КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Шероховатость поверхности. В процессе изготовления деталей на их поверхности появляется шероховатость – ряд чередующихся выступов и впадин сравнительно малых размеров
|
|
|
|
В процессе изготовления деталей на их поверхности появляется шероховатость – ряд чередующихся выступов и впадин сравнительно малых размеров.
Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Влияние шероховатости на работу деталей машин многообразно:
- шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
- в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
- шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
- неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
- шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
- шероховатость влияетна точность измерения деталей;
- коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т.п.
Шероховатость поверхности является характеристикой качества поверхности детали. Она оказывает существенное влияние на износостойкость, усталостную прочность, герметичность и другие эксплуатационные свойства.
Шероховатость поверхности представляет собой совокупностьнеровностей, образующих рельеф реальных поверхностей с относительно малыми шагами в пределах базовой длины l, которая нормируется в зависимости от параметров шероховатости в пределах ряда: 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8; 25, т.е. чем больше микронеровности, тем больше базовая длина.
Типовая шероховатость поверхности, обработанная методами резания, представлена в виде профилограммы на рисунке 12
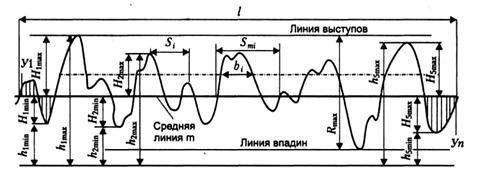
Рисунок 12 – Профилограмма поверхности
Линия, на которой выделяется совокупность поверхностных неровностей, называется базовой линией.
В качестве базовой линии при оценке неровностей используется средняялиния, которая является базой для отсчета отклонения профиля.
Средняя линия профиля m – это базовая линия, имеющая формуноминального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля от этой линии минимально.
Шероховатость поверхности регламентируется следующими стандартами:
ГОСТ 25142-82. Шероховатость поверхности. Термины и определения.
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
ГОСТ 2.309-73. Обозначение шероховатости поверхностей.
По ГОСТ 2789-73 установлены следующие параметры шероховатости:
1 Среднее арифметическое отклонение профиля Rа – это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины
Ra =  =
=  ,
,
где l – базовая длина;
n – число выбранных точек профиля на базовой длине;
yi – отклонение профиля
2 Высота неровностей профиля по десяти точкам Rz – сумма средних абсолютных значений высот пяти наибольших выступов и глубин пятинаибольших впадин профиля в пределах базовой длины
Rz =  ,
,
где ypi – высоты пяти наибольших выступов профиля;
yvi – глубины пяти наибольших впадин профиля
3 Наибольшая высота неровностей профиля Rmax – расстояние между линией выступов (линия, проходящая через высшую точку) и линией впадин (линия, проходящая через низшую точку) профиля в пределах базовой длины.
4 Средний шаг неровностей профиля Sm – среднее значение шагов неровностей профиля в пределах базовой длины
Sm = 
где Smi – шаг неровностей профиля, равный длине отрезка средней линии между точками пересечения ее с одноименными сторонами соседних неровностей;
n – число шагов в пределах базовой длины.
5 Средний шаг местных выступов профиля S – среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины
S =  ,
,
где Si – шаг неровностей профиля по вершинам, равный длине отрезка средней линии между проекциями на нее наивысших точек соседних местных выступов профиля;
n – число шагов неровностей по вершинам в пределах базовой длины
6 Относительная опорная длина профиля tp – отношение опорной длины профиля к базовой длине, %
tp =  ,
,
где ηр – опорная длина профиля
Из всех перечисленных параметров шероховатости наиболее часто применяют параметры Ra и Rz. Параметр Ra является предпочтительным, так как его определяют по значительному большему числу точек профиля, чем Rz.
Использование параметра Rz в качестве контрольного в значительной степени определяется способами измерения рассматриваемых параметров.
Значения Ra преимущественно измеряют с помощью приборов, снабженных датчиками с алмазной иглой. Определение Ra на грубых поверхностях связано с опасностью поломки алмазной иглы, а на очень гладких – с низкой достоверностью результатов из-за того, что радиус конца иглы не может фиксировать очень малые неровности.
Поэтому Rz рекомендуется использовать при значениях высоты неровностей 320…10 и 0,1…0,025 мкм, в остальных случаях – Ra.
При расчетах ответственных подвижных соединений и прессовых соединений необходимо учитывать параметр Rz, а чертежах вбольшинстве случаев заданы значения Ra. В этих случаях можно воспользоваться зависимостью
Rz = K∙Ra,
где К = 4 при Ra = 80…2,5 мкм; К = 5 при Ra = 1,25…0,02 мкм
Для числовых значений высотных параметров установлены соответствующие базовые длины, которые представлены в таблице 7.
Таблица 7 – Соответствие числовых значений Ra, Rz, Rmax числовым значениям базовой длины l
| Ra, мкм | До 0,025 | 0,025…0,4 | 0,4…3,2 | 3,2…12,5 | 12,5…100 |
| Rz, Rmax, мкм | До 0,1 | 0,1…1,6 | 1,6…12,5 | 12,5…50 | 50…400 |
| l, мм | 0,08 | 0,25 | 0,8 | 2,5 | 8,0 |
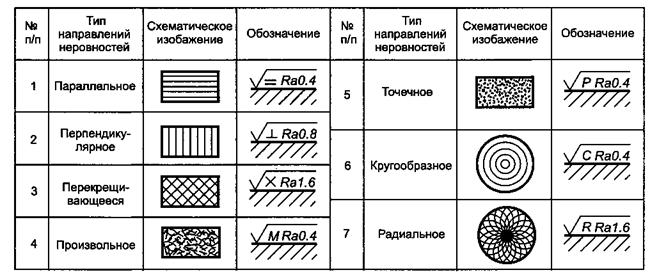
ГОСТ 2.309-73 устанавливает типы направлений неровностей и их условное обозначение, которые представлены в таблице 8.
Таблица 8 – Условные обозначения направления неровностей
ГОСТ2.309-73 устанавливает обозначения и правила нанесения шероховатости поверхности на чертежах изделий. Структура обозначения шероховатости поверхности показана на рисунке 13
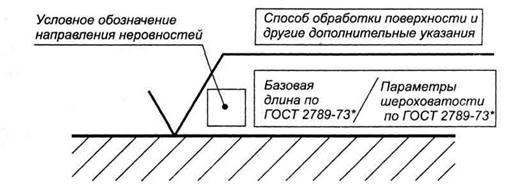
Рисунок 13 – Структура обозначения шероховатости на чертежах
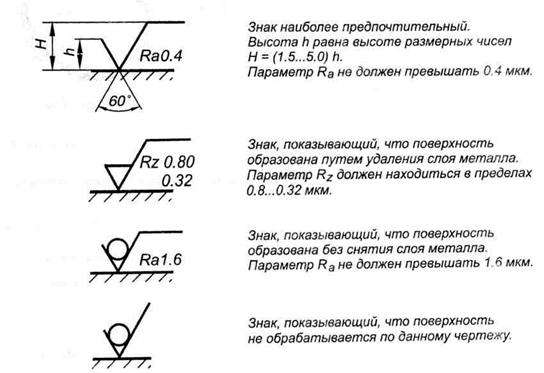
В обозначении шероховатости применяют следующие знаки:
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1396; Нарушение авторских прав?; Мы поможем в написании вашей работы!