КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зенкерование и развертывание
|
|
|
|
При обработке отверстий сверлами из быстрорежущей стали можно получить 11-12 квалитет точности и 3÷4 класс чистоты (шероховатость поверхности R z80÷ R z40). При более высоких требованиях к точности и шероховатости отверстий применяют зенкерование и развертывание отверстий. Зенкерование может дать 8-11 квалитет точности и 6 класс чистоты (шероховатостьR a = 2,5), а развертывание - 6÷9 квалитет точности и до 9 класса чистоты (R a = 0,32).
Инструменты, применяемые при зенкеровании, называются зенкерами, а при развертывании - развертками.
Зенкерование, в зависимости от предъявляемых требований к обрабатываемой поверхности, может быть операцией промежуточной под последующее развертывание или окончательной операцией при зенкеровании ранее просверленных, отлитых или прошитых отверстий. (в любом случае зенкерование - это обработка ранее образованного отверстия, кроме цекования).
При разработке технологических процессов обработки отверстий разных квалитетов точности и шероховатости поверхности, Пользуются следующими общимисхемами:
1) 12 квалитет точностии R z80( ) - сверление без кондуктора;
) - сверление без кондуктора;
2) 11 квалитет точностии R z40( ) - сверление по кондуктору;
) - сверление по кондуктору;
3) 8-9 квалитет точности иR а5 ( )÷R а 2,5 (
)÷R а 2,5 ( ) сверление, зенкерование, развертывание.
) сверление, зенкерование, развертывание.
4) 6 квалитет точности и R а 2,5 ()÷R а 0,63 ( ) - сверление и двукратное развертывание.
) - сверление и двукратное развертывание.
Зенкеры (рис.45) выпускают двух видов; цельные (а), с тремя режущими зубьями, и насадные (в)(от 32мм и выше) с четырьмя режущими зубьями. Цельные зенкеры крепятся в шпинцеле станка своими коническими (конус Морзе) хвостовиками, а насадные - на специальную оправку, также имеющую конический хвостовик.
Зенкеры могут изготовляться из быстрорежущей стали, а также с напаяными пластинками из твердых сплавов. При обработке стали применяют пластинки из сплава Т15К6, при обработке чугуна - из сплавов ВК4, ВК6, ВК8. При этом материал корпуса выполняют из инструментальной стали 9ХСили У7.
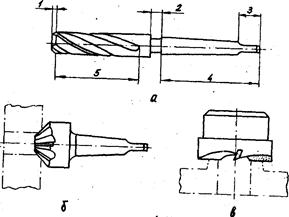
Рис 45

Рис. 46
Рис. 47 Рис. 48
Благодаря большему количеству режущих кромок, зенкер, по сравнению со сверлом, имеет лучшее направление по оси отверстия, обеспечивает более высокую чистоту и точность отверстий и дает большую производительность. Кроме того, у зенкеров отсутствует поперечная кромка, что значительно облегчает и улучшает условия резания, повышает прочность и жесткость зенкера.
По виду обрабатываемой поверхности зенкеры делят на цилиндрические (а), конические (б) и торцовые (в). Первые два типа для обработки цилиндрических и конических отверстий, а торцовые для обработки посадочных мест под гайки.
Цилиндрический зенкер (рис.45а) состоит из режущей (заборной) части I, шейки 2, лапки 3, -хвостовика 4, калибрующей части 5, которая с режущей частью составляет рабочую часть зенкера.
Зенкеры для обработки конических отверстий используются для обработки посадочных мест под потайные головки винтов, шурупов, для снятия фасок в отверстиях. Такие зенкеры называют зенковками Торцовые зенкеры называет цековками (в).
Глубина резания при зенкеровании  , где Dз- диаметр зенкера;Dо - диаметр отверстия, подготовленного под зенкерование.
, где Dз- диаметр зенкера;Dо - диаметр отверстия, подготовленного под зенкерование.
При предъявлении к отверстиям высоких требований по точности размеров и шероховатости поверхности для их окончательной обработки (после сверления или зенкерования) употребляются развертки. В зависимости от требований к качеству поверхности отверстия развертывание может быть однократным или двукратным. По форме обрабатываемого отверстия различают цилиндрические и конические развертки.
На рабочей, части (рис.46) расположены зубья развертки. Они образованы направленными вдоль ее оси прямолинейными канавками. Число зубьев у разверток всегда четное и определяется ее диаметромD по следующим соотношениям:
диаметрразверткиD, мм ≤10; 11÷20; ≥21;
число зубьев z 6; 8; 10.
Рабочая часть развертки предназначена для удаления оставленногона эту операцию припуска, а также для центрирования и направления инструмента по геометрический оси развертываемого отверстия в процессе резания. В соответствии с этим на рабочей части 3 (рис. 46) выделяют два участка: режущую часть I и направляющую (калибрирующую часть) 2.
По конструкции крепления развертки делят на хвостовые (рис. 46) и насадные. По способу применения различают машинные и ручные развертки.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 839; Нарушение авторских прав?; Мы поможем в написании вашей работы!