КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Металлорежущие станки 1 страница
|
|
|
|
20± 0,1




 100± 0,1 15±0,1
100± 0,1 15±0,1

 140± 0,02
140± 0,02

 200±0,1
200±0,1
Рис.8.5.Плита привода ленточного транспортера
Выбранные виды обработки поверхностей заготовки определяют технологи-ческие операции, а способы обеспечения требований точности формы и взаим-ного расположения поверхностей – требования точности к выбираемым станкам и станочным приспособлениям.
После этого разрабатывается последовательность операций, т.е. маршрут-ный ТП обработки заготовки. Вначале назначаются операции, на которых обрабатываются, как правило, технологические базовые поверхности, поверх-ности, где возможны проявления скрытых дефектов заготовки (чтобы отбрако-вать эти заготовки в начальной стадии обработки). Вначале производится пред-варительная обработка (так называемая черновая обработка). Если есть опа-сения негативного проявления остаточных напряжений в заготовке, то перед началом и после предварительной механической обработки назначаются терми-ческие операции – термостабилизации, существенно снижающие остаточные напряжения и способствующие измельчению зерна металлов. Затем назнача-ются операции чистовой обработки, сверления, зенковки отверстий и нарезание
резьб, фрезеровка пазов и др. неответственные операции (мойка, сушка, медне-
ние, хромирование, контроль, упаковка).
После разработки маршрутного ТП устанавливаются технологические базы для каждой операции – вначале черновые базы, удобные для установки заготовки и которые в дальнейшем не обрабатываются.
Черновые базы связываются размерами и условиями (перпендикулярности, параллельности и др.) с обрабатываемой на первой операции поверхностью или совокупностью поверхностей, которые в дальнейшем будут использоваться в качестве технологических баз при обработке других поверхностей.
В приборостроении находят преимущественное распространение следую-щие схемы базирования:
1–на 3 базовые поверхности (плоскости) – корпуса гироскопов, датчиков давления, температуры и др. (при этом заготовка лишается шести степеней подвижности – рис. 8.5, а);
2–на плоскость и 2 отверстия перпендикулярно плоскости – корпуса гироскопов, датчиков давления, температуры, крышки и др. (на операциях чистовой обработки – рис. 8.5, б);
3–по цилиндрической наружной поверхности или по отверстию с упором в торец (в самоцентрирующихся патронах, оправках) – корпусные детали типа тел вращения – рис. 8.5, в;
4–по центровочным отверстиям – оси, валики, штоки, тяги и др. – рис. 8.5, г;
5–по наружным цилиндрическим поверхностям (с установкой на призму с фиксацией от проворота или без фиксации) – валики, оси, корпусы, удлиненные втулки и др. – рис. 8.5, д;
6–на плоскость и 2 боковые плоскости (на магнитных плитах) – корпуса гироскопов (как правило на операциях предварительной обработки) –рис. 8.5, е. Разработка операционного ТП обработки поверхностей заготовок включает:
- выбор схемы базирования на каждой операции;
- выбор характеристик режущего инструмента (марка инструментального мате-
риала режущей части, размеров резца и режущей части, геометрии режущей
части инструмента и др.);
- выбор мерительного инструмента для проведения операционного контроля
обрабатываемых поверхностей оператором станка;
-выбор или проектирование технологической оснастки (станочных приспособ-
лений и инструментальной оснастки);

Рис. 8.6. Наиболее распространенные схемы базирования заготовок: а – по 3 плоскостям; б – по плоскости и двум отверстиям; в – в самоцентрирующемся 3х-кулачковом патроне; г – по центровочным отверстиям; д – в призме; е – на магнитной плите.
