КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологічна частина
|
|
|
|
В цій частині необхідно розрахувати: технологічно необхідну кількість ліній або постів для ЩО, ТО-1, ТО-2, Д-1, Д-2, зони ПР, зварювального, малярного, кузовного, шиномонтажного відділень, зони очікування ТО і ПР (для кожного відділення розрахунок виконується з обґрунтуванням початкових даних і нормативів). Вибрати основне технологічне устаткування для виконання ЩО, ТО-1, ТО-2 і ПР.
Скласти схему розміщення основного технологічного устаткування ліній (дільниць, зони), розташування робочих постів. Розрахувати площу підрозділу. Виконати схему розташування робочих постів. Розробити технологічну документацію на обслуговування, ремонт і випробування (регулювання) агрегату, вузла, деталі, відповідної системи автомобіля. Запропонувати стенд, пристосування для використання в технологічному процесі ТО і ПР з описанням його будови і принципу дії.
4.1 Розрахунок кількості постів ТО, ПР
Кількість постів – основний параметр, що відображає виробничу потужність зони ТО-1, ТО-2, ПР і що визначає планувальні рішення при проектуванні або реконструкції виробничого корпусу АТП.
При технологічному розрахунку визначається кількість постів ТО і ПР для наступних зон і відділень. Зони ТО, ПР (контрольно-діагностичні, кріпильні, регулювальні, розбирально-складальні роботи), малярне відділення, зварювальне відділення, кузовне відділення, пости для зняття коліс, інші відділення в залежності від виробничої структури конкретного АТП.
Кількість універсальних або спеціалізованих постів у зоні ТО і ПР, в одиницях, визначається за формулою
·
Х п ТО = Т п / (D р роб ТО · n з ТО · t зТО · Р ТО · φ п ТО ), (29)
де Т п - річна трудомісткість виконуваних робіт на постах за видами дій, люд.- год;
|
|
|
D р роб ТО - дні роботи зони ТО за рік;
n з ТО - кількість змін роботи зони ТО;
t зТО - тривалість змін роботи зони ТО, годин;
Р ТО - середня кількість робітників, зайнятих одночасно на посту ТО, чол.;
φ п ТО - коефіцієнт використання часу поста ТО, φ п ТО = 0,85…0,95
Наприклад: розрахунок ведемо для ТО-2
Х п ТО = 64033,7 / 365 · 1 · 8,2 · 4 · 0,9 = 5,9
Приймаємо 6 постів. Таким чином, для виконання автомобілям ТО-2 необхідно спроектувати потокову лінію, на якій розмістити 6 постів (перелічити найменування прийнятих постів).
Кількість робочих постів, в одиницях, при одиничному методі ТО (Х п ТО ) знаходять із співвідношення
Х п ТО = τ п / (R · φ п ТО ), (30)
де τ п - такт поста (час перебування автомобілів на посту обслуговування), в годинах, визначається за формулою
τ п = (60 · t х · С ТО / Р) + t п , (31)
де t х - час виконання робіт на посту, в хвилинах;
С ТО - частка постових робіт ТО, С ТО = 0,39…0,57
Р - середня кількість робітників, зайнятих одночасно на одному посту ТО. Середні значення Р становлять: для ЩО - 1…3 чол., для ТО-1 - 2…4 чол.,
для ТО-2 - 2…5 чол., для діагностування - 1…2 чол.
t п - час додаткових робіт, t п = 1…3 хвилини;
R - ритм виробництва, в хвилинах, (час, відведений АТП на перебування одного автомобіля в зоні обслуговування) визначається за формуло
R = 60 · Т об / N х доб = 60 · n з об · t з об / N х доб , (32)
де Т об - тривалість роботи зон обслуговування за добу, год.;
N х доб - число технічних впливів відповідного вигляду (ТО-2) за добу. За попереднім розрахунком N х доб = 2;
n з об - кількість змін зон обслуговування, n з об = 1;
t з об - тривалість зміни роботи зон обслуговування, t з об = 8,2 години;
φ п ТО - коефіцієнт використання часу поста ТО, φ п ТО = 0,85…0,95
Ритм виробництва і такт поста визначають окремо для ЩО, ТО-1, ТО-2. Величина R залежить від виду та організації робіт, моделі обслуговування, застосо-ваного устаткування та інших факторів.
|
|
|
Наприклад:
R = 60 1 8,2 / 2 = 246,
τ п = (60 · 8,2 · 2 / 4) + 2 = 248,
Х п ТО = 248 / (246 · 0,95) = 1
Таким чином, кількість робочих постів, в одиницях, при одиничному методі ТО (Х п ТО ) складає один пост.
