КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Погрешность базирования для различных схем обработки
|
|
|
|
Регулируемых опор
Погрешность базирования при установке на плоские технологические базы в зависимости от выдерживаемых параметров точности приведена в табл. 1.
Таблица 1
| Схема базирования | Выдерживаемый параметр точности | Погрешность базирования |
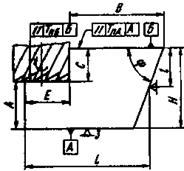
| А
В
С
Е

|
 при φ ≠ 90о
ТН
ТL
Т п.А
при φ ≠ 90о
ТН
ТL
Т п.А
|
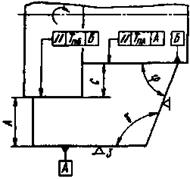
| С
Угол φ

| Т γ |
| Примечание: Тφ, Т γ– допуски на углы φ и γ; ТН, ТL – допуски на размеры Н и L соответственно. |
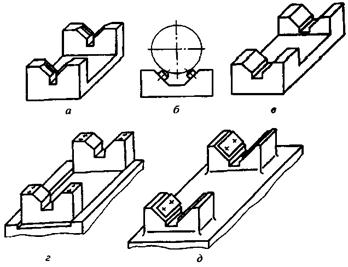
Рис. 6. Конструктивные разновидности призм
Заготовки по наружным поверхностям устанавливают в опорные призмы, втулки и самоцентрирующие патроны. Последние наряду с базированием обеспечивают закрепление заготовки. Поэтому их называют установочно-зажимными элементами приспособлений.
Для установки заготовки черными поверхностями применяют узкие призмы (рис. 6, а) или призмы с запрессованными точечными опорами (рис. 6, б). Для установки заготовок обработанными поверхностями используют широкие опорные призмы (рис. 6, в и г). Призмы больших размеров выполняют из серого чугуна с привернутыми стальными закаленными щеками (рис. 6, д).
Установку заготовок во втулку с базированием по цилиндрическому пояску и торцу фланца (рис. 7) осуществляют при точности базовой цилиндрической поверхности не ниже IT8.
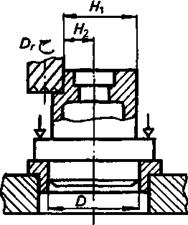 Рис. 7. Схема установки заготовки наружной цилиндрической и плоской торцевой поверхностями во втулку
Рис. 7. Схема установки заготовки наружной цилиндрической и плоской торцевой поверхностями во втулку
| 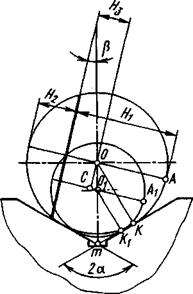 Рис. 8. Схема для определения погрешности базирования при установке заготовки в призму
Рис. 8. Схема для определения погрешности базирования при установке заготовки в призму
|
Призмы и втулки изготавливают из стали 20Х, цементируемой на глубину 0,8... 1,2 мм с последующей закалкой до твердости НRСЭ 55... 60.
Погрешность базирования при установке в призму является функцией допуска TD на диаметральный размер базовой поверхности заготовки. Рассмотрим общий случай возникновения погрешности базирования. На рис. 8 двумя окружностями с диаметрами D max и D min (предельные размеры) заготовки и с центрами О и О1 изображены предельные положения базовой поверхности заготовки при обработке партии деталей.
При фрезеровании лыски выдерживают один из трех указанных на рисунке размеров Н 1, H 2 или Н 3.
Погрешность базирования при выполнении размера H 1 определяют так:
 = ОА – СА 1 = ОА – О 1 А 1 – СО 1;
= ОА – СА 1 = ОА – О 1 А 1 – СО 1;
СО 1 = ОО 1sin b; ОО 1 = Оm – O 1 m.
Из треугольников OKm и O 1 K 1 m имеем
 ;
;  .
.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 728; Нарушение авторских прав?; Мы поможем в написании вашей работы!