КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Службові символи
|
|
|
|
| Позначення службового символу | Зміст інформації, яка вноситься в графи розташованих на рядках |
| А | Номер (назва) цеха дільниці робочого місця, де виконується операція; номер код і назва операції; позначення документів, які використовуються при виконанні операції |
| Б | Код і назва обладнання, інформація по трудовитратах (То Тd Тnз тощо) |
| К | Інформація з комплектування складальної одиниці деталями, їх позначення і звідки надійшли (з дефектування комплектування, складу; код одиниці величини і нормування; кількість деталей на складальну одиницю і норма витрат)_ |
| М | Інформація про основний матеріал (пакування, відновлювану деталь, їхній код, назва, позначення і звідки надійшли; код одиниці вимірювання і нормування; кількість на складальну одиницю і норми витрат) |
| О | Зміст операції. Переходи проставляють з початку рядка, під цифрами 1, 2_, 3, і тощо |
| Т | Інформація про технологічну оснастку, яка застосовується при виконанні операції. Примітка. Записувати в такій послідовності: пристосування, прилад допоміжний, різальний, слюсарно-монтажний, спеціальний вимірювальний, інстру м ент |
| Р | Інформація про одиницю вимірювання параметрів технологічних режимів, технологічних умов. При операційному складанні карти технологічного процесу (КТП) номер переходу проставляють з початку рядка |
| К/М | Інформує про те, що потрібно записувати комплектуючі деталі складальної одиниці, а потім комплектуючі основні і допоміжні матеріали, які витрачають на операцію |
Примітка. 1. Зміст інформації необхідно записувати в технологічній послідовності на всій довжині рядка, при необхідності можна переносити на наступний рядок.
2. Записи в графах технологічної документації (МК, КТП. ОК) потрібно записувати у відповідності з таблицею 3.
3. При розробці технологічної документації (МК, КТП, ОК), не пов'язаної з конкретним підприємством, графи цех, діл. їм (їхні номери) не заповнюються. Допускається проставляти умовні позначення.
4. В операційних картах (ОК) на складання складальної одиницірекомендується позначати переходи операції символом «П» замість цифр.
Маршрутну карту (МК) складають у відповідності із планом технологічних операцій виконання технічних обслуговувань (діагностувань).
Маршрутна карта в повній мірі унаочнює процес в технологічній послідовності.
Операції розташовують в раціональній послідовності відповідно плану маршрутної технології технічного обслуговування (діагностування).
Кожній із операцій присвоюється шифр, найменування. Визначається та вказується перелік матеріально-технічного забезпечення операцій у відповідності із планом.
Маршрутна карта виконується по формі рисунок 16.
Послідовний опис операцій технологічного процесу називають технологічною картою. Вона містить дані про раціональну послідовність виконання операції, технічні умови, режими роботи, обладнання, інструмент, матеріали, способи контролю, час на виконання операції, розряд робітника та інші дані. Технологічна карта є основою для економічних розрахунків, організації і планування ремонтно-обслуговуючого виробництва. Зміст карт дозволяє проектувати або вибирати обладнання, інструмент, пристосування, розраховувати обсяг роботи та кількість виконавців, здійснювати розміщення обладнання, контролювати якість виконання робіт і т.ін.
Для найбільш раціональної організації робіт з технічного обслуговування, ремонту і діагностування машин, їх агрегатів і систем та механізмів складаються технологічні карти. На підставі цих технологічних карт визначається об'єм робіт технічного впливу, а також здійснюється розподіл робіт (операцій) між виконавцями.
Технологічні карти складаються на пост діагностування (карта діагностування Д1, Д2); відповідний вид робіт ТО, діагностування; операцію ТО. Приклад технологічної карти приведено на рисунку 17.
В технологічних картах вказується перелік операцій, обладнання і інструмент, норму часу на операцію, короткі технічні умови на виконувані роботи, розряд робіт і спеціальність виконавців.
Карти ескізів (КЕ) - графічне зображення переходів розроблених операцій у вигляді ескізів з додаванням необхідних схем, таблиць. Вони оформляються відповідно до вимог стандартів системи ЄСТД. а також доповнень, пояснень і обмежень, викладених у нормативних технічних матеріалах системи агропромислового комплексу. На картах ескізи виконують у довільному масштабі, але пропорція конфігурації деталі повинна відповідати її абрису. Приклади КЕ приведено на рисунках 18,19.