- расчет режимов резания, сил или моментов сил резания и мощности резания;
- выбор технологического оборудования с учетом скорости и мощности реза-
ния, его соответствия требуемой точности обработки, размеров заготовки,
наличия на предприятии, его загруженности на других операциях;
- расчет суммарной погрешности по разрабатываемому ТП (т.е. моделирование
возможной точности обработки наиболее точных поверхностей детали);
- расчет норм времени на обработку заготовки по ТП;
- расчет себестоимости изготовления детали.
Последовательность обработки отдельных поверхностей заготовки на опе-рации в значительной степени определяется анализом простановки размеров на
чертеже детали. В первую очередь обрабатываются поверхности, которые яв-ляются измерительными базами, т.е. поверхности от которых задаются размеры положения других поверхностей. При этом следует учитывать: если точность отдельных поверхностей детали достаточно высока (6-8 квалитеты), предпоч-тительно произвести предварительную обработку всех поверхностей на операции, а затем уже производить чистовую обработку всех поверхностей. При проектировании ТП изготовления деталей в единичном и мелкосерийном производстве предпочтительно использовать принцип концентрации операций обработки поверхностей, т.е. концентрировать на одной операции возможно большего числа переходов и видов обработки – точения, сверления, фрезеро-вания, резьбонарезания, зенкерования, развертывания и др. В серийном и, особенно, в массовом производстве – принцип дифференциации операций.
При выборе инструментального материала режущего элемента инструмента рекомендуется:
- на черновой обработке (проходах) предпочтение отдать ударопрочным мар-кам быстрорежущих сталей или твердых сплавов (при этом следует иметь ввиду, что твердосплавный инструмент может обеспечить в 3-5 раз большие скорости резания, чем быстрорежущий, и обрабатывать заготовки твердостью поверхностей до 45-50 HRC) и съем больших припусков;
- на чистовой обработке предпочтительно использовать наиболее износосто-йкие марки инструментальных материалов, что обеспечит высокую скорость резания и стойкость режущей кромки;
- с целью обеспечения высокоскоростной обработки заготовок стойкость режу-щего инструмента (кроме зуборезного, плашек и метчиков, разверток, протяжек) предпочтительно назначать 10-20 мин;
- длину режущей кромки пластин выбирать не более 2,5-3,0 величины глубины
резания (на чистовых проходах эта рекомендация предпочтительна), толщину
пластин принимать равной ≈ глубине резания, геометрию режущей части – в
зависимости от упруго-пластичных свойств материала и геометрии обрабаты-
ваемой заготовки;
- тип и размеры инструментальной оснастки (державки резцов, адаптеры сверл,
патроны осевого инструмента, оправки фрез и др.) – от присоединительных раз-меров режущего инструмента и параметров установочных элементов выбирае-мых станков (рабочих позиций револьверных головок и шпинделей станков).
При выборе мерительного инструмента операционного контроля операто-ром можно рекомендовать:
1) в единичном производстве – универсальный переналаживаемый инстру-мент (штангенциркули, микрометры, глубиномеры, угломеры и др. с погреш-ностью измерения в 2-3 раза меньшей поля допуска измеряемой поверхности), позволяющий оценить соответствие или величину несоответствия обработан-ной поверхности требованиям чертежа и обеспечить необходимую поднастрой-ку станка на размер поверхности, а также эталонный инструмент (пробки, резь-бовые калибры, скобы и др.);
2) в серийном производстве – комбинация эталонного и универсального инструмента;
3) в крупносерийном – преимущественно эталонного мерительного инст-румента.
