КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор оборудования, приспособлений, режущего и измерительного инструмента
|
|
|
|
Выбор технологических баз, способов обработки поверхностей, установление последовательности и содержания технологических операций
Выбор баз для черновой обработки:
1. При обработке заготовок, полученных литьём и штамповкой, необработанные поверхности в качестве баз можно использовать только на первых операциях.
2. В качестве черновых технологических баз принимают поверхности больших размеров для обеспечения большей точности базирования и закрепления за готовки.
3. Поверхности, приминаемые в качестве черновых баз, должны иметь более высокий класс точности, наименьшую шероховатость, не иметь дефектов: литников, окалины, прибылей.
4. Если у деталей есть поверхности, которые не обрабатываются вообще, то эти поверхности принимают за черновые базы.
5. В качестве черновых баз надо использовать поверхности с наименьшим припуском.
Выбор баз для чистовой обработки:
1. Должен соблюдаться принцип единства баз.
2. Должен соблюдаться принцип совмещения баз, т.е. в качестве технологических базовых поверхностей используются конструкторские и измерительные базы; при совмещении технологической и измерительной баз погрешность базирования равна нулю.
3. Базы для окончательной обработки должны иметь наибольшую точность размеров и геометрической формы, наименьшую шероховатость.
4. Базы должны определять более простую и надёжную конструкцию приспособления, удобство установки и снятия детали.
Выбор способа обработки поверхности определяется конфигурацией и габаритами детали, её массой и материалом, годовой производственной программой (объёмом выпуска детали), типом производства, имеющимся оборудованием и оснасткой.
Выбор метода обработки зависит от требований, предъявляемых к точности и классу шероховатости поверхности данной детали. Необходимая точность обработки в соответствии с требованиями различных классов точности достигается на различных станках разными способами. При выборе метода обработки необходимо учитывать экономическую целесообразность его применения.
Согласно эскизу детали обработке подлежат следующие поверхности: торец вала, ступени вала, шпоночный паз.
Торец заготовки необходимо проточить, например, на фрезерно-центровальном полуавтомате МР-71М.
Ступени вала необходимо проточить начерно и начисто, подрезать поверхности ступеней, а ступень Д3, кроме того, должна быть подвергнута предварительному и окончательному шлифованию. Точение и подрезку производить на токарно-винторезном станке 16К20, а шлифование – на круглошлифовальном станке ЗМ153.
Фрезерование открытого шпоночного паза производить на горизонтально-фрезерном станке 6Р80Г.
За черновую технологическую базу для первой операции – фрезерно-центровальной – необходимо принять две ступени заготовки – первую и четвёртую. Данные ступени расположены по концам вала и достаточны по длине для закрепления заготовки на станке.
В качестве чистовой технологической базы для обработки поверхностей вращения использовать два центровочных отверстия, полученных на первой операции.
Составляют эскиз вала (рис.1), на котором все поверхности, подверженные механической обработке, нумеруют цифрами (см. табл. 2).
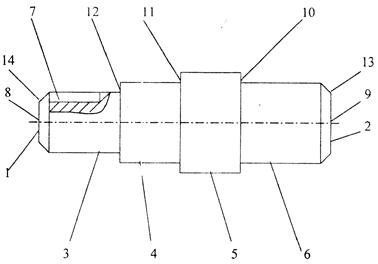
Рис.1. Эскиз вала с номерами обрабатываемых и базовых поверхностей
Принятая технологическая схема изготовления детали должна быть оформлена в виде табл. 2.
Таблица 2
Технологическая схема изготовления детали
| Номер опера-ции | Код, наименование и краткое содержание операции | Номер и наименование обрабатыва-емой поверхности | Номер и на-именование базирую-щей повер-хности | Оборудо-вание | Режущий, измерительный инструмент |
| 4269. Фрезерно-центро-вальная. Фрезеровать торцы вала и сверлить центровочные отвер-стия с двух сторон 4114. Токарно-винто-резная. Начерно точить ступени вала. Подре-зать ступени вала 4114. Токарно-винто-резная. Точить начисто ступени вала. Снять фаски Контрольная. Контроль промежуточный 4262. Горизонтально-фрезерная. Фрезеровать открытый шпоночный паз Термическая обработка. Обработать поверхность вала до HRC 30…35 4131. Круглошлифо-вальная. Шлифовать предварительно ступень ØД3 4131. Круглошлифо-вальная. Шлифовать окончательно ступень ØД3 Контрольная. Контроль окончательный согласно чертежу детали | 1,2 – торцы вала; 8,9 – центровоч-ные отверстия 3,4,5,6 – ступе-ни вала; 10,11, 12 – торцевые поверхности ступеней вала 3,4,5,6 – ступе-ни вала; 13,14 – фаски 7 – шпоночный паз 5 – ступень вала 5 – ступень вала | 3,6 – ступени вала (повер-хности двух шеек) 8,9 – Цент-ровочные отверстия 8,9 – Цент-ровочные отверстия 3,6 – ступени вала; 2 – торец вала 8,9 – центро-вочные отверстия 8,9 – центро-вочные отверстия | Фрезерно-центроваль-ный полуав-томат МР-71М Токарно-винторезный 16К20 Токарно-винторезный 16К20 Горизонталь-но-фрезерный 6Р80Г Круглошли-фовальный 3М153 Круглошли-фовальный 3М153 | Торцевая насадная фреза 160×46, Т15К6, ГОСТ 9473-80; сверло центровочное комбини-рованное, тип А, ГОСТ 14952-75; штангенциркуль ШЦ-III,250, ГОСТ 166-81 Резец проходной 2100-0423 Т15К6, ГОСТ 18878-73. Штангенциркуль ШЦ-III, 250, ГОСТ 166-81 Резец проходной 2100-0423 Т15К6, ГОСТ 18878-73. Штангенциркуль ШЦ-III, 250, ГОСТ 166-81 Штангенциркуль ШЦ-III, 250, ГОСТ 166-81 Фреза 2223-0296 ГОСТ 17026-71; шаблон специальный Шлифовальный круг А8 ГОСТ 16180-80; штангенциркуль ШЦ-III, 250, ГОСТ 166-81 Шлифовальный круг А8 ГОСТ 16180-80; штангенциркуль ШЦ-III, 250, ГОСТ 166-81 |
Устанавливая при проектировании технологического процесса метод обработки детали, производят предварительный выбор групп оборудования, указывают, на каком станке будет выполняться операция, приводят характеристику станка (наименование, модель, основные размеры) (см. п. 2.2).
