КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Примеры определения размеров обработки при шлифовании
|
|
|
|
Методика определения режимов резания для шлифования
К основным видам шлифовальных работ относятся круглое, наружное, внутреннее, бесцентровое, плоское и резьбошлифование. Причем каждый из указанных видов шлифования, в свою очередь, в зависимости от оборудования, абразивных инструментов, расположения поверхностей и других факторов делится на разновидности; например, круглое наружное шлифование производится по методу радиальной подачи или на проход.
Несмотря на большое разнообразие методов шлифования поверхностей, определение режимов резания и норм времени в основном примерно одинаково и производится в следующей последовательности.
Устанавливают исходные данные для расчетов:
1. Наименование и номер детали по конструкторскому документу.
2. Материал детали и механические свойства. В отличие от обработки лезвийными инструментами, где основой для установления режимов резания являются предел прочности σ в или твердость НВ, при шлифовании исходными данными для установления режимов резания являются твердость HRC шлифуемой поверхности и вид обрабатываемого материала, в зависимости от группы обрабатываемости которого определяют поправочные коэффициенты.
3. Требуемую шероховатость шлифуемой поверхности.
4. Последовательность выполнения установок и переходов, эскиз обработки с указанием установочных баз и направления всех движений инструмента и детали.
5. Припуск на обработку (для тел вращения принимают припуск на диаметр, для плоскостей – на сторону). В связи с тем, что в некоторых справочниках приведены значения минимального припуска на шлифование, то в нормативах на шлифовальные работы указано, что припуск следует принимать, включая допуск предыдущей операции, то есть брать за основу расчетный припуск.
|
|
|
6. Наименование и модель станка, форму, размеры, и характеристику шлифовального круга. Диаметр и ширину (высоту) шлифовального круга принимают по паспортным данным станка.
7. Применяемую оснастку, патроны, электромагнитные плиты, измерительный инструмент.
8. Массу детали, величину партии деталей, тип производства.
Основное время выполнения каждого прохода:
1. Определяют расчетные размеры обработки. Методика установления расчетных размеров дана отдельно для каждого вида шлифования. Примеры определения расчетных размеров на типовые виды шлифования приведены в табл. 8.
Таблица 8
| Вид шлифо-вания | Эскизы обработки. | Размеры обработки, мм | t, мм | sм, мм/мин | ||
| D | L | 2П | ||||
| На проход | 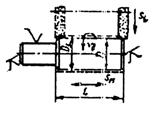
| D3 | l | D3 – D | |t|=|st| | sм |
| На проход | 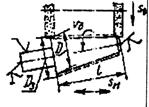
| D3 | ≈ l | D3 – D | |t|=|st | sм |
| На проход (до упора) | 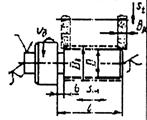
| D3 | 
| D3 – D | |t|=|st | sм |
| Врезное (с радиальной подачей) | 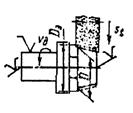
| D3 | П | D3 – D | |t|=|st | st nД |
| Торцом круга | 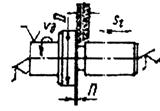
| D | П | П | |t|=|st | st nД |
| На проход | 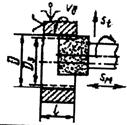
| D | l | D3 – D | |t|=|st | sм |
| Врезное (с радиальной подачей) | 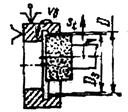
| D | П | D3 – D | |t|=|st | st nД |
| Торцом круга | 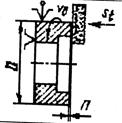
| D | П | П | |t|=|st | st nД |
| На проход | 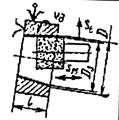
| D | ≈ l | D3 – D | |t|=|st | st nД |
2. Устанавливают режимы резания и корректируют их по паспорту станка. При нахождении режимов резания необходимо:
- при определении по нормативам скорости вращения или движения детали большие значения принимать при высоких требованиях к шероховатости обрабатываемой поверхности;
- учитывать, что скорость вращения шлифовальных кругов (скорость резания) постоянна для каждого типа станка и на величину основного времени влияния не оказывает.
3. Определяют мощность на шлифование по нормативам или формулам, проверяют выполнение условия бесприжогового шлифования, т.е. N p ≤ N б. Мощность на резание при бесприжоговом шлифовании N б = N уд В к, где N уд – удельная мощность на 1 мм ширины круга, принимаемая по нормативам в зависимости от твердости круга и скорости вращения или движения детали, кВт; В к – ширина круга, мм.
|
|
|
Пример. Определить норму штучного времени на круглое наружное шлифование поверхности вала (рис. 6) с размерами D =52 h 7 мм, l =200 мм по методу продольной подачи. Параметр шероховатости обрабатываемой поверхности R a=0,50 мкм.