При определении типа станочного приспособления учитываются следую-щие подходы:
- для операций токарной обработки – преимущественно стандартные токарные патроны кулачковые самоцентрирующие (для установки и закрепления заго-товок типа валы, оси, втулки, флянцы, ступицы и др.), кулачковые не самоцен-трирующие патроны (для заготовок с прямоугольными или иными базовыми поверхностями в сечении), кулачковые, цанговые, гидропластовые, мембран-
ные оправки и др. (в некоторых случаях – специальные приспособления);
- для сверлильно-фрезерно-сверлильных операций находят наибольшее распро-
странение универсально-сборно-переналаживаемая оснастка (УСПО), в некото-
рых случаях применяются гидро-пневмо-механические тиски со сменными нак-
ладками (с подналадкой для типовых заготовок), а также (в основном в крупносерийном производстве) специальные приспособления для отдельных форм и размеров заготовок (в некоторых случаях крупные заготовки закрепляются к столу станка просто прихватами);
- сверлильные операции (в крупносерийном и серийном производстве) часто выполняются с использованием специальных приспособлений – кондукторов (для заготовок небольших размеров и расположением отверстий с разных сторон).
При расчете режимов резания можно руководствоваться следующими рекомендациями:
- черновые операции или проходы выполняются с максимально допустимыми подачами и глубиной резания 60-80% от общего припуска на операции (с учетом прочности и жесткости элементов технологической системы, режущей кромки инструмента);
- на получистовых операциях или проходах подачи принять 0,4-0,7 от черновой подачи и глубину резания ≈ 30-15% от общего припуска;
- на чистовых операциях или проходах выбор подачи определяется требовани-ями параметра шероховатости обрабатываемой поверхности и геометрией вершины режущего элемента инструмента (радиус вершины, зачистная фаска).
Выбрав режимы резания, необходимо рассчитать частоты вращения рабоче-го органа главного движения (шпинделя), сил и мощности резания потенци-ального станка по соответствующей операции механической обработки.
При выборе технологического оборудования следует ориентироваться на наличие, загрузку, точностные, скоростные характеристики, максимальные до-пустимые габариты обрабатываемых заготовок, мощность привода соответст-вующего металлорежущего станка. Если мощность привода и скоростная ха-рактеристика станка не может обеспечить рассчитанные режимы обработки, то производится перерасчет этих параметров по возможностям станка. Заказывать
новое технически и экономически подходящее оборудование под разрабатыва-
ваемый ТП целесообразно для вновь создаваемых или модернизируемых предприятий или при наличии перспектив долговременных заказов.
Необходимо произвести расчет возможностей точности обработки наиболее точных поверхностей заготовки. Если расчетная суммарная погрешность обра-ботки поверхности будет превышать предельную величину поля допуска на размер поверхности, то необходимо произвести анализ факторов, вызывающих увеличенные погрешности (износ режущего инструмента, погрешность базиро-вания, неточность станка, температурная деформация элементов ТС и др.) и предусмотреть меры, уменьшающие погрешности (замена станка на более точ-ный, предусмотреть обязательность обработки поверхности с применением СОЖ, изменить схему базирования заготовки, ужесточить требования точности приспособления, заменить режущий инструмент на более износостойкий и др.).
Важным аспектом при разработке ТП механической обработки является проектирование схем наладки (настройки) станков для основных техноло-гических операций – расчеты величины и точности настройки режущего инструмента на размер обработки с учетом рассеяния размеров и переменных составляющих погрешностей обработки; составление схемы перемещения ре-жущего инструмента при обработке поверхностей на операции; разработка уп-равляющей программы для операции (станков с ЧПУ); проектирование специ-альных копиров, управляющих кулачков, барабанов и др. (для станков-полу-автоматов, станков-автоматов).
После выполнения предшествующих этапов оформляются операционные карты и производится техническое нормирование всех операций ТП с установ-лением необходимого разряда работы оператора и соответствующих норм выработки.
Финишным этапом проектирования ТП обработки заготовки является расчет
технологической себестоимости вариантов ТП и выбор наиболее эффек-тивного варианта.
Одним из прогрессивных направлений совершенствования технологий ме-
ханической обработки на машиностроительных предприятиях является типи-зация ТП. Типизация ТП обеспечивает устранение многообразия процессов обработки заготовок обоснованным сведением их к ограниченному числу типов и способствует общности их разработки и реализации.
