КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ее оси плоскость
|
|
|
|
Цилиндрическую поверхность и перпендикулярную
Установка заготовки на внутреннюю
Тогда
 ;
;  .
.
Учитывая, что OA = OK = D max / 2 и O 1 A 1 = O 1 K 1 =
= D min / 2, для b = 0... a /2 получаем

При β = α / 2... 90°
 .
.
Аналогично можно определить погрешность базирования при выполнении размеров H 2 и H 3.
При установке заготовок во втулку (см. рис. 7) возможно их радиальное смещение в пределах зазора, обуславливающее возникновение погрешности базирования. Наибольшее радиальное смещение εб r равно половине максимального диаметрального зазора S max и определяется из равенства
 ;
;
где TD - допуск на диаметр базовой поверхности заготовки;
TDA - допуск на диаметр отверстия втулки; S min - гарантированный минимальный диаметральный зазор; Т и - допуск на износ втулки по диаметру.
Установку заготовок с базированием по отверстию осуществляют на оправки, пальцы и самоцентрирующие патроны. Оправки бывают жесткие и разжимные.
Конические оправки (рис. 9, а) исключают погрешность базирования заготовки 1 в радиальном направлении, но имеют ее в осевом направлении. Точность центрирования составляет 0,005... 0,01 мм.
На жесткие резьбовые оправки (рис. 9, б) заготовку 1 устанавливают с зазором. Это обуславливает смещение технологической базы (отверстия) в радиальном направлении и, как следствие, возникновение погрешности базирования.
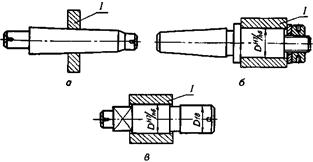
Рис. 9. Типы жестких оправок
На рис. 9, в представлена оправка, на которую заготовку насаживают с натягом. Для точной ориентации заготовки по длине оправки при запрессовке используют упорные подкладные кольца. При установке на эти оправки погрешность базирования отсутствует, однако возможно повреждение базовой поверхности заготовки в процессе запрессовки или распрессовки. Точность центрирования составляет 0,005... 0,01 мм.
Рекомендуемая точность базового отверстия при установке на жесткие оправки - не ниже IT 6... IT 7. Жесткие оправки выполняют из стали 20Х, цементируют на глубину 1,2... 1,5 мм и термообрабатывают до НRСЭ55...60.
Разжимные оправки исключают влияние зазора на точность базирования заготовки. Консольная разжимная оправка с разрезной втулкой 2 (рис. 10, а) обеспечивает выборку зазора и закрепление заготовки 1 вследствие деформации втулки при ее затяжке гайкой. Оправки этого типа применяют для установки заготовок с точностью базовых отверстий IТ 9... IТ 12. Точность центрирования для таких оправок находится в пределах 0,02... 0,04 мм.
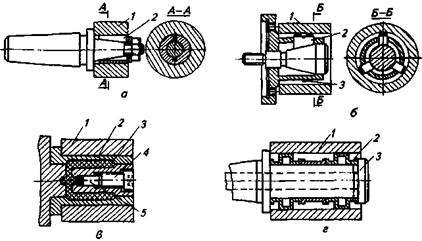
Рис. 10. Типы разжимных оправок
На рис 10, б показана оправка с тремя сухарями 2, разжимаемыми внутренним конусом. Для предохранения кулачков от выпадания предусмотрен кольцевой эластичный элемент 3. Точность центрирования таких оправок в пределах 0,05... 0,1 мм.
Оправки с упругой втулкой 2 (рис. 10, в), разжимаемой изнутри гидропластмассой 3, обеспечивают точность центрирования 0,005...0,01 мм. Заготовка 1 закрепляется затягиванием винта 4, который передает давление на гидропластмассу через плунжер 5. Гидропластмасса имеет достаточную текучесть для равномерной передачи давления и достаточную вязкость, исключающие ее протечки в местах сопряжений. Ввиду того, что деформация (выпучивание) упругой втулки мала по величине, точность базового отверстия заготовки 1 должна быть IT 1... IT 9. Упругие втулки изготавливают из сталей У7А или 30ХГС с термической обработкой до твердости НRСЭ
45...50.
Наибольшую точность центрирования (0,02...0,003 мм) обеспечивают оправки с гофрированными втулками 2 (рис. 10, г). Под действием осевой силы от штока 3 цилиндрическая часть втулок выпучивается и закрепляет заготовку 1. Втулки изготавливают из сталей 38ХГСА, У10А или 65Г с термической обработкой до твердости ННСЭ 45...50. Допускаемая разностенность втулки - 0,05 мм, биение базовых торцев - 0,005 мм, точность диаметров базовых отверстий - не ниже IТ 6... IT 7.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 981; Нарушение авторских прав?; Мы поможем в написании вашей работы!