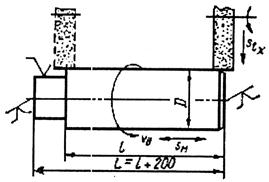
Рис. 6. Эскиз круглого шлифования
Материал – сталь ШХ15, закаленная до твердости HRC 58; диаметр заготовки – 52,4 мм; масса детали – 6,5 кг; операция – круглошлифовальная 040; установка детали в центрах с креплением хомутика.
Станок круглошлифовальный 3Б151 (N Д=7 кВт; η =0,8). Шлифовальный круг ПП600×63×305 (по паспортным данным станка). По нормативам принимают характеристику шлифовального круга 22А16НС16К8. Производство крупносерийное.
Основное время выполнения каждого перехода:
1. Расчетные размеры обработки: D =52,4 мм; длина рабочего хода стола станка с деталью Lp.x= l =200 мм; припуск на диаметр 2П=52,4 – 52 = 0,4 (мм).
2. Частота вращения детали при обработке стали с HRC >50 и диаметре шлифования до 63 мм  =170 об/мин [11,13]. Так как по паспорту станка частота вращения регулируется бесступенчато в пределах 63…400 об/мин, то нормативное значение =170 об/мин осуществимо.
=170 об/мин [11,13]. Так как по паспорту станка частота вращения регулируется бесступенчато в пределах 63…400 об/мин, то нормативное значение =170 об/мин осуществимо.
3. Фактическая скорость вращения детали
 (м/мин) = 0,47 (м/с).
(м/мин) = 0,47 (м/с).
4. При частоте вращения детали =170 об/мин и ширине шлифовального круга B к=63 мм продольная минутная подача s м=4720 мм/мин, поперечная подача  =0,005 мм/ход [11,13].
=0,005 мм/ход [11,13].
Поправочные коэффициенты на продольную подачу s м: для обеспечения параметра шероховатости обрабатываемой поверхности R a=0,5 мкм  =0,77; при шлифовании детали цилиндрической формы
=0,77; при шлифовании детали цилиндрической формы  =1. Следовательно s м =4720 · = 4720 ·0,77·1=3634≈3600 (мм/мин).
=1. Следовательно s м =4720 · = 4720 ·0,77·1=3634≈3600 (мм/мин).
По паспорту станка продольная подача (скорость продольного хода стола) регулируется бесступенчато в пределах 0,1…6 м/мин (100…6000 мм/мин).
Поправочные коэффициенты на поперечную подачу [11,13]: для первой группы обрабатываемого материала и 7-го квалитета точности  =1,25; при величине пропуска 2 П =0,4 мм
=1,25; при величине пропуска 2 П =0,4 мм  =0,94 (интерполяция); при диаметре шлифовального круга 600 мм и скорости его вращения v к=35 м/с
=0,94 (интерполяция); при диаметре шлифовального круга 600 мм и скорости его вращения v к=35 м/с  =1; при ручной подаче и измерении микрометром
=1; при ручной подаче и измерении микрометром  =0.8; для детали, имеющей сплошную цилиндрическую поверхность, при ее жесткости, определяемой отношением L Д :D Д =400:52 ≈ 7,7, т.е. больше 7,
=0.8; для детали, имеющей сплошную цилиндрическую поверхность, при ее жесткости, определяемой отношением L Д :D Д =400:52 ≈ 7,7, т.е. больше 7,  =0,9; коэффициент, учитывающий жесткость станка 3Б1515 при его эксплуатации до 10 лет, К ж =1 [11,13].
=0,9; коэффициент, учитывающий жесткость станка 3Б1515 при его эксплуатации до 10 лет, К ж =1 [11,13].
|
|
|
С учетом поправочных коэффициентов поперечная подача =0, 005· · · · · =0,005·1,25·0,94·1·0,8·0,9·1=0,0042 (мм/ход); принимают =0,005 мм/ход.
5. Мощность, затрачиваемая на резание, при обработке материала первой группы, диаметре шлифования до 70 мм, минутной подаче до 3950 мм/мин и поперечной подаче до 0,005 мм/ход N p=3 кВт [11,13]. Поправочный коэффициент на мощность при скорости круга v k=35 м/с, ширине круга B к =63 мм и твердости C1 К N =1,16; тогда N p=3!!!=3·1,16=3,48 (кВт). При N p< N шп принятые режимы обработки осуществимы (3,48<5,6).
6. Проверка выполнения условия бесприжогового шлифования. Удельная мощность при скорости вращения детали до 36 м/мин и твердости круга C1 N уд =0,125 кВт/мм [11,13].
Мощность на резание для бесприжогового шлифования N б = N уд· B к=0,125·63=7,87 (кВт). Условие бесприжогового шлифования (N p≤ N б) выдержано (3,48<7,87),
После окончания расчетов необходимо составить таблицу. В качестве примера представлены режимы резания на токарную операцию №10 (табл. 9).
Таблица 9
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 642; Нарушение авторских прав?; Мы поможем в написании вашей работы!