КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Микроплазменная сварка
|
|
|
|
Разновидности
В зависимости от силы тока различают три разновидности плазменной сварки:
- микроплазменная (Iсв = 0,1–25А);
- на средних токах (Iсв = 50–150А);
- на больших токах (Iсв > 150А).
Наиболее распространенной является микроплазменная сварка. В связи с достаточно высокой степенью ионизации газа в плазмотроне и при использовании вольфрамовых электродов диаметром 1–2 мм плазменная дуга может гореть при очень малых токах, начиная с 0,1 А.
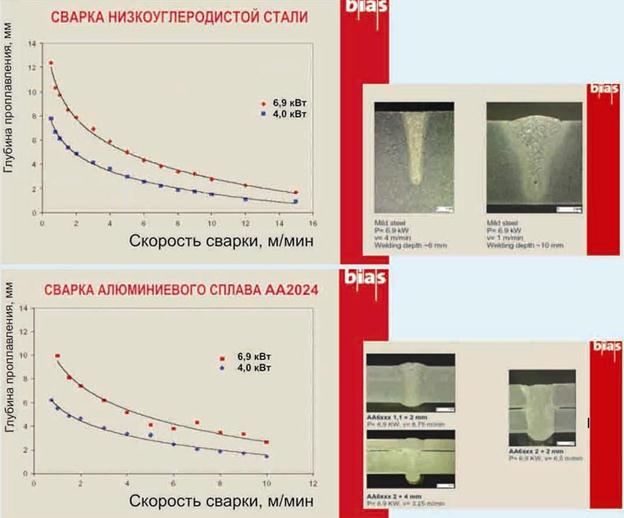
В настоящее время отработаны технологии сварки металлов малых и средних толщин до 5…12 мм - с одной стороны (как одним, так и совмещённым излучением) и до 16 мм - с двух сторон.
Лазерную сварку следует рекомендовать к применению, когда необходимо получить следующие требования к изделию:
· получение прецизионной конструкции, размеры которой практические не должны меняться;
· малой зоны термического влияния;
· минимальных остаточных напряжённых состояний;
· высокой коррозионной стойкости, а также других требований, при которой другие технологии изготовления сварной конструкции не могут выполнить данные условия.
Качество и надежность сварных соединений, выполняемых лазерным лучом, в значительной степени определяются точностью сборки элементов под сварку. Необходимая точность сборки достигается подготовкой свариваемых кромок на металлорежущих станках (строганием, фрезерованием, точением).
Поверхность металла в зоне сварки следует очищать от окалины, ржавчины, других загрязнений, а также от влаги. Указанные загрязнения и влага создают условия для образования пористости, оксидных включений, а в некоторых случаях и холодных трещин в металле шва и зоне термического влияния за счет насыщения водородом. Зачищать свариваемые поверхности следует щетками из нержавеющей стали на участке не менее 10-15 мм как выше, так и ниже свариваемых кромок. Зачищаются также торцевые поверхности, прилегающие к свариваемым участкам. После зачистки место сварки рекомендуется обезжирить.
Сборка под сварку должна обеспечивать возможность тщательной подгонки кромок по всей длине шва с минимальным зазором и перекосом кромок. При толщине свариваемого материала >1,0 мм зазор не должен превышать 5-7% толщины (не более 0,1 мм). Смещение одной кромки относительно другой по высоте не должно превышать 20-25 % от толщины свариваемых деталей (не более 0,5 мм). При сборке под сварку не рекомендуются прихватки. В случае необходимости прихватки следует выполнять лучом лазера. Защищать поверхности шва от окисления следует гелием или смесью гелия с аргоном в соотношении 2:1, а также аргона с углекислым газом при соотношении 3:1, подаваемыми через специальное сопло. Корень шва с обратной стороны рекомендуется защищать аргоном. В некоторых случаях при сварке низкоуглеродистых сталей допускается отсутствие защиты шва. Характерные режимы непрерывной лазерной сварки некоторых сталей обеспечивают сочетание формирования качественного шва, высокой технологической прочности и высоких механических свойств сварного соединения.

