КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Розрахунки температурного режиму
|
|
|
|
С.
С-1.
С.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.  с.
с.
 с.
с.
 м/с.
м/с.
 .
.
Четвертий прохід:
 с;
с;

 с -1.
с -1.

 , с.
, с.
 с.
с.
 с.
с.
 с.
с.
 .
.
 с.
с.  с.
с.
 с.
с.
 м/с.
м/с.
 .
.
Розрахунки проходів 5÷10 ведуться аналогічно. Особливості з’являються в останньому, 11-му проході.
Одинадцятий прохід. Оскільки він останній, то швидкість викидання в ньому повинна бути максимальною:
 с -1.
с -1.
Оскільки максимальна кутова швидкість у даному проході більша за максимальну для даної кліті, то прокатка буде йти по трапеційній діаграмі.
 с.
с.
 с.
с.
 с.
с.
Тривалість прокатки з постійною швидкістю по (4.24), с.:

 с.
с.  с.
с.
 с.
с.
 м/с.
м/с.
 с.
с.
 мм,
мм,
 с.
с.
 с.
с.
 с.
с.
Машинний час прокатки:
 с.
с.
Тривалість пауз з урахуванням кантування, тривалості підйому валків для наступного проходу і без часу розгону валків у першому проході, що входить до циклу наступного розкату:
 с.
с.
Цикл прокатки у чорновій кліті:
 с.
с.
Результати розрахунків зведено до табл. 4.4. Швидкісна діаграма прокатки даного типорозміру у чорновій кліті наведена на рис. 4.4.
Природно, що такий оптимізований швидкісний режим людина-оператор довго відпрацьовувати не може. Для цього потрібне автоматичне керування механізмами прокатної кліті. Але цей розрахунок показує максимальні технічні можливості обладнання. Слід також пам′ятати, що мінімізація циклу прокатки не завжди є обов’язковою, на відміну від інших вимог до технології. Наприклад, при контрольованій прокатці важливішим є отримання потрібного комплексу механічних властивостей металу, ніж максимальна продуктивність. І коли потрібний температурний режим неможливо забезпечити при виконанні «потрійної умови», то від неї слід відмовлятися.
Розрахунок швидкісного режиму прокатки у чистовій кліті робиться аналогічно. Єдина різниця - через велику довжину розкату досить рано з'являється ділянка прокатки з постійною (і максимальною для даної кліті) швидкістю. Тому при ωmax ≥ [ ωmax ] швидкісна діаграма становиться трапеційною. Час прокатки з постійною швидкістю вираховується по залежності:
 (4.29)
(4.29)
де Vmax = ωmaxR, а  - це максимальна кутова швидкість даної кліті.
- це максимальна кутова швидкість даної кліті.
Сумарний машинний час прокатки у чистовій кліті:
Таблиця 4.4 – Параметри швидкісного режиму прокатки слябу 220×1250×2320 мм на підкат
40×2658×6000 мм по поперечній схемі у чорновій кліті ТЛС 2800
| № пр-оходу | Кутова швидкість, с-1 | Тривалість прокатки, с | Vср, м/с | τнм, с | τрр, с | |||||||||||
| ωз | ωm | ωв | τу | τθу | τθз | τз | τв | τм | τр | τθ0 | τ0 | Στп, с | ||||
| 1,5 | 4,04 | 2,80 | 0,53 | 0,68 | - | - | 0,29 | 1,50 | 0,71 | 0,04 | 0,62 | 1,10 | 1,67 | 1,10 | 1,10 | |
| 0,9 | 4,50 | 4,50 | 0,82 | 0,89 | - | - | 0,00 | 1,71 | 0,43 | 0,45 | 1,07 | 4,00 | 1,55 | 1,52 | 1,76 | |
| 2,5 | 3,99 | 3,80 | 0,06 | 0,65 | - | - | 0,05 | 0,75 | 1,19 | 0,28 | 0,90 | 1,48 | 1,89 | 1,48 | 1,48 | |
| 1,22 | 3,65 | 3,62 | 0,67 | 0,49 | - | - | 0,01 | 1,16 | 0,58 | 0,24 | 0,86 | 1,41 | 1,40 | 1,41 | 1,41 | |
| 1,16 | 3,78 | 3,53 | 0,70 | 0,55 | - | - | 0,06 | 1,30 | 0,55 | 0,22 | 0,84 | 1,38 | 1,45 | 1,38 | 1,38 | |
| 1,13 | 3,92 | 3,34 | 0,71 | 0,62 | - | - | 0,14 | 1,47 | 0,54 | 0,17 | 0,79 | 1,30 | 1,51 | 1,30 | 1,30 | |
| 1,07 | 4,11 | 3,13 | 0,74 | 0,71 | - | - | 0,23 | 1,68 | 0,51 | 0,13 | 0,75 | 1,23 | 1,57 | 1,23 | 1,23 | |
| 1,0 | 4,37 | 3,03 | 0,77 | 0,83 | - | - | 0,32 | 1,92 | 0,48 | 0,10 | 0,72 | 1,18 | 1,64 | 1,18 | 1,18 | |
| 0,97 | 4,70 | 2,80 | 0,79 | 0,99 | - | - | 0,45 | 2,23 | 0,46 | 0,05 | 0,67 | 1,10 | 1,74 | 1,10 | 1,10 | |
| 0,9 | 5,11 | 2,56 | 0,82 | 1,19 | 0,59 | 0,01 | 2,61 | 0,43 | - | 0,61 | 1,00 | 1,84 | 1,00 | 1,00 | ||
| 0,82 | 6,30 | 6,30 | 0,86 | 1,75 | - | - | 2,79 | 0,39 | 0,88 | 1,5 | 4,53 | 2,15 | 4,53 | 2,46 |
Примітка. Час роботи натискного механізму після останнього проходу – це тривалість підйому валків для прокатки наступного розкату.
 ,
,
де n – число проходів. Сумарна тривалість пауз у проходах:
 , (4.30)
, (4.30)
оскільки  і
і  входять до циклу чорнової кліті.
входять до циклу чорнової кліті.
Цикл прокатки в чистовій кліті:
 , (4.31)
, (4.31)
де при розрахунку  береться
береться  .
.
Приклад для режиму прокатки по табл. 3.6. Параметри чистової кліті ТЛС 2800 - з Додатку В.
 мм.
мм.
Час спрацювання натискного механізму після першого проходу:
 с;
с;
 с-1.
с-1.
 с -1.
с -1.
 , с.
, с.
 , с.
, с.
У першому проході  беруть довільно, але так, щоб
беруть довільно, але так, щоб  була позитивною. В даному випадку це буде 2,5с-1:
була позитивною. В даному випадку це буде 2,5с-1:
 c-1.
c-1.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 м/с.
м/с.
 с.
с.
Другий прохід:
 с;
с;
 с-1.
с-1.
 с -1.
с -1.
 , с.
, с.
 , с.
, с.
 c-1;
c-1;
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 м/с.
м/с.
 с.
с.
В проходах 3÷4 розрахунки аналогічні. Починаючи з 5-го проходу з’являється ділянка прокатки з постійною швидкістю:
П′ятий прохід:
 с;
с;
 с-1.
с-1.
 с -1.
с -1.
 c-1.
c-1.
Оскільки  > [ ωmax ]=12,48, то швидкісна діаграма стано-виться трапеційною.
> [ ωmax ]=12,48, то швидкісна діаграма стано-виться трапеційною.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.