Проведение типизации ТП для сходных по конфигурации и технологичес-ким особенностям деталей (например, корпусов гироскопов, изготавливаемых из деформируемых алюминиевых или алюминий-магниевых сплавов и др.) предусматривает их изготовление по почти одинаковым технологическим про-цессам, основанных на применении наиболее совершенных способов обработ-ки, обеспечивающих достижение высокой производительности и экономичнос-ти как на стадии разработки ТП, так и изготовления изделия.
Типовой ТП – технологический процесс, разрабатываемый для изготов-ления в конкретных производственных условиях типового представителя груп-пы изделий (деталей), обладающих общими конструктивно-технологическими признаками.
Типовой представитель деталей – деталь, обработка которой требует наи-большей совокупности основных и вспомогательных операций, характерных для деталей, входящих в эту группу.
Типизацию ТП производят по 3м направлениям:
1 – обработки отдельных поверхностей;
2 – обработки отдельных типовых сочетаний поверхностей;
3 – обработки заготовок.
Работа по типизации ТП начинается с проведения классификации отдель-ных поверхностей, их сочетаний или заготовок деталей.
Основной задачей классификации является приведение всего многообразия заготовок, поверхностей деталей и их сочетаний к минимальному количеству типов, для которых можно разработать типовые ТП обработки для любого слу-
чая обработки деталей конкретного типа и выбрать наиболее рациональный ти-
повой процесс обработки в определенных условиях производства.
Признаками классификации отдельных поверхностей являются: форма поверхности (плоскость, цилиндрическая, коническая, сферическая или иная внутренняя или наружная поверхность и др.); требуемая точность размера, формы и шероховатость поверхности; размеры и материал детали. Отдельные поверхности деталей по указанным классификационным признакам могут быть обработаны одинаковым способом (торцовым фрезерованием, расточкой, развертыванием, нарезанием резьбы метчиком и т.д.), одним и тем же режущим инструментом, на одинаковых или близких режимах резания, контролироваться одним и тем же типом мерительного инструмента.
Под типовым сочетанием поверхностей детали понимают такое сочетание поверхностей, встречающихся у различных заготовок детали, при котором эти поверхности могут быть обработаны при одной схеме базирования, на одних и тех же станках, одинаковым режущим инструментом, при одинаковой последовательности и содержании операций, установок и переходов.
Признаками классификации типовых сочетаний поверхностей являются: конфигурация отдельных поверхностей; их взаимное расположение; точность размеров, формы и взаимного расположения отдельных поверхностей; матери-ал заготовок – наличие в деталях совокупности соосных отверстий, наружных цилиндрических или конических поверхностей, взаимно перпендикулярных поверхностей, контурных внутренних или наружных поверхностей и др.
Типизация отдельных поверхностей детали, их сочетание не всегда позволяют использовать типовой ТП их изготовления. Поэтому необходимо дополнительно провести классификацию и типизацию заготовок и методов их обработки.
Признаками классификации заготовок являются:
1 – конфигурация заготовок (круглый прокат, мерные заготовки из труб, ва-
лы, штампованные флянцы, диски, отливки призматической формы и др.);
2 – размеры заготовок;
3 – точность и шероховатость обрабатываемых поверхностей;
4 – материал заготовок (из алюминиевых деформируемых, литейных спла-вов, стали, медных сплавов и др.).
Разработку типового ТП изготовления детали в условиях конкретного предприятия предпочтительно выполнять в 2х вариантах:
1 – рабочий типовой ТП, разрабатываемый на основе конкретных условий предприятия (технологий, оборудования, профессиональных кадров и др.);
2 – перспективный типовой ТП, учитывающий (на данном этапе развития страны и предприятия) возможности новых видов обработки, приобретаемого оборудования, организации производства и др.
