КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электросварка в среде защитных газов
|
|
|
|
Данная сварка характеризуется тем, что в зону горения дуги подаётся защитный газ, оттесняющий воздух из области сварки и защищающий металл сварочной ванны от вредного воздействия атмосферы (рис. 5.14). Благодаря этому отпадает потребность в электродных покрытиях и сварочных флюсах.
В качестве защитных могут использоваться инертные газы (аргон, гелий), активные газы (азот, водород, углекислый газ), смеси газов (аргон с углекислым газом, аргон и водород, аргон и гелий и др.). Инертные газы не способны к химическим реакциям и практически не растворимы в металле. Для питания дуги применяют постоянный и переменный ток. Сварку выполняют плавящимся и неплавящимся электродами (рис. 5.15)
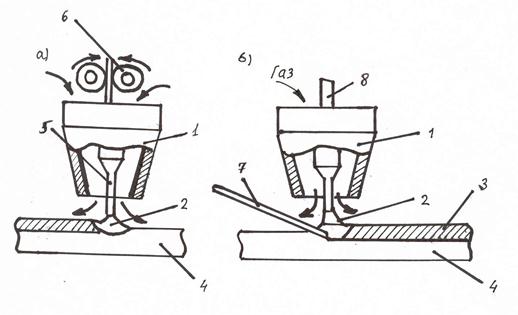
Рис. 5.15. Схема сварки в среде защитных газов плавящимися (а) и неплавящимися (б) электродом.
1 - сопло сварочной головки; 2 - сварочная дуга; 3 - сварной шов; 4 - свариваемая деталь; 5 - сварочная проволока; 6 - подающий механизм; 7 - присадочный пруток; 8 – неплавящийся электрод.
1.Аргоно-дуговая сварка разделяется на ручную (неплавящимся электродом), автоматическую и полуавтоматическую (плавящимся и неплавящимся электродами). Сварку неплавящимся электродом ведут постоянным током прямой полярности. Следует отметить, что дуга устойчива при токах порядка 1А, что позволяет проводить сварку тонкого металла (0.1 мм). В случае обратной полярности резко возрастает напряжение дуги и устойчивость дуги падает. Однако, при обратной полярности с поверхности свариваемого металла удаляются окислы и загрязнения. Это объясняется тем, что поверхность металла бомбардируется положительными ионами аргона, которые разрушают окисные плёнки (ионное травление).
Сварка плавящимся электродом в аргоне выполняется на постоянном токе обратной полярности при высокой плотности тока до (100А/мм). Аргоно-дуговая сварка применяется для сварки легированных сталей, алюминия и его сплавов, титана.
2.Азотно-дуговая сварка производится неплавящимся угольным или вольфрамовым электродом. Этим способом выполняют соединения из меди и медных сплавов.
3.Аргоно-водородная сварка имеет ограниченное применение. Её применяют для наплавки штампов и деталей из сталей с особыми свойствами - специальной горелкой с двумя вольфрамовыми электродами.
4. Сварка в углекислом газе – наиболее дешёвый способ по сравнению с другими видами сварки в защитных газах. Выполняется только плавящимся электродом на повышенных плотностях тока обратной полярности. Для избежания окисления свариваемых деталей применяют сварочную проволоку с избыточным содержанием раскислителей (марганца и кремния). Сварка в углекислом газе возможна во всех пространственных положениях. По производительности она не уступает полуавтоматической сварке под слоем флюса. Данную сварку трудно выполнить на открытом воздухе, на ветру.
Преимущества по сравнению с ручной электродуговой сваркой покрытыми электродами и автоматической сваркой под слоем флюса:
Высокая степень защиты сварочной ванны от воздуха, возможность ведения процесса во всех пространственных положениях, возможность визуального наблюдения за процессом формирования шва и его регулирования, более высокую производительность процесса, чем при ручной сварке, низкая стоимость сварки.
Применяется: в с/х машиностроении и ремонтном производстве для соединения низколегированных и легированных сталей, сплавов алюминия, а также чугуна.
Пример: силовые узлы конструкции самолётов, медицинские инструменты, алюминиевые трубы и т.д.
Сварка в атмосфере защитных газов в зависимости от степени механизации процессов подачи присадочной или сварочной проволоки и перемещения сварочной горелки могут быть ручной, полуавтоматической и автоматической.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 522; Нарушение авторских прав?; Мы поможем в написании вашей работы!