КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электрошлаковая сварка
|
|
|
|
Полуавтоматическая сварка под слоем флюса
Отличается от автоматической тем, что механизирована только подача проволоки в зону дуги, перемещение дуги вдоль шва производится вручную или простейшим механизмом, передвигаемым рукой сварщика (рис. 5.12). Применяется: для выполнения сплошных и прерывистых швов, а также криволинейных швов.
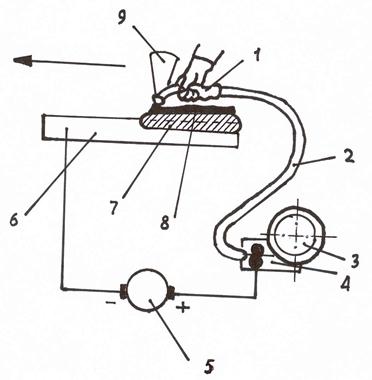
Рис. 5.13. Схема полуавтоматической сварки под слоем флюса:
1 - электрододержатель; 2 - гибкий шланговый провод; 3 - кассета;
4 - подающий механизм; 5 - сварочный генератор; 6 - основной металл;
7 - сварочный шов; 8 - флюс; 9 - бункер для флюса.
Электрошлаковая сварка - соединение металлов плавлением, при котором для нагрева используют тепло, выделяющееся при прохождении электрического тока через расплавленный шлак (рис. 5.13).
Сущность процесса заключается в следующем: в замкнутое пространство между водоохла ждаемыми пластинами и вертикально установленными кромками свариваемых деталей засы пают флюс и подают электродную проволоку. Вначале процесса возбуждают электрическую дугу, флюс плавится и образуется электропроводный шлак. Шлак шунтирует дугу, она гаснет и выходная цепь источника питания замыкается через шлак, начинается электрошлаковый процесс. Ток, проходя через шлак, разогревает его до высокой температуры. От тепла шлака плавятся основной металл и электрод. Расплав стекает вниз, выжимая шлак вверх и затвердевает. Так постепенно проваривают весь шов.
Преимущества электрошлаковой сварки:
- производительность электрошлаковой сварки металла толщиной 60 мм в 3-15 раз выше многослойной сварки под слоем флюса;
- исключается разбрызгивание металла при больших значениях сварочного тока (до 3000А);
- не требуется предварительной разделки кромок, т.к. сварка выполняется с зазором одинаковой ширины по всему сечению;
- малый расход электродного металла и флюса;
- благодаря постоянному покрытию затвердевающего металла жидкой ванной в сварном шве отсутствуют поры и шлаковые включения (сварка производится за один проход);
- толщина свариваемого металла от 16 до 600 мм за один проход.
Применяется при сварке прямолинейных и кольцевых швов деталей из низкоуглеродистых и легированных сталей, алюминия и его сплавов.
Например: барабаны котлов высокого давления, станины крупных прессов, изготовление блоков из отливок и поковок, корпуса судов, тепловозных рам и т.п.
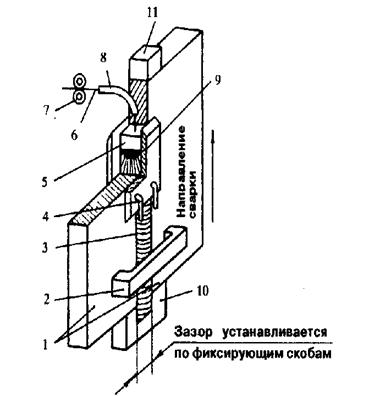 Рис.5.14.Схема электрошлаковой сварки:
Рис.5.14.Схема электрошлаковой сварки:
1. Свариваемые детали;
2. Фиксирующие скобы;
3. Сварной шов;
4. Медные ползуны (пластины);
5. Шлаковая ванна;
6. Сварочная проволока;
7. Подающий механизм;
8. Токопроводящий направляющий мундштук;
9. Металлическая ванна; 10. «Карман» - полость для формирования начала шва; 11. Выводные планки.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 637; Нарушение авторских прав?; Мы поможем в написании вашей работы!