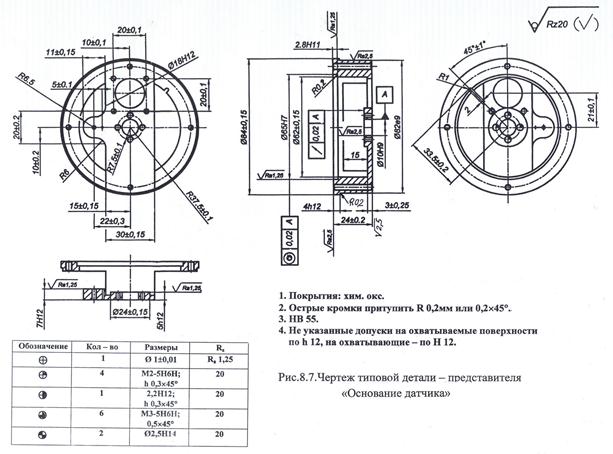
Рассмотрим пример разработки типового технологического процесса изготовления детали – представителя «Основание датчика» – рис.8.7.
Деталь изготавливается из литейного алюминиевого сплава Ал 6 ГОСТ 2685. Заготовка будет изготовлена одним из литейных способов. Учитывая тре-бования точности и шероховатости отдельных поверхностей детали, годовую программу выпуска (3000 шт.) и наличие тонких стенок выберем литье в метал-лический кокиль (форму), что обеспечит получить ряд поверхностей с выше-указанной точностью и шероховатостью без дополнительной механической об-работки и рекомендуется для изготовления заготовок из легких сплавов в се-рийном и массовом производстве (расчет себестоимости заготовки по альтер-нативным вариантам литья в виду ограниченного объема пособия не приво-дится). Литье в металлические формы обеспечивает повышенную прочность материала и минимальные припуски на обрабатываемые поверхности.
Проанализировав чертеж детали с позиции используемого материала, кон-фигурации поверхностей, требований их точности и шероховатости, выбора технологических баз, реальные условия производства приборостроительного предприятия, а также возможности его перспективного развития и совре-менного состояния станкостроения и производства высокоэффективного режу-
щего инструмента представлен вариант возможных видов получения поверх-
ностей в заготовке и их дальнейшей механической обработки – табл.8.4. и 8.5
Анализируя представленные варианты видов обработки и обеспечения точ-ности размеров и взаимного расположения поверхностей детали (табл.8.4 и табл.8.5), варианты базирования заготовки при механической обработке, приведены два варианта маршрутного и операционного типового технологического процесса изготовления детали «Основание датчика» - рабочего и перспективного (табл.8.6. …8.8).
Расчеты режимов резания, сил и мощности резания, моделирование точности обработки наиболее точных поверхностей детали и экономической эффективности разработанных ТП в пособии не приводятся.
8.4. Возможные виды предварительного изготовления и обработки заготовки, обеспечивающие требования точности размеров и шероховатости поверхностей
детали «Основание датчика»
| Поверхности детали | Требования | Возможные виды изготовления и обработки поверхностей | |
| Точности размеров | Шероховатости Ra,мкм | ||
| 1.Левый и правый торцы в размер 24 |  Н12
± 0,2 Н12
± 0,2
| Rz 20 2,5 | 1.Литьем 2.Токарной обработкой |
| 2.Наружная поверхность ø82 |  Н12
е 9 Н12
е 9
| Rz 20 2,5 | 1.Литьем 2.Токарной обработкой |
| 3.Отверстие ø10 | Н12
 Н9 Н9
| Rz 20 2,5 | 1.Литьем 2. Токарной обработкой |
| 4.Отверстие ø65 |  Н12
Н7 Н12
Н7
| Rz 20 1,25 | 1.Литьем 2.Токарной обработкой |
| 5.Отверстие ø18 |  Н12
Н12 Н12
Н12
| Rz 20 Rz 20 | 1.Литьем 2.Зенкерованием |
| 6.6 резьбовых отверстий М3 и фаски 0,5´ 45° с 2 х сторон | Н11
 5Н6Н
5Н6Н
| Rz 20
 Rz 20
Rz 20
| 1.Сверлением 2.Зенковкой фасок 3.Резьбонарезанием метчиком |
| 7.4 резьбовых отверстий М2,5 и фаски 0,3´45° с 2 х сторон | Н11
 5Н6Н
5Н6Н
| Rz 20
Rz 20
| 1.Сверлением 2.Зенковкой фасок 3.Резьбонарезанием метчиком |
| 8.2 отв. ø2,5 и фаски 0,3´45° с 2 х сторон | Н14 | Rz 20 | 1.Сверлением
 2.Зенковкой фасок 2.Зенковкой фасок
|
| 9.Отв. ø1 и фаски 0,2´ 45° с 2 х сторон | Н11
 ±0,01 ±0,01
