сопряжения с гарантированным натягом и др.)
Поверхность, ограничивающая тело и отделяющая его от окружающей сре-
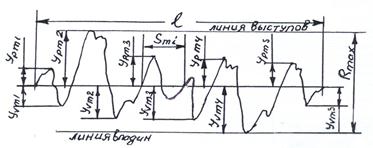
ды, называют реальной поверхностью. Реальная поверхность детали (или прос-то поверхность), образуется в процессе ее изготовления и в отличие от идеаль-ной геометрической номинальной поверхности чертежа, всегда имеет неровности и впадины с небольшими расстояниями между ними (рис.4.3).
Шероховатость поверхности – совокупность неровностей обработанной поверхности с относительно малыми шагами.
Шероховатость поверхности определяется по ее профилю в нормальном сечении к номинальной поверхности на длине базовой линии.
Базовая линия - средняя линия профиля, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины ее среднее квадратичное отклонение профиля до этой линии минимально.
Общий профиль неровностей имеет линии выступов и впадин профиля.
Линия выступов профиля - линия, параллельная средней линии и проходящая через высшую точку профиля в пределах базовой длины (рис.4.3).
Расстояние между линией
выступов и впадин профиля в
пределах базовой длины пред-
ставляет наибольшую высоту
неровностей профиля Rmax.
Высота выступа профиля
уpm=уpm2– расстояние от сред- Рис.4.3.Профиль шероховатости и его
ней линии профиля до выс- характерисктики
шей точки выступа профиля.
Глубина впадин уvm= уv4–расстояние от средней линии до низшей точки впадины профиля.
Неровность профиля – выступ профиля и сопряженная с ним впадина профиля.
Шаг неровностей профиля – длина отрезка средней линии профиля, содержащая выступ профиля и сопряженную с ним впадину профиля.
Средний шаг неровностей профиля S – среднее арифметическое значение шага неровностей профиля по средней линии в пределах базовой длины
Smi,(4.1)
где Smi - шаг i-ой неровности профиля, измеренный по средней линии в преде-
лах базовой длины ℓ (на шлифованные поверхности ℓ = 0.25…0,8мм;
при других видах обработки – ℓ = 0,8….2,5мм).
Для оценки шероховатости поверхности Rz (высота неровностей профиля по 10 точкам) – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины ℓ, т.е. Rz=, (4.2)
где – высота i го наибольшего выступа профиля;
– глубина i ой наибольшей впадины профиля.
Параметр шероховатости Ra (среднее арифметическое отклонение профиля)
-среднее арифметическое абсолютных значений отклонений профиля в преде-
лах базовой длины ℓ, т.е. Ra = , (5.3)
где yi - отклонение профиля, т.е. расстояние между любой точкой
профиля и средней линией на базовой длине;
n – число выбранных точек измерения yi на базовой длине ℓ.
На рабочих чертежах проставляются преимущественно параметры Rz, Ra, и, иногда S. Другие параметры – базовая длина ℓ, опорная длина rp профиля, относительная опорная длина tp и наибольшая высота неровностей профиля Rmax проставляется весьма редко.
Размерность высотных параметров шероховатости профиля (Rz и Ra) в мкм (на чертежах и в текстовой документации не проставляется).
Чаще всего в конструкторской документации задаются параметры шерохо-ватости в направлении подачи (ее иногда называют «продольная шерохо-ватость» или, просто, шероховатость). Это характеризуется тем, что в этом случае продольная шероховатость превышает шероховатость, измеренную в направлении перпендикулярно подачи.
Для указания параметров шероховатости на чертежах используются условные обозначения в соответствии с ГОСТ 2.309 – рис.4.4.
Полка знака
Поверхность детали (заготовки)
Рис.4.4.Структура обозначения шероховатости поверхностей
деталей (заготовкок) на чертежах (ГОСТ 2309):
1-обозначение параметра Rz, Ra, Rmax или S;
2-вид обработки (точение, фрезерование и др.-
при необходимости);
3-базовая длина измерения (при необходимости);
4-обозначение направления неровностей
(при необходимости)
а б в г
60°
h 60° H Ra (Rz)….
