КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Строгальные и долбежные резцы и станки
|
|
|
|
Строгальные резцы по сравнению с токарными работают в более тяжелых условиях, т.к. они испытывают значительную ударную (динамическую) нагрузку. Под действием этой нагрузки резец изгибается в сторону опорной поверхности стержня.
Если вершина резца расположена слева от оси стержня, то она вследствие деформации опишет дугу, и глубина резания увеличится (рис.62). То есть нарушается режим резания, в частности - глубина резания (t), что может привести к браку продукции. Во избежание этого необходимо, чтобы при деформации вершина резца описывала дугу радиусом (R), касательную к обработанной поверхности. Для этого вершина резца должна быть расположена между опорной поверхностью стержня и плоскостью, проходящей через ось стержня резца. Чтобы выдержать это условие, строгальные резцы выполняют изогнутыми (рис.63).
В зависимости от назначения различают следующие типы строгальных резцов (рис.64); проходные (а), подрезные (б), отрезные (в) и фасонные. Резцы выполняют правыми и левыми, черновыми и чистовыми; их конструкции (формы поверхностей, углы заточки режущих кромок) аналогичны конструкциям резцов для токарной обработки.
Проходные резцы - для обработки горизонтальных плоскостей;
подрезные - для подрезки вертикальных плоскостей;
отрезные - для прорезки горизонтальных прямолинейных канавок;
фасонные - для фасонных поверхностей, образующая которых - кривая линия, а направляющая - прямая.
Долбежные резцы изготовляют трех основных типов (рис.65):
проходные (а), прорезные (б) и для шпоночных пазов (в). Долбежные резцы, как правило, изготовляют с пластинками из быстрорежущей стали.
Передняя поверхность долбежного резца наклонена под углом γк горизонтальной плоскости и обращена вниз, отбрасывая в этом направлении срезанную стружку. Чтобы избежать погрешностей обработки, связанных с упругими деформациями изгиба державки, положение ее относительно режущей части располагают так, чтобы она работалана сжатие. В остальном геометрия рабочей части долбежного резца идентична геометрии рабочей части строгального и токарного резца.
При совершении одного двойного хода в начале и конце контактирования с обрабатываемой заготовкой режущие лезвия строгальных и долбежных резцов подвергаются мгновенному действию силовой нагрузки и разгрузки. В результате такого динамического воздействия более интенсивно изнашиваются контактные площадки лезвия, наблюдаются частые скалывания лезвий резцов, при обработке хрупких материалов при выходе резцов происходит отламывание краев заготовки вблизи поверхности резания.
Строгальные и долбежные станки входят в седьмую группу классификации металлорежущего оборудования, которая называется "Строгальные, долбежные и протяжные". К этой группе относятся станки следующих типов; I - продольные одностоечные; 2 - продольные двухстоечные; 3 - поперечно-строгальные; 4 - долбежные; 9 - разные строгальные. На строгальных станках обрабатывают; плоские поверхности - горизонтальные, вертикальные и наклонные; уступы; пазы - Т-образные, V -образные, типа "ласточкиного хвоста", призматические (прямоугольные, трапецевидные); рифленые поверхности; фасонные поверхности (фасонными резцами или по копиру). Кроне того, нанихразрезают заготовки.
Поперечно-строгальные станки используют в мелко-серийном и индивидуальном производствах, а также во вспомогательных цехах машиностроительных заводов. На них обрабатывают заготовки, когда длина строгания не превышает 1000 мм.
Главное движение на поперечно-строгальном станке - прямолинейное возвратно-поступательное движение ползуна с резцом. Движение подачи - прерывистые поступательные движения стола с заготовкой в поперечном или вертикальном направлении (по отношению к направлению движения резца) или прерывистое поступательное перемещение суппорта в вертикальном направлении.
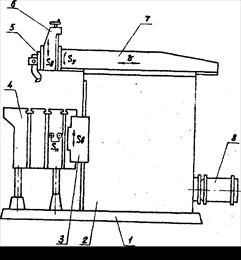 |
Устройство поперечно-строгального станка 7Д37 представлено на рис.66.