| Rz 20 1,25 | 1.Сверлением и зенковкой 2.Развертыванием |
 10.Внутренние торцы пе-ремычек в размер 7 и 5мм 10.Внутренние торцы пе-ремычек в размер 7 и 5мм
| Н12 Н12 | Rz 20 1,25 | 1.Литьем 2.Токарной обработкой |
| 11. Паз 2мм | Н12 | Rz 20 | Фрезерованием |
| 12.Остальные поверхности | Н12 | Rz 20 | Литьем |
8.5.Технологические способы обеспечения точности взаимного расположения поверхностей детали «Основание датчика»
| Взаимное расположение поверхностей | Требование точности расположения | Возможные способы обеспечения требований |
| 1.Несоосность отв. ø 65Н7 и ø 10Н9 | 0,02мм | Обработкой на токарном станке с одного установа |
| 2.Биение внутреннего торца в размер 5h12 отн.оси отв. ø 10Н9 | 0,02мм | Обработкой на токарном станке с одного установа |
| 3.Допуск межосевого расстоя-ния отв. ø18Н12 и общей оси де-тали |  0,1мм 0,1мм
| 1.Токарным станком 2.Кондуктором |
| 4.Межосевые расстояния: 10±; 20±; 21±; R7,5±; R±; 22± |  ±0,1 ±0,1
 ±0,3
±0,3
| 1.Токарным станком 2.Кондуктором |
| 5.Допуск на центральный угол 45° оси паза 2Н12± и глубину паза 33,5± |  ± ±  1°
±0,2мм 1°
±0,2мм
| 1.Приспособлением 2.Станком |
8.6. Структура маршрутного рабочего типового и перспективного ТП изготовления детали «Основание датчика»
| № и наименование операций (краткое содержание) | |
| Рабочий типовой ТП | Перспективный типовой ТП |
| 05. Заготовительная (литье в металлический кокиль) 10. Слесарная (обрубка литника, зачистка отливки) 15.Термическая (термостабилизация - снятие внутренних напряжений и измельчения зерна) 20. Контрольная (контроль химсостава, твердости, геомет-рических параметров) 25.Токарная с ЧПУ (обработка с правого торца) 30. Токарная (обработка с левого торца) 35. Сверлильная (сверление осевых отверстий по кондукто-ру, зенковка отв.ø 18Н12 и развертывание ø1+0,01) 40. Сверлильная (зенковка двусторонних фасок осевых отв.) 45. Резьбонарезная (нарезание резьб в осевых отв.) 50. Слесарная (выбивка стружки из осевых отв.) 55. Моечная (мойка и сушка заготовки) 60. Химическое оксидирование (эл.химическое образование оксидной пленки) 65. Контрольная (комплексный контроль детали) 70. Консервация и упаковка сменной партии деталей 75. Транспортная (транспортировка деталей на сборку) | 05. Заготовительная (литье в металлический кокиль) 10. Слесарная (обрубка литника, зачистка отливки) 15.Термическая (термостабилизация - снятие внутренних напряжений и измельчения зерна) 20. Контрольная (контроль химсостава, твердости, геомет-рических параметров) 25.Токарная с ЧПУ (полная обработка заготовки с 2 х установов на 2 х шпиндельном токарном обрабатывающем центре) 30. Слесарная (выбивка стружки из осевых отверстий) 35. Моечная (мойка и сушка заготовки) 40. Химическое оксидирование (эл.химическое образование оксидной пленки) 45. Контрольная (комплексный контроль детали) 50. Консервация и упаковка сменной партии деталей 55. Транспортная (транспортировка деталей на сборку) |
Рассмотрим структуру разработанного операционного типового ТП механи-ческой обработки детали «Основание датчика», учитывая фактическое состоя-ние станочного парка на приборостроительном предприятии, наличие собствен-ного инструментального производства, широкое использование современных САПР ТП, систем автоматизированной разработки управляющих программ для станков с ЧПУ, высококвалифицированных рабочих кадров - табл.8.7 и 8.8.