| Дубл. | |||||||||||||||||||||||||||||||||
| Взам. | |||||||||||||||||||||||||||||||||
| Подл. | Зм | Арк | № докум | Підпис | Дата | Зм | Арк | № докум | Підпис | Дата | |||||||||||||||||||||||
| Розробив | Болюк | Агротехнічний коледж Уманського ДАУ | АБВГ.ХХХХХХ.ХХХ. | Система мащення | СМД-62 | ||||||||||||||||||||||||||||
| Перевір | |||||||||||||||||||||||||||||||||
| Т. контр. | |||||||||||||||||||||||||||||||||
| ТО і діагностування системи мащення двигуна трактора Т-150К | |||||||||||||||||||||||||||||||||
| Н. контр. | |||||||||||||||||||||||||||||||||
| А | Цех | Дільн | Рм | Опер | Код, найменування операції | Позначення документа | |||||||||||||||||||||||||||
| Б | Код, найменування обладнання | См | Проф | Р | УТ | КР | КОИД | Ен | Оп | Кшт | Тпз | Тн | |||||||||||||||||||||
| К/М | Найменування деталі, скл. одиниці або матеріалу | Позначення, код | ОПП | ЕВ | ЕН | Кі | Нв | ||||||||||||||||||||||||||
| 005 | Очистка і промивка ротора реактивної оливної центрифуги (при ТО-2 і ТО-3) | ||||||||||||||||||||||||||||||||
| Прилади, інструмент, пристосування і матеріали | |||||||||||||||||||||||||||||||||
| Тиски слюсарні неповоротні типу 1-200 ГОСТ 4045-57; ключі гайкові 17, 36 мм; викрутка 200х1,0 мм; | |||||||||||||||||||||||||||||||||
| Дріт мідний діаметром 2 мм і довжиною 50 мм; скребок дерев’яний; щітка капронова арт. 3717 | |||||||||||||||||||||||||||||||||
| Піддон малий ОРГ 1468-18-790; ганчір’я обтиральне; гас 1 кг; солідол 0,002 кг | |||||||||||||||||||||||||||||||||
| 010 | Визначення загального стану системи мащення | ||||||||||||||||||||||||||||||||
| Прилади, інструмент, пристосування і матеріали | |||||||||||||||||||||||||||||||||
| Тахоспідометр штатний; показник тиску штатний; автостетоскоп | |||||||||||||||||||||||||||||||||
| (Аналогічно за формою операцій 005, 010 заповнюються дані маршрутної карти по інших операціях) | |||||||||||||||||||||||||||||||||
| МК | Маршрутна карта | 1 | |||||||||||||||||||||||||||||||
Рисунок 16 Зразок маршрутної карти технічного обслуговування
| Операційно-технологічна карта ТО і діагностування системи мащення двигуна СМД-62 (модель, марка) ТЕХНОЛОГІЧНА КАРТА № 1 операція 005 Очищення і промивання ротора реактивної оливної центрифуги при ТО-2 і ТО-3 Трудомісткість 0,2 люд.-год. (вид обслуговування) | |||||||||||||||||||
| № п/п | Найменування і зміст робіт | Місце виконання | Число місць точок обслугов. | Трудо- місткість люд. год. | Прилади, інструмент, пристосування, модель, тип | Технічні вимоги і вказівки | |||||||||||||
| 1. | Очистити ковпак центрифуги від пилу і бруду | зверху | 1 | 0,005 | Ганчір’я обтиральне | ||||||||||||||
| 2. | Відкрутити гайку 6 кріплення ковпака 5 і зняти ковпак | зверху | 1 | 0,01 | Ключ гайковий 17 мм | ||||||||||||||
| 3. | Відкрутити гайку 7 і обережно зняти з осі упорну шайбу 8 і | зверху | 1 | 0,02 | Ключ гайковий 17 мм | ||||||||||||||
| ротор центрифуги | |||||||||||||||||||
| 4. | Встановити ротор центрифуги в тиски і не затискаючи губок, | дільниця ТО | 1 | 0,02 | Лещата слюсарні: | ||||||||||||||
| відкрутити гайку ротора 9 | ключ гайковий 36 мм; викрутка | ||||||||||||||||||
| 5. | Зняти кришку 11, очистити остов 16 ротора і внутрішню порож- | дільниця ТО | 1 | 0,025 | Скребок; ванна мийна; кисть волосяна | Внутрішня поверхня кришки має бути ре- | |||||||||||||
| нину кришки 11 від забруднень, промити комплектуючі в чистій | або щітка капронова | тельно очищена. Промивати внутрішню | |||||||||||||||||
| рідині для промивання | поверхню кришки не рекомендується | ||||||||||||||||||
| 6. | Перевірити чи не забруднені сопла форсунок. Прочистити при | дільниця ТО | 1 | 0,035 | Дріт мідний; ключ гайковий 36 мм; | Мітки на кришці і основі ротора повинні | |||||||||||||