Рис. 66
Фундаментная плита 1 служит для установки и закрепления станка на фундаментном основании пола. На плите закреплена станина 2 с электродвигателем 8. В станине смонтированы коробка скоростей станка и кулисный механизм или гидропривод, обеспечивающие возвратно-поступательное движение ползуна 7 по горизонтальным направляющим станины. По вертикальным направляющим станины перемещается траверса 3 с горизонтальными направляющими. На траверсе консольно установлен стол с Т-образными пазами, на котором закрепляют обрабатываемую заготовку. На торце ползуна закреплен вертикальный суппорт 6, который можно устанавливать под углом при строгании наклонных плоскостей (Sу). Суппорт имеет возможность перемещаться по вертикальным направляющим ползуна (Sв). На суппорте смонтирован откидной резцедержатель 5, в котором закрепляют строгальный резец. Резцедержатель сделан откидным и может поворачиваться на шарнирном пальце, что необходимо для свободного скольжения резца по обработанной поверхности заготовки при холостом ходе ползуна.
На продольно-строгальных станках обрабатывают крупные тяжелые заготовки. Станки характеризуются наибольшей длиной строгания (ходом стола), которая составляет 1,5 ÷ 12 м, и шириной строгания, равной 0,7 ÷ 4,0 м. Продольно-строгальные станки подразделяют на одностоечные и двухстоечные. На двухстоечных, имеющих более жесткую конструкцию, обрабатывают более крупные заготовки.
Главным движениемна этих станках является возвратно-поступательное движение стола с заготовкой. Движение подачи - прерывистые поступательные перемещения суппорта в вертикальном и горизонтальном направлениях.
Устройство продольно-строгального станка 7210-6 представлено на рис.67..
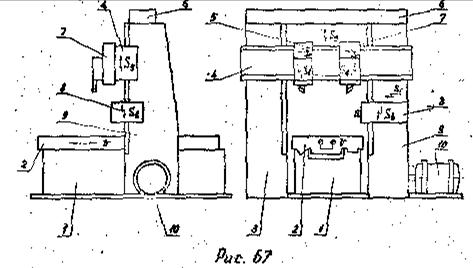
Станина станка I имеет продольные горизонтальные направляющие одна из которых V -образная, другая плоская, оснащенные пластмассовыми накладками. По направляющим станины совершает возвратно-поступательные движения стол 2 станка (главное движение γ ). Приводом движения служит электродвигатель 10.
Со станиной жестко связаны две стойки: левая 3 и правая 9, соединенные в верхней части поперечиной 6, что повышает общую жесткость станка. По вертикальным направляющим стоек перемещается траверса 4, которую в зависимости от размера обрабатываемой заготовки устанавливают на определенном уровне от плоскости стола (Sу). На траверсе смонтированы два верхних суппорта 5 и 7, получающие поперечную подачу (Sг). Суппорты можно поворачивать в вертикальной плоскости при обработке наклонных поверхностей. На суппортах установлены откидные резцедержатели для закрепления резцов.
По вертикальным направляющим правой стойки перемещается боковой суппорт 8. По специальному заказу станок может поставляться с левым боковым суппортом. Например, станок модели 7212 выпускается с двумя боковыми суппортами. На боковом суппорте также установлен откидной резцедержатель.
Наличие трех (четырех) суппортов позволяет одновременно обрабатывать несколько поверхностей заготовки, что повышает производительность продольно-строгальных станков по сравнению с поперечно-строгальными.
Долбежные станки предназначены для обработки наружных и внутренних плоских поверхностей, многогранников, многогранных отверстий, наружных пазов и фасонных поверхностей.
Долбежные станки характеризуются тем, что главное движение резания осуществляется в вертикальной плоскости. Это движение имеет ползун, на котором установлен резцедержатель для закрепления долбежного резца. Длина хода ползуна может быть (в зависимости от габаритов станка) от 160 до 1600мм. Заготовку закрепляютна столе станка, который имеет продольную и поперечную подачу. Кроме того, стол имеет круговою подачу относительно своей вертикальной оси.
Устройство долбежного станка 7414 представлено на рис.68. На станине 1 коробчатой формы смонтированы все узлы станка.
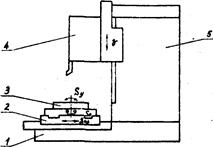
Рис. 68
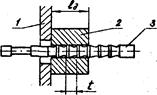

Рис.69 Рис.70 Рис. 72
В стойке 5 помещены приводы и подачи стола 3. По вертикальный направляющим стойки ползун (долбяк) 4 совершает вертикальное возвратно-поступательное движение. Стол, кроме вращательного движения подачи вокруг своей вертикальной оси, имеет возможность перемещаться в горизонтальной плоскости в двух взаимно перпендикулярных направлениях: по направляющим салазок 2 (поперечная подача Sп) и в продольном направлении (по направляющим станиныSпр ).
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1689; Нарушение авторских прав?; Мы поможем в написании вашей работы!