Кількість робочих постів при потоковому методі ТО визначають множенням кількості потокових ліній на кількість робочих постів на одній потоковій лінії.
Кількість постів зони поточного ремонту Х пПР визначають з урахуванням річної трудомісткості постових робіт на поточному ремонті автомобілів за формулою
Х пПР = С ПР · Т ПР · К нн / (D р роб ПР · n з ПР · t зПР · Р ПР · φ п ПР · q ), (33)
де С ПР - частка постових робіт ПР, С ПР = 0,39…0,57;
Т ПР - річна трудомісткість виконуваних робіт на постах при виконанні ПР.
За попереднім розрахунком Т ПР = 52429 людино-годин;
К нн - коефіцієнт нерівномірності надходження автомобілів у ПР, К нн = 1,2…1,5;
D р роб ПР - дні роботи зони ПР за рік, D р роб ПР = 253…365;
n з ПР - кількість змін роботи зони ПР, n з ПР ≥ 2;
t зПР - тривалість змін роботи зони ПР, год.;
Р ПР - середня кількість робітників, зайнятих одночасно на посту ПР, Р ПР = 1...3 чол.;
φ п ПР - коефіцієнт використання часу поста ПР, φ п ПР = 0,8…0,9;
q - коефіцієнт, який враховує кількість робітників за змінами у зоні ПР автомобілів
q = ∑Р / Р 1 · n зм ПР, (34)
де ∑Р, Р 1 - явочна чисельність робітників зони або дільниці, відповідно, загальна та в найбільш завантажену зміну;
n зм ПР - кількість змін роботи зони ПР, n зм ПР = 2
Наприклад:
q = 14 / 14 · 2 = 0,5,
Х пПР = 0,5 · 52429 · 1,3 / (365 · 2 · 8,2 · 2 · 0,9 · 0,5) = 6,3
Приймаємо 7 постів.
Поточний ремонт (ПР) автомобілів виконують індивідуальним і агрегатним методами.
За індивідуального методу ремонту агрегати, зняті з автомобіля, не знеособлю-ють, їх ремонтують, а потім установлюють на той самий автомобіль. За такої організації ремонтних робіт автомобіль довго простоює.
Агрегатним методом здійснюють поточний ремонт автомобілів у ВАТ АТП, щоб скоротити простої рухомого складу. При цьому несправні агрегати або агрегати, що потребують капітального ремонту, замінюють справними, взятими з обмінного фонду.
Поточний ремонт автомобілів включає постові роботи (розбірно-складальні) і виробничо-цехові. Постові роботи виконують на універсальних і спеціалізованих постах поточного ремонту автомобілів. На універсальних постах поточний ремонт виконує одна бригада робітників, на спеціалізованих він виконується на кількох спеціалізованих постах, кожен із яких призначений для певного виду операцій.
|
|
|
Пости поточного ремонту оснащують оглядовими канавами і обладнують підйомно-транспортними пристроями й інструментами.
Потоковий метод дає змогу підвищувати культуру обслуговування, поліпшувати умови праці й техніку безпеки, підвищувати продуктивність праці та якість обслуго-вування, застосовувати високопродуктивне устаткування, засоби механізації та автоматизації, забезпечувати ритмічність виробничих процесів, краще використо-вувати виробничі площі.
Потоковий метод ТО ефективний, якщо добова або змінна програма обслуго-вування достатні для повного завантаження потокової лінії; точно додержуються графік подачі автомобіля; чітко розподіляються операції ТО за виконавцями; роботи широко механізуються й автоматизуються; є належна матеріально-технічна база, резервні пости й,,ковзні” виконавці; добре налагоджено постачання потокової лінії всіма потрібними деталями, матеріалами й інструментом.
4.2 Підбір технологічного обладнання для виробничих відділень, постів і зон
Підбір обладнання виконується по всіх зонах, відділеннях, дільницях і складах у відповідності з рухомим складом, що експлуатується, вибраними формами організації праці і технологією виробництва, розрахунковою кількістю ліній, постів, чисельністю і розподілом робітників по змінах.
