КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Принцип постоянства баз
|
|
|
|
Принцип совмещения (единства) баз
Для точной механической обработки поверхностей заготовки в качестве технологических баз следует принимать поверхности, которые одновременно являются конструкторскими и измерительными базами, а также используются в качестве сборочных баз. Это и есть принцип совмещения баз.
При совмещении технологических, конструкторских и измерительных баз обработка заготовок осуществляется по размерам, проставленных в рабочем чертеже детали, с использованием всего поля допуска на размер, проставлен-ного конструктором.



 Если технологическая база не совпадает с конструкторской или измери-тельной базой, технолог вынужден производить замену размеров, проставлен-ных в рабочих чертежах от конструкторских и измерительных баз более удоб-ными для обработки технологическими размерами, проставляя их непосред-ственно от принятых технологических баз. В этом случае удлиняются соответ-ствующие размерные цепи, ужесточаются допуски на размеры, что, в целом, удорожает процесс обработки и несколько снижает производительность труда.
Если технологическая база не совпадает с конструкторской или измери-тельной базой, технолог вынужден производить замену размеров, проставлен-ных в рабочих чертежах от конструкторских и измерительных баз более удоб-ными для обработки технологическими размерами, проставляя их непосред-ственно от принятых технологических баз. В этом случае удлиняются соответ-ствующие размерные цепи, ужесточаются допуски на размеры, что, в целом, удорожает процесс обработки и несколько снижает производительность труда.







 Пример. Необходимо обработать паз δв = 0,62 A A
Пример. Необходимо обработать паз δв = 0,62 A A


















 глубиной а=10Н14(10+0,36), в=50h14 –
глубиной а=10Н14(10+0,36), в=50h14 –










 рис.5.10.Измерительная и конструкторс- a H14 δс? a H14
рис.5.10.Измерительная и конструкторс- a H14 δс? a H14







 кая
кая 
 база для размера а – поверхность А, в h14 δа = 0,36 c c
база для размера а – поверхность А, в h14 δа = 0,36 c c


 которую принять за установочную ба- В 1-3 В 1-3
которую принять за установочную ба- В 1-3 В 1-3
зу не представляется возможным, т.к. Рис.5.10. Схема фрезерования паза с
 со стороны поверхности А врезается - базированием по поверхности В, не
со стороны поверхности А врезается - базированием по поверхности В, не
режущий инструмент (фреза) для фрезе- совпадающей с конструкторской и
рования паза. В этом случае базиро- измерительной базой А
вать заготовку следует по поверхности В. Но если в качестве измерительной
базы оставить поверхность А, то выдержать допуск на размер а =10+0,36 невоз-можно т.к. не совпадает технологическая база с измерительной.
В этом случае за измерительную базу следует принять технологическую базу, т.е. поверхность В. При этом конструкторский размер а Н14 следует снять и ввести новый технологический размер с с соответствующим допуском и из-менить допуск на размер в. Из размерной цепи (рис.5.10.) видно:
с= в – а =50 – 10 = 40мм (5.1)
Но допуск на размер с δс = δв – δа = – 0,62–(0,36) = 0,26мм. (5.2)
Как видно из предыдущего, допуск на размер с положителен. Допуск на размер а не может быть изменен, т.к. он задан конструктором. В этом случае необходимо ужесточить допуск на размер в.
Уменьшим допуск на размер в до величины, равной 0,5· ба, т.е. δ в = 0,5·0,36=0,18 мм, что вполне выполнимо на фрезерном станке нормальной точности. Ближайшая величина допуска по ГОСТ 25347 -82
на размер в = 50h11 = 50-0,16 мм.
Тогда согласно формулы (5.2):
δс = δminc - δвh11 = 0,36 - 0,16 = 0,20 мм. (5.3)
Предельные значения технологического размера с
Сmin = вmax – amax = 50 – (10 + 0,36) = 40-0,36 мм; (5.4)
Сmax = вmin – amin = (50 – 0,36) - 10 = 40-0,16 мм. (5.5)
Расчетная величина размера С = 40-0,36-0,16 мм.
Ближайший допуск на размер с =40 мм по ГОСТ 25347-82:
С = 40 -0,17-0,33 мм или С 40b11.
Проверим расчетную величину размера а:
аmах = вmax – сmin = 50 – (40 - 0,33) = 10 0,33 мм; (5.6)
amin = вmin – cmax = (50 –0,16) – (40 – 0,17) = 10 0,01 мм. (5.7)
Расчет показывает, что предельные значения размера соответствуют (не выходят за требования) требованию чертежа.
После этого расчета на чертеже детали проставляются новые размеры в =50h11
и с = 40b11, которые и должны быть выдержаны при обработке заготовки детали. Допуски на поверхности стали более жесткими, чем были указаны конструктором, что несколько усложнит обработку.
Данную задачу можно было бы решить и по другому: базировать по повер-хности А в УЗП, в установочной плите которого изготовить паз шириной а + (2-3)мм и несколько большей длины, чем паз плиты (для прохода концевой фрезы при обработке паза), что не потребует перерасчета размерной цепи и ужесточения точности размеров в и с.
Принцип постоянства баз заключается в том, что при разработке ТП обработки поверхностей заготовки необходимо стремиться к использованию одной и той же технологической базы, не допуская, без особой необходимости, смены технологической базы (за исключением смены черновой базы.)
Практически любая смена технологических баз увеличивает погрешность взаимного расположения поверхностей, обработанных от разных технологичес-ких баз, дополнительно внося в нее погрешность взаимного расположения са-мих технологических баз, от которых производилась обработка поверхностей.