Рис.4.5.Частные случаи обозначения шероховатости
Если на чертеже указывают только высоты неровностей Ra, Rz, Rmax или их средний шаг S, то для обозначения шероховатости применяют знак без полочки
Для обозначения шероховатости поверхности, вид обработки которой конструктор не устанавливает, служит знак, показанный на рис.4.5, а. Если же при обозначении шероховатости поверхности, которая должна быть образована механической обработкой, применяется знак, указанный на рис.4.5, б. При необязательности удаления припуска с поверхности – знак согласно рис.4.5, в.
Часто параметр высотный параметр шероховатости проставляется под полкой знака – рис.4.5, г.
На шероховатость механически обрабатываемой поверхности оказывает влияние большое число фактов:
· подачи режущего клина инструмента;
· физико-механические свойства обрабатываемой заготовки (твердость,
прочность, вязкость, структура);
· глубина и скорость резания;
· жесткость технологической системы;
· износ режущей части инструмента;
· применение смазочно - охлаждающих сред и др.
Рассмотрим влияние вышеуказанных факторов на шероховатость на примере токарной обработке – точение поверхности, что является характерным и для видов механической обработки.
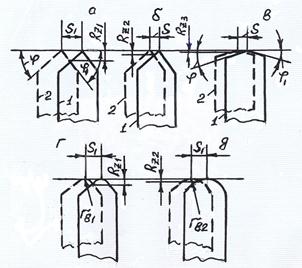
За один оборот заготовки резец перемещается на величину подачи S1 (мм/об) и переходит из положения 1 в положение 2 (рис.4.6). При этом на обработанной поверхности образуются неровности в виде гребешков высотой Rz. С уменьшением подачи S1 до S2 высота Rz1 неровности снижается до Rz2.
Уменьшение главного и вспомога-
тельного угла в плане φ1 и φ2 при неиз-
менной подаче S2 высота Rz2 снижает-
ся до Rz3.
С увеличением радиуса вершины
резца с rв1 до rв2 высота Rz1 неровнос-
ти снижается до Rz2.
Выше приведенные закономернос-ти позволили формализовать зависи-мость параметра шероховатости Rz в Рис.4.6.Влияние подачи S (а, б) углов (мкм) от подачи S (мм/об) и радиуса плане φ1 и φ2 (в) и радиуса при вершине
при вершине rв (мм) режущего элемен- резца rв на параметр шероховатости
та резца в виде формулы:
. (4.4)
Учитывая, что параметр шероховатости Rz поверхности детали задается в чертежах формулу (4.4) можно преобразовать в вид:
. (4.5)
Затупление режущей части (лезвия) инструмента способствует увеличению параметров шероховатости обрабатываемой поверхности. В связи с этим при механической обработке заготовок не следует допускать превышение допустимой величины износа режущего инструмента, т.е. режущей инструмент необходимо вовремя перетачивать или заменять режущий элемент.
С ростом пластичности обрабатываемых материалов и при обработке хрупких материалов параметры шероховатости обработанных поверхностей увеличиваются по сравнению с обработкой материалов нормальной пластичностью и вязкостью. С целью стабилизации параметров Ra и Rz следует при этом несколько уменьшить подачу при прочих равных условиях.
При малых скоростях резания (до 20 м/мин) тепловыделение и пластичес-
кая деформация материала невелики и параметр Rz и Ra мало изменяются. С ростом скорости резания до 30 – 40 м/мин возрастает вероятность наростообра-зования (приваривания части удаляемого металла к передней поверхности режущего элемента инструмента) и его эпизодическому удалению, что способствует колебанию параметров шероховатости обрабатываемых поверх-ностей заготовки (в особенности при обработке вязких сталей и сплавов).
При увеличении скорости резания более 60-70 м/мин наростообразование снижается (за счет перегрева нароста по сравнению с остальной частью зоны деформации) и параметры шероховатости стабилизируются.