Підбір проводиться на підставі каталогів і табеля технологічного обладнання АТП, а також з урахуванням інформації про випуск нового сучасного обладнання.
Ремонтні підрозділи оснащують в основному устаткуванням постійної дії. Кількість такого устаткування (Х ус) визначають виходячи з річної трудомісткості даної групи робіт і визначається за формулою
Х ус = Т гр / (D р роб · n гр · t гр. · φ гр · Р), (35)
|
|
|
де Т гр - річна трудомісткість даної групи робіт, людино-годин;
D р роб - кількість робочих днів роботи устаткування в році;
n гр - кількість змін роботи устаткування;
t гр. - тривалість зміни роботи устаткування, год.;
φ гр - коефіцієнт ви користування устаткування за часом, φ гр. = 0,6…0,9;
Р – кількість виконавців, які одночасно обслуговують одиницю устаткування
Для оснащення постів необхідним технологічним устаткуванням необхідно:
1- скласти перелік технологічних операцій, які передбачається виконувати на кож-ному відповідному посту;
2- розрахувати або вибрати необхідне технологічне обладнання, стенди, пристосу-вання й інструмент (якщо на посту працюють кілька виконавців технічного обслуговування, то комплектами слюсарного і вимірювального інструментами забезпечуються кожний працівник);
3- визначити трудомісткість робіт на кожному посту у відповідності до обсягу робіт у відсотковому відношенні. Наприклад: згідно попередньому розрахунку річний обсяг технічного обслуговування ТО-2 складає - 8814 людино-годин або в перерахунку на один автомобіль складає 8814 / 694 = 12,7 людино-години. За зміну планується ремонтувати в об’ємі ТО-2 два автомобіля (694/365 = 2). За розрахунком на 7 постах повинні виконувати ТО-2 автомобіля одночасно 14 робітників з розподілом по постах згідно обсягу робіт.
На підставі таблиці 2 визначаємо середню трудомісткість видів робіт у відсотковому відношенні від добової загальної трудомісткості, які виконуються під час ТО-2 і визначаються за формулою
Т ср = Т доб то-2 · е /100, (36)
де Т доб то-2 - загальнодобова трудомісткість виконання ТО-2, людино-годин;
е – відсоток виконання виду робіт від загальнодобової трудомісткості, %
Діагностичні 12,7 · 10/100 = 1,27
Кріпильні 12,7 · 35/100 = 4,44
Регулювальні 12,7 · 19/100 = 2,4
Мастильні, очисні 12,7 · 11/100 = 1,4
Електромеханічні 12,7 · 10/100 = 1,27
Обслуговування системи живлення 12,7 · 12/100 = 1,54
Шинні 12,7 · 3/100 = 0,38
Примітка: деякі довідкові дані приведені у додатках 1, 2, 3, 4.
Таблиця 2 – Види і обсяги робіт при ТО-1 і ТО-2
| Вид робіт | Обсяг робіт, % | |||
| ТО-1 | ТО-2 | |||
| Вантажні автомобілі | Причепи і напівпричепи | Вантажні автомобілі | Причепи і напівпричепи | |
| Діагностичні Кріпильні Регулювальні Мастильні, очисні Електромеханічні Обслуговування системи живлення Шинні | 8 – 10 32 – 38 10 – 12 16 – 26 10 – 13 3 – 6 7 - 9 | 3,5 – 4,5 35 – 45 8,5 – 10,5 20 – 26 7 – 8 - 15 - 17 | 6 – 10 33 – 37 17 – 19 14 – 18 8 – 12 7 – 14 2 - 3 | 0,5 – 1 60 – 66 18 – 24 10 – 12 1 – 1,5 - 2,5 – 3,5 |
Курсовим проектом пропонується для організації ТО-2 автомобілів впровадити потокову лінію на 7 постів з застосуванням агрегатно-вузлового методу ремонту.
Для кожного поста розраховується або підбирається необхідне технологічне устаткування і складається відомість вибраного обладнання і заноситься до таблиці 3.