 Например, если в заготовке (рис.5.11) – требуется а-0,2
Например, если в заготовке (рис.5.11) – требуется а-0,2
|


 верхности В, принимаемой за технологическую
верхности В, принимаемой за технологическую
 базу, до оси отверстия 50 -0,1 мм. Какова будет точ-
базу, до оси отверстия 50 -0,1 мм. Какова будет точ-
ность размера 50, если за базу принять поверхность А?
Если принять за технологическую базу поверхность

 В, то колебание размера 50 будет: с в = 50-0,1
В, то колебание размера 50 будет: с в = 50-0,1
Δв = 50 – (50 – 0,1) = 0,1 мм. Рис.5.11.Использование
Если за технологическую базу принять поверх- принципа постоянства и
ность А, то размер сА = в = 50 - 0,1 мм. Тогда размер перемены баз при свер-
вВ, отсчитываемый от поверхности В лении отверстия
будет равен:
- вВmах = аmax – сmin = 100 – (50 – 0,1) = 50+0,1 мм;
- вВmin = аmin – сmax = (100 – 0,2) – 50 = 50-0,2 мм,
что не соответствует требованиям чертежа.
Чтобы выполнить требования чертежа при смене технологической базы, следует ужесточить допуск на размер а и принять а = 100-0,05-0,10 мм и в = сА = 50-0,05 мм.
Тогда: - вВmах = а max – с min = (100 – 0,05) – (50 – 0,05)= 50 мм;
- вВmin = а min – с max = (100 – 0,10) – 50 = 50-0,1 мм.
Однако изменение допуска на размер в=сА необходимо согласовать с конструктором изделия. Ужесточение требований точности размеров а и в удорожает процесс изготовления детали.
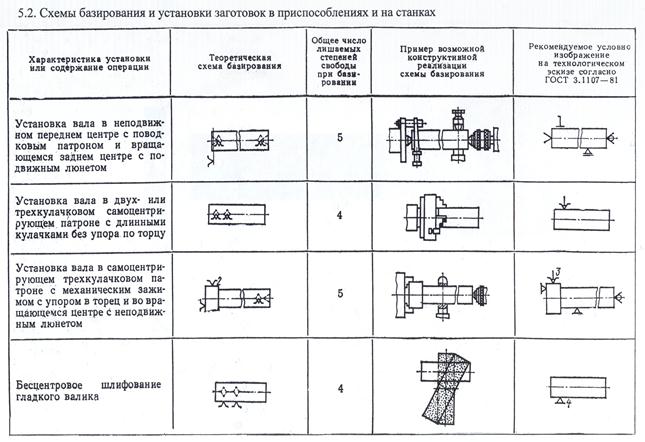
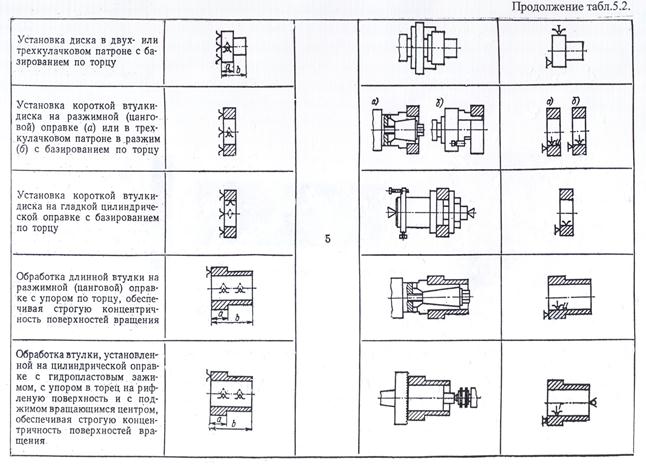
Типовые схемы установки и базирования заготовки в УЗП при их обработки на металлорежущих станках приведены в табл.5.2.


Вопросы для самоподготовки:
1.
2.
3.
4.
6. Припуски на механическую обработку поверхности деталей
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 5205; Нарушение авторских прав?; Мы поможем в написании вашей работы!