При проектировании технологических процессов необходимо располагать данными о ценe, габаритах, мощности и производительности станка. Для этого надо иметь паспорт, который даёт полную характеристику станка, определяющую его производственные возможности и технологическое состояние. Если паспортов не имеется, то пользуются сведениями из соответствующих каталогов [6,7,13].
Выбор модели станка определяется, прежде всего, его возможностью обеспечивать выполнение технологических требований, предъявляемых к обрабатываемой детали в отношении точности её размеров, формы и класса шероховатости поверхности. Если эти требования можно выполнить путём обработки на различных станках, определённую модель выбирают из следующих соображений:
1) соответствие основных размеров станка габаритным размерам обрабатываемой детали или нескольких одновременно обрабатываемых деталей;
2) соответствие производительности станка количеству деталей, подлежащих обработке в течение года;
3) возможно наиболее полное использование станка по мощности и по времени;
4) наименьшие затраты времени на обработку;
5) наименьшие себестоимость обработки и отпускная цена станка;
6) реальная возможность приобретения станка;
7) необходимость использования имеющихся станков.
При проектировании техпроцесса обработки одновременно с выбором станка надо установить, какая оснастка (приспособления, инструмент и средства контроля) необходима для выполнения на данном станке намеченной операции.
Если приспособление является принадлежностью станка (тиски, люнет, угольник), то указывают только его наименование.
В единичном и мелкосерийном производстве применяется обработка без приспособлений или с приспособлениями универсального типа, которые часто являются принадлежностями станков (поворотные столы, тиски и т.д.).
В крупносерийном и массовом производстве применяются главным образом специальные приспособления, которые сокращают вспомогательное и основное время больше, чем универсальные, при более высокой точности.
Одновременно выбирается режущий инструмент, обеспечивающий достижение наибольшей производительности, требуемых точности и класса шероховатости обработанной поверхности; указываются краткая характеристика инструмента, наименование и размер, марка материала и номер стандарта (если инструмент стандартный).
Выбор инструмента производят в зависимости от следующих факторов: вида станка, метода обработки,.материала детали, её размера и конфигурации, требуемых точности и шероховатости обработки, вида производства.
Выбор материала режущей части инструмента влияет на производительность обрабатываемого материала, условия работы. Для изготовления режущей части инструмента применяют твёрдые сплавы, инструментальные стали, металло- и минералокерамические сплавы, алмазы.
Для обработки стали применяют титановольфрамовые твёрдые сплавы (при тяжёлых условиях работы применяют сплавы с низким содержанием титана, для отделочных работ – с высоким); обработки чугуна, цветных и неметаллических материалов применяют вольфрамовые сплавы; получистовой и чистовой обработки без ударных нагрузок применяют минералокерамические сплавы.
Инструментальные стали применяют в том случае, если невозможно полностью использовать свойства твёрдых сплавов: для сложных фасонных инструментов; для инструментов, работающих при низких скоростях.
Для фасонных инструментов, работающих при низких скоростях, применяют легированные стали; мелких и ручных инструментов, работающих при низких скоростях – углеродистые стали; чистовой обработки с высокой скоростью резания – алмазы.
Совместно с выбором режущего инструмента производят выбор измерительного инструмента с указанием его характеристики: наименование, тип, размер.
В единичном производстве применяют измерительный инструмент общего назначения (линейки, штангенциркули, микрометры, глубинометры и т.д.). В серийном и массовом производстве применяют специальный измерительный инструмент (калибры, шаблоны, измерительные приспособления, приборы и автоматические устройства).
Измерительный инструмент выбирается в зависимости от вида контролируемой поверхности и требуемой точности детали.
В нашем случае для рассматриваемого вала, пользуясь каталогами или справочными таблицами [7,10,13], устанавливаем, что для фрезерно-центровальной операции необходимо принять: фрезерно-центровальный полуавтомат МР-71М; инструмент – торцевую насадную фрезу 160x46 со вставными ножами, оснащёнными пластинами из твёрдого сплава (ГОСТ 9473-80), сверло центровочное комбинированное, тип А (ГОСТ 14952-75); измерительный инструмент – штангенциркуль ШЦ-III, 250, (ГОСТ 166-81).
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 3535; Нарушение авторских прав?; Мы поможем в написании вашей работы!