Повышение скорости резания при обработке хрупких материалов несколь-ко уменьшает откалывание отдельных зерен и параметры шероховатости стаби-лизируются.
Глубина резания мало влияет на параметры шероховатости обработанной поверхности. Уменьшение глубины резания менее (2-3) радиусов закругления режущей кромки инструмента (не шлифованного и не доведенного на алмазном круге) не только не снижает параметр шероховатости, но даже часто увеличи-вает его в особенности при обработке вязких материалов (вязкие стали и спла-вы, цветные металлы и сплавы) по причине подминания материала округленной частью режущей кромки, подвергаясь упругой и пластической деформации. Если режущую часть инструмента прошлифовать и произвести доводку на алмазном круге, то параметр шероховатости снижается с уменьшением подачи до 0,02 мм/об и глубине обработки tmin ≈ 0,05 мм. Для не шлифованных режу-щих инструментов минимальная глубина резания, как правило, не должна быть меньше tmin ≈ 0,1 – 0,2 мм.
С возрастанием твердости обрабатываемой поверхности заготовки до HB 500 и скорости резания до 140м/мин параметр шероховатости при прочих равных условиях снижается.
Применение в процессе механической обработки заготовок смазочно – охлаждающей жидкости уменьшает наростообразование, трение в сопряжении
инструмента с заготовкой и стружкой, что способствует определенному умень-
шению высоты неровностей поверхности.
Обработка заготовок после термической обработки (например, улучшения) характеризуется меньшей шероховатостью, чем в состоянии поставки, что объясняется более однородной и мелкозернистой структурой металла после улучшения.
В процессе механической обработки возникают вынужденные колебания технологической системы с определенной частотой и амплитудой, вызываемые действием внешних сил со стороны режущего инструмента и приводов станков (неточность элементов станков, дисбаланс вращающихся детали системы, их низкая жёсткость и др.), и автоколебания системы.
Вибрации элементов ТС являются часто дополнительным источником уве-личения шероховатости и волнистости обрабатываемых поверхностей.
При предварительной (черновой) механической обработке заготовок при срезании относительно больших припусков недопустимые вибрации (т.е. виб-рации, при которых резко возрастает износ и выкрашивание режущего лезвия инструмента, его механическая поломка и др.) являются в основном следствием значительного колебания припусков на обрабатываемые поверхности, малой жёсткостью заготовок и элементов приспособлений, режущего инструмента и деталей привода рабочих органов станков.
При финишной обработке поверхностей заготовок вибрации, вызывающие существенный рост параметров шероховатости, зависят преимущественно от недостаточной жесткости режущего инструмента, обрабатываемой заготовки, тонких стенок обрабатываемых поверхностей, затупления режущих кромок инструмента, неудачного выбора геометрии режущей части инструмента, режимов резания.
Так, например, при расточке отверстия ø40мм во втулке из алюминиевого сплава Д16Т (НВ … 110…112) с толщиной стенки ∆t = 1,5мм расточным резцом с геометрией режущей части: α = 7°, φ1 = 91°, γ = 10° и rв = 0,4 мм, υ =
200 м/мин и S = 0,1 мм Ra = 2,0 – 3,0 мкм. Изменив геометрию на: α = 15°, γ =
25° и rв = 0,1 мм при прочих равных условиях, параметр Ra = 1,2 – 1,4 мкм.
studopedia.su - Студопедия (2013 - 2025) год. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав!Последнее добавление

 Smi,(4.1)
Smi,(4.1) , (4.2)
, (4.2) – высота i го наибольшего выступа профиля;
– высота i го наибольшего выступа профиля; – глубина i ой наибольшей впадины профиля.
– глубина i ой наибольшей впадины профиля. , (5.3)
, (5.3)
















 60°
60° h 60° H Ra (Rz)….
h 60° H Ra (Rz)….



 . (4.4)
. (4.4) . (4.5)
. (4.5)