КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виды технологических процессов
|
|
|
|
Классификация технологических процессов и структура операций
В зависимости от условий производства и назначения проектируемого технологического процесса (ТП) применяются различные виды и формы ТП, определяемые количеством изделий (деталей).
Кратко рассмотрим разновидности ТП.
1. Единичный ТП – это ТП изготовления детали одного наименования, ти-поразмера или исполнения независимо от типа производства. Единичные ТП характерны для отдельных деталей, не имеющих общих конструктивных и тех-нологических признаков с деталями, ранее изготавливаемыми на предприятии.
2. Унифицированный ТП – это ТП, относящийся к группе деталей, характе-ризующихся общностью конструктивных и технологических признаков.
Унифицированные ТП находят применение в мелкосерийном, среднесерий-ном и, иногда, в крупносерийном производствах. Их применение характеризу-ется наличием специализированных участков (токарных, фрезерных, шлифо-вальных и др.), рабочих мест, переналаживаемой станочной оснастки и др.
Унифицированные ТП подразделяются на типовые и групповые.
Типовой ТП – это ТП изготовления деталей с общими конструктивными и технологическими признаками.
Типовой ТП характеризуется общностью содержания и последователь-ностью большинства технологических операций и переходов для группы дета-лей (например, ТП изготовления корпусов волнового гироскопа из деформируемого алюминиевого сплава Д16: резка заготовок из толстых листов на ленточнопильных станках, предварительное фрезерование – термостабилизация – сверление и предварительная координатная расточка – получистовое фрезеровани – термостабилизация – чистовое фрезерование и координатная расточка). Эти ТП могут быть информационной основой при разработке рабочих ТП на все корпуса гироскопов.
Групповой ТП - это ТП изготовления группы деталей с разными конст-руктивными, но общими технологическими признаками. Например, некоторые группы корпусных деталей приборов имеют не только общие контурные повер-хности, цилиндрические и резьбовые отверстия, но и порой неординарные кри-волинейные овальные, прямоугольные отверстия с малыми радиусами закруг-ления. Некоторые операции являются типовыми, а отдельные поверхности из-готавливаются на специальных станках (например, прямоугольные, конусооб-разные отверстия на электроэрозионных станках проволочной вырезки).
При освоении выпуска новых изделий нередко разрабатываются принципи-ально новые перспективные процессы, рассчитанные на дальнейшее развитие предприятия и перспективные договоры.
Перспективный ТП - это ТП, разработанный с использованием новых дости-жений науки, техники и передового опыта предприятий, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии.
Например, некоторые предприятия внедряют новую технологию сложно-контурной резки стекла, стеклотекстолита, керамических заготовок на гидроаб-разивных станках с программным управлением. Данная технология обеспечи-вает высокую производительность процесса, точность, мобильность и др.
В условиях единичного и мелкосерийного производства часто разрабатыва-ется рабочий технологический процесс - это ТП, выполняемый по рабочей технологической и (или) конструкторской документации (например, на обрат-ной стороне чертежа детали приводится маршрутный ТП, т.е. наименование и последовательность операций, иногда и переходов).
В некоторых случаях изготавливаются детали по временному ТП - это ТП, применяемый на предприятии в течении ограниченного времени из-за, напри-
мер, отсутствия, поломки технологического оборудования (или) технологичес-
кой оснастки.
Иногда используется стандартный ТП, т.е. ТП, выполняемый по рабочей или
конструкторской документации, оформленный по отраслевому стандарту или стандарту предприятия.
И, наконец, используется комплексный ТП - это ТП, в состав которого включаются не только технологические операции, но операции перемещения, контроля, очистки обрабатываемых заготовок по ходу технологического процесса.
Разновидности технологических процессов приведены на рис. 8.1.
Унифицированный ТП
Единичный ТП