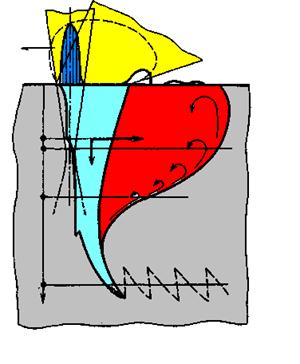
Рис. Геометрия канала проплавления (КП) и зоны расплава (КР) в продольном сечении по оси шва (СИ — сфокусированное лазерное излучение; Ж — факел над поверхностью; Н — глубина проплавления; Zо — зона прямого облучения;
Zп — зона перетяжки сфокусированного излучения; Z — граница области устойчивого и неустойчивого проплавления.
Приведем перечень основных особенностей и преимуществ лазерной сварки:
· Высокая производительность процесса, характерные скорости сварки могут достигать 200-400 м/час (55…110 мм/сек), а при использовании лазерно-дуговой технологии и до 2000 м/час.
· Возможность сварки самого широкого спектра марок сталей, сплавов и материалов - от высоколегированных высокоуглеродистых марок стали до сплавов меди и титана, керамики и стекла.
· Возможность сварки разнородных металлов.
· Отсутствие присадочных материалов.
· Возможность сварки встык листов металла достаточно большой толщины за один проход.
· Отличные свойства металла шва и околошовной зоны, во многих случаях механические свойства металла шва не хуже свойств основного металла, а иногда и выше.
· Малая ширина зоны термического влияния и малый уровень деформаций, примерно в 3-5 раз ниже, чем при дуговой сварке.
· Возможность сварки в труднодоступных местах и разных пространственных положениях.
· Хорошая управляемость и гибкость процесса, возможность полной автоматизации.
· Возможность транспортировки лазерного излучения от источника на значительные расстояния, а для волоконных лазеров и по оптическому световоду.
· Экологическая чистота процесса, определяется отсутствием флюсов и других сварочных материалов
Применение лазеров для сварки металлов наиболее хорошо изучено, отработано и позволяет сваривать, как миниатюрные детали с размерами несколько микрометров, так и крупные детали с толщиной стенок 10 мм и более. При этом лазерная сварка позволяет получать надежные сварные соединения разнородных материалов, например, алюминия со свинцом, а также тугоплавких металлов, как вольфрама с молибденом.
Лазерная сварка имеет ряд преимуществ не только перед традиционными способами сварки, например, газовой и дуговой сваркой, но и перед такими современными способами сварки, как микроплазменная и электроннолучевая сварка.
Малая расходимость лазерного излучения позволяет получать большие плотности мощности энергии (более 108 Вт/см2) и, следовательно, использовать режим сварки с глубоким проплавлением, характерный для электронно-лучевой сварки.
Лазерное излучение легко может быть сфокусировано в нужном месте с использованием отражающей оптики и направлено в труднодоступные места. При этом для лазерной сварки не нужно вакуума, как в электронно-лучевой сварке, или какой-либо специальной среды [1].
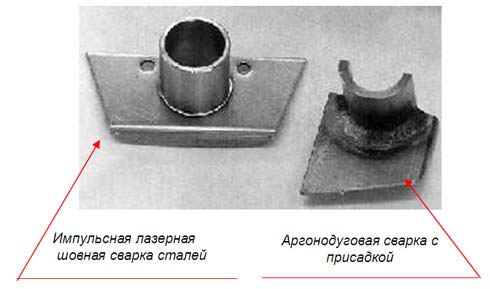
При аргонодуговой сварке все геометрические размеры детали, вследствие больших тепловых вложений, выходят за поле допуска, поэтому приходится закладывать припуски на последующую механическую обработку, так как выдержать допуски в десятки микрон на геометрические размеры свариваемой детали – перпендикулярность, параллельность, овальность отверстия практически осуществить невозможно.
Переход на импульсную лазерную сварку позволил сохранить все геометрические размеры детали в микронном поле допуска и сделать технологическую операцию импульсной лазерной шовной сварки окончательной сборочной операцией.
Импульсная лазерная шовная сварка производилась на твердотельном технологическом лазере модели HTF -100.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1185; Нарушение авторских прав?; Мы поможем в написании вашей работы!