| необхідності форсунки мідним дротом. Перевірити стан ущіль- | ганчір’я обтиральне; солідол | співпадати. Гайку ротора необхідно | |||||||||||||||||
| нювального кільця 14, змастити кільце солідолом. Зібрати | затягувати з невеликим зусиллям | ||||||||||||||||||
| ротор центрифуги | |||||||||||||||||||
| 7. | Ретельно очистити шийки осі 10 і спрягаючими з ними поверхні | дільниця ТО | 1 | 0,030 | Ключ гайковий 17 мм | Забоїни і натерті місця на поверхнях | |||||||||||||
| ротора. Встановити ротор на вісь. Встановити шайбу 8 і | не допускаються | ||||||||||||||||||
| накрутити гайку 7 | |||||||||||||||||||
| 8. | Перевірити обертання ротора від руки | на двигуні | 1 | 0,015 | |||||||||||||||
| 9. | Перевірити стан ущільнюючої прокладки 15. Встановити ковпак 5 | 1 | 0,02 | Ключ гайковий 17 мм | |||||||||||||||
| на місце і закріпити гайкою 6 | |||||||||||||||||||
| 10. | Перевірити роботу центрифуги за часом обертання ротора | на двигуні | 1 | 0,02 | Хронометр | Ротор центрифуги повинен обертатися | |||||||||||||
| після зупинки прогрітого двигуна. У випадку невідповідності | після зупинки двигуна не менше 40 с | ||||||||||||||||||
| технічним вимогам, перевірити знову стан підшипників ротора | |||||||||||||||||||
| і сопел форсунок. Усунути виявлені недоліки. | |||||||||||||||||||
| Аркуш | |||||||||||||||||||
| Перевірив | |||||||||||||||||||
| Аркушів | |||||||||||||||||||
| Зм | Арк | № докум | Підпис | Дата | Зм | Арк | № докум | Підпис | Дата | Н.контр. | Прізвище | Підпис | Дата | ||||||
Рисунок 17 Зразок операційно-технологічної карти технічного обслуговування
| Дубл. | ||||||||||||||||||||||
| Взам. | ||||||||||||||||||||||
| Подл. | Зм | Арк | № докум | Підпис | Дата | Зм | Арк | № докум | Підпис | Дата | ||||||||||||
| Розробив | Болюк | Агротехнічний коледж Уманського ДАУ | АБВГ.ХХХХХХ.ХХХ. | Система мащення | СМД-62 | |||||||||||||||||
| Перевір | ||||||||||||||||||||||
| Т. контр. | ||||||||||||||||||||||
| ТО системи мащення двигуна | ||||||||||||||||||||||
| Н. контр. | ||||||||||||||||||||||
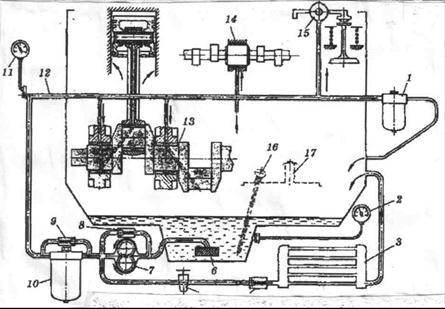
| Рисунок 3.2 Узагальнена схема системи мащення двигуна СМД-62: 1 – фільтр; 2 – термометр; 3 – радіатор; 4 – запобіжний клапан, 5 – кран; 6 – оливозбірник; 7 – оливний насос; 8 – редукційний клапан; 9 – клапан; 10 – фільтр; 11 – манометр; 12 – головна оливна магістраль; 13 – корінні підшипники колінвала; 14 – підшипники розподільчого вала; 15 – порожниста вісь коромисел; 16 – щуп оливомірний; 17 – заливна горловина | |||||||||||||||||||||
| КЕ | Карта ескізів | |||||||||||||||||||||
Рисунок 18. Зразок карти ескізів
| Дубл. | ||||||||||||||||||||||
| Взам. | ||||||||||||||||||||||
| Подл. | Зм | Арк | № докум | Підпис | Дата | Зм | Арк | № докум | Підпис | Дата | ||||||||||||
| Розробив | Болюк | Агротехнічний коледж Уманського ДАУ | АБВГ.ХХХХХХ.ХХХ. | Система мащення | СМД-62 | |||||||||||||||||
| Перевір | ||||||||||||||||||||||
| Т. контр. | ||||||||||||||||||||||
| ТО системи мащення двигуна | ||||||||||||||||||||||
| Н. контр. | ||||||||||||||||||||||
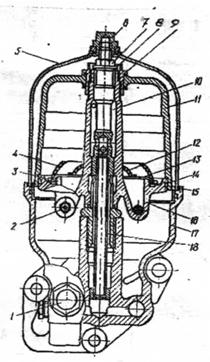
| Рисунок 3.3 Центрифуга двигуна СМД-62: 1 – перепускний клапан; 2 – форсунка; 3 – стопорне кільце; 4 – насадок, 5 – ковпак; 6 – спеціальна нагайка; 7 – гайка; 8 – упорна шайба; 9 – гайка ротора; 10 – вісь ротора; 11 – кришка ротора; 12 – сітка оливовідбивача; 13 – оливовідбивач; 14 – ущільнювальне кільце; 15 – прокладка; 16 – корпус ротора; 17 – корпус центрифуги; 18 – оливовідвідна трубка | |||||||||||||||||||||
| КЕ | Карта ескізів | |||||||||||||||||||||
Рисунок 3.3 Зразок карти ескізів
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1318; Нарушение авторских прав?; Мы поможем в написании вашей работы!