 техпроцессов
техпроцессов
 | |||||||
 | |||||||
|
| ||||||


По уровню достижений 

|
 науки и техники в
науки и техники в
машиностроении
 |



|
|
|
|
 состоянию ТПП и стан-
состоянию ТПП и стан-

 дартизации ТП
дартизации ТП
 |
|
 ТП
ТП
Рис.8.1. Разновидности технологических процессов современного машино-
строительного производства.
Разрабатываемые ТП оформляются в соответствующих технологических документах (согласно с положениями ЕСТД), степень подробности которых устанавливается в зависимости от типа и характера производства, сложности и точности изготавливаемых деталей.
Маршрутное описание технологического процесса (маршрутный ТП) –
сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов, т.е. наименование и последовательность выполнения операций -
используется в единичном, опытном и мелкосерийном производстве. Широко используется на приборостроительных предприятиях при разработке ТП на относительно не сложные и не точные детали. Иногда маршрут обработки описывается на обратной стороне выдаваемого оператору чертежа детали.
Маршрутно-операционное описание ТП - сокращенное описание ТП в маршрутной карте в последовательности их выполнения с полным описанием отдельных технологических операций (базирование, технологическое оборудо-вание, режимы обработки, применяемая технологическая оснастка, режущий инструмент) - используется в опытном, единичном, мелкосерийном и серийном производстве на отдельные сложные и точные детали.
Операционное описание ТП - полное описание всех технологических операций в последовательности и с подробным описанием переходов, режимов обработки, базирования, рекомендуемого технологического оборудования, оснастки - применяется в серийном и массовом, и для особо сложных деталей, в мелкосерийном и единичном производствах.
Комплектность основных технологических документов:
- маршрутная карта - обязательна для всех видов производства и степени детализации описания ТП;
- карта ТП - обязательна при маршрутном описании ТП в серийном производстве, по усмотрению предприятия в единичном и мелкосерийном производстве, в других видах производства - не обязательна;
- операционная карта ТП - обязательна при маршрутно-операционном и операционном описании ТП в единичном и серийном производствах, по усмотрению предприятия в крупносерийном производствах, при маршрутном описании не обязательна во всех видах производства.
Одним из важных вопросов построения ТП, связанных с видом и серийнос-
тью производства и наличием в производстве обрабатывающих центров, стан-ков с числовым программным управлением (ЧПУ), является степень концентра-
ции и дифференциации операций механической обработки заготовок.
Концентрацией (укрупнением) операций называют соединение нескольких технологических переходов (операций) в одну сложную операцию. Например, 3 операции: сверлильную, фрезерную и координатно-расточную, выполняемые на отдельных станках, можно объединить на одну сверлильно-фрезерно-расточную, выполняемую на обрабатывающем центре с ЧПУ, что в настоящее время широко применяется на многих машиностроительных, станкостро-ительных, приборостроительных предприятиях. Подобное объединение позво-ляет сократить вспомогательное время на переустановку и закрепление заготов-ки, наладку станка, смену режущего инструмента, сократить время перемеще-ния, межоперационного "пролеживания" заготовок, упрощается календарное планирование производства, обеспечивается в ряде случаев принцип посто-янства и совмещения технологических баз (т.е. сохранения базовых поверх-ностей в процессе обработки заготовки и совмещения измерительных, конст-рукторских и технологических баз).
В условиях единичного и серийного производства предпочтительно проек-тировать и использовать принцип концентрации операций. В ряде случаев концентрация операций выгодна и в крупносерийном производстве (например, обработка крупногабаритных и сложных корпусных заготовок).
Дифференциация (раздробление) операций - построение операций, состо-ящих из небольшого числа относительно простых технологических переходов, т.е. ТП включает большое число относительно простых операций. Достоинства дифференциации операций связаны с возможностью разделения предвари-тельной несложной обработки заготовок до относительно сложной и точной финишной обработки на точных станках, обслуживаемых операторами высокой квалификации. Степень дифференциации операций зависит от серийности про-изводства и целесообразна в условиях крупносерийного и массового производ-
ства при использовании относительно простых узкоспециализированных стан-
ков, связанных в полуавтоматические и автоматические линии.
Производительность технологических операций в значительной степени за-
висит от их структуры, определяемой количеством заготовок, одновременно устанавливаемых в приспособление станка, количества режущего инструмента, используемого при выполнении операции (одно - или многоинструментальная обработка), и последовательностью работы инструмента на операции.
В настоящее время широко применяются следующие схемы (структуры) технологических операций:
- одноместная (т.е. в приспособление устанавливается одна заготовка) и последовательная обработка поверхностей режущими инструментами, заранее установленных в инструментальный магазин станка – рис.8.2;

Рис. 8.2. Схема одноместной последовательной обработки поверхностей
заготовки сменным режущим инструментом на токарном ОЦ
- одноместная параллельная обработка:
а) одноинструментальная обработка фасонными режущими инструментами
(рис. 8.3, а, б);
б) обработка набором режущих инструментов (рис. 8.3, в - д);
-многоместные схемы обработки:
а) многоместная последовательная одноинструментальная обработка с од-
новременной установкой нескольких заготовок (рис. 8.3, е - и);
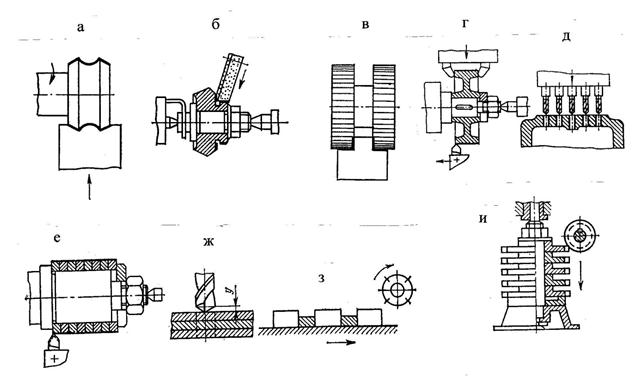
Рис.8.3.Схемы одноместной параллельной одноинструментальной об-
работки фасонным режущим инструментом (а, б), набором инструмен-
тов (в - д) и многоместной установкой нескольких заготовок (е – и).
б) многоместная последовательная одноинструментальная обработка с раздельной установкой заготовок (рис. 8.4.2. а, б);
в) многоместная параллельная многоинструментальная обработка с одновременной установкой заготовок (рис. 8.4, д);
г) многоместная параллельно-последовательная обработка с раздельной (рис. 8.4, е) и непрерывной (рис. 8.4, ж) сменой заготовок.
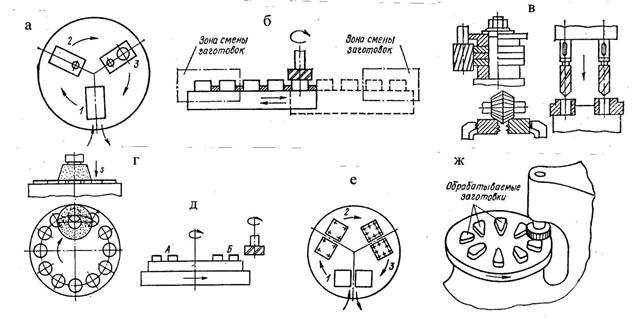
Рис.8.4. Схемы многоместной последовательной одноинструментальной обработки с раздельной установкой заготовок (а, б), параллельной многоинструментальной обработкой с одновременной установкой заготовок (в) и параллельно-последовательной обработкой с одновременной (г), раздельной (д, е) и непрерывной (ж) сменой заготовок.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1433; Нарушение авторских прав?; Мы поможем в написании вашей работы!