Таблиця 3 - Відомість технологічного обладнання і оснащення дільниці ТО-2
| Найменування обладнання | Модель тип | Кіль-кість | Габаритні розміри | Загальна площа, м 2 |
| Пост 1 Контрольно-діагностична зона 1.1 Візок для акумуляторних батарей 1.2 Установка для відсмокт. відпрац.газів 1.3 Слюсарний верстак із лещатами. і т.д. | 600 – 600 400 х 400 1200 х 600 | 0,36 0,16 0,72 | ||
| Пост 2 Агрегатна зона 2.1 Шафа для інструменту і пристосувань 2.2 і т.д. | ||||
| Пост 3 Кріпильна зона 2.1 Шафа для інструменту і пристосувань 2.2 Гайковерт для гайок коліс і т.д. | ||||
| Пост 4 Регулювальна зона 3.1 3.2 і т.д. | ||||
| Пост 5 Розбирання і складальна зона 4.1 4.1 і т.д. | ||||
| Пост 6 Зняття і шиномонтажу зона 5.1 5.2 | ||||
| Пост 7 Електромеханічна зона 6.1 6.2 |
Загальна площа дільниці (постів) складає ∑f об =
4.3 Розрахунок площі виробничих зон і відділень
Загальна площа зони ТО-2 при виконанні робіт на універсальних тупикових або проїзних постах визначаються двома методами: графічним або орієнтовним – за площею горизонтальних проекцій розташованого устаткування і автомобілів на постах і визначається за формулою
F з = f а · Х з + ∑f об · К п , (37)
де f а - площа, що займається автомобілем, м 2 ;
Х з - сумарна кількість постів в зоні виконання робіт;
∑f об - сумарна площа, займана технологічним устаткуванням на всіх постах м 2 ;
К п - коефіцієнт щільності розставляння постів
Якщо на дільниці ТО-2 немає машино-місць, то формула (37) приймає вид
F з = f об · К п , (38)
де f об - площа, що займається обладнанням, м 2 . (за даними відомості обладнання);
К п – за попереднім (значення К п береться із таблиці 4.
Таблиця 4 - Значення коефіцієнтів щільності розставлення обладнання
| Найменування відділення | К п | Найменування відділення | К п |
| Слюсарно-механічне Ковальсько-ресорне Мідницьке Бляхарське Зварювальне Деревообробне Обойне Арматурне Електротехнічне Малярне | 3,5 5,0 3,5 4,5 4,5 5,0 3,5 4,5 3,5 4,0 | Шиномонтажне Акумуляторне Паливної апаратури Кузовне Агрегатне Склад мастила Склад ГАВ Склад запасн. частин Комора інструментів | 4,0 3,5 3,5 4,5 4,0 2,5 2,5 2,5 2,5 |
При поєднанні різних видів робіт в одне відділення або дільницю (зварювальне, ковальсько – мідницьке та інші) відомість повинна бути складена спеціально.
В цьому випадку кількість робочих місць може перевищувати число робітників, зайнятих в одну зміну. У відомість включається машино-місця для виконання постових робіт (зварювальних, кузовних та інших), кількість яких повинно визначатися розрахунком. Дані відомостей використовуються для розрахунку площ відділень. На рисунку 1 умовно показані розташування постів і технологічного устаткування для виконання ремонту ТО-2.
Розставлення технологічного обладнання на дільниці для виконання ТО-2 показано на рисунку 1 (показано умовно).
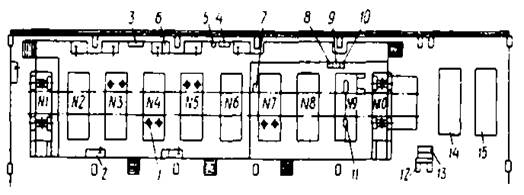
1 - підйомник для вивішування автомобілів; 2 - робочий верстак із лещатами; 3 - гідравлічний пре с;
4 - обтирально-шліфувальний верстак; 5 - вентилятор верстата; 6 - настільно-свердлильний верстат;
7 - маслороздавальні колонки; 8. 10 - ванни для масляних фільтрів; 9 - пристрій для промивання
системи мащення двигуна; 11 - лійка для зливання відпрацьованого масла; 12 - силова шафа; 13 - пульт
керування конвеєром; 14 - пост перевірки розвалу і сходження коліс; 15 - пост перевірки ефективності гальм
Рисунок 1 - Схема потокової лінії ТО-2 із поперечним переміщенням автомобіля
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1957; Нарушение авторских прав?; Мы поможем в написании вашей работы!