8.7. Структура операционного рабочего типового ТП механической обработки детали «Основание датчика»
| № и наименование операции | Содержание операции |
| 25. Токарная с ЧПУ | Базирование заготовки по отв.ø62±0,15 с упором в левый торец размера 24±0,2 на разжим в 3 х кулачковом рычажном токарном патроне – ГОСТ 2675, исп.2, D·H·d = 125´60´5 мм. Обработка на токарном станке с ЧПУ повышенного класса точности мод.Samat 400. Переход 1 – точить торец в размер 24+Δпр (Δпр-припуск на об- работку левого торца) за 2 прохода, обеспечить Ra2,5; точить поверхность ø82е9´20 за 2 прохода, обеспечить Ra2,5. Режимы резания: на 1 м проходе-V1= 650м/мин, S1=0,3мм/об, t1=0,8мм; на 2 м проходе – V2= 750м/мин, S1=0,12мм/об, t1=0,2мм. РИ – SDJCR 2020К07, пластина DCGX 07 03 02 – AL, TК 10. МИ – штангенциркуль мод. 124011, ц.д.=0,01мм, ε=0,03мм, ГОСТ 166; образцы шероховатости (Т) ГОСТ9378; радиусомер №1 ГОСТ 4126-82. |
| 30. Токарная с ЧПУ | Базирование заготовки по поверхности ø82е9 с упором в правый торец размера 24±0,2 в цанговом патроне. Обработка на токарном станке с ЧПУ мод.Samat 400. Переход 1 –точить торец в размер 24±0,2 за 2 прохода, обеспе-чить Ra2,5. Режимы резания: на 1 м проходе-V1= 650м/мин, S1= 0,3мм /об, t1=0,8мм; на 2 м проходе – V2= 750м/мин, S2=0,12 мм/об, t2=0,2мм. РИ – резец SDJCR 2020К07, пластина DCGX 07 03 02 – AL, TК 10. Переход 2 –расточить отв.ø65Н´2,8Н11 за 2 прохода, обеспечить Ra2,5. Режимы резания: на 1 м проходе-V1= 650м/мин, S1 =0,3 мм/об, t1=0,8мм; на 2 м проходе – V2= 750м/мин, S1=0,09 мм/об, t1= 0,2мм. Точить торцы перемычки последовательно в размер 5h12 и 7H12 за 2 прохода, обеспечить Ra 1,25. РИ – резец S16R-SDUCR 07, пластина DCGX 07 03 02 – AL, TК 10. Переход 3 – расточить отв.ø10Н9´5h12 за 2 прохода, обеспечив Ra 2,5. Режимы резания: на 1 м проходе-V1= 280м/мин, S1 =0,2 мм/ об, t1=0,4мм; на 2 м проходе – V2= 280м/мин, S1=0,07мм/об, t1= 0,1 мм. |
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 807; Нарушение авторских прав?; Мы поможем в написании вашей работы!