 м/с.
м/с.
 с.
с.
Шостий прохід аналогічний п′ятому. В останньому, 7-му проході швидкість викидання максимальна:
 с -1.
с -1.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с.
 с.
с. 

 м/с.
м/с.
Сумарний машинний час та час пауз у чистовій кліті:
 с,
с,
 с.
с.
 мм.
мм.
 с.
с.
Результати розрахунку зведено до табл. 4.5.
Цикл прокатки у чистовій кліті:
 с.
с.
Різниця в циклах прокатки:
 с.
с.
Припустимою є різниця у 5 с. Для виконання цієї вимоги розрахунок приходиться вести методом послідовних наближень до тих пір, поки цикли не зрівняються завдяки перерозподілу сумарних обтисків між клітями.
Але ця вимога не є абсолютною. Іноді важливіше максимальної продуктивності є отримання бажаного комплексу механічних властивостей металу, який неможливо отримати при тому температурному режимі, який встановлюється при рівності циклів. У таких випадках від вимоги рівності циклів приходиться відмовлятись.
Після розрахунку швидкісного режиму, який відповідає всім вимогам, потрібно його графічно відобразити на швидкісній діаграмі. На ній у однаковому масштабі зображуються час кожної фази прокатки та кутові швидкості, які їм відповідають. Пунктирними лініями зображуються номінальна та максимальна швидкості. Режим чистової кліті зображується під режимом чорнової, для того, щоб полегшити порівняння. Бажано характерні точки діаграми (ωзх, ωmax, ωв, тощо) виділяти маркерами. Приклади діаграм для режиму прокатки по поперечній схемі у чорновій кліті (табл. 3.4) і чистовій кліті (табл. 3.6) наведено на рис. 4.4. і рис. 4.5.
Таблиця 4.5 – Параметри швидкісного режиму прокатки підкату 40×2658×6000 мм на лист
12×2500×6000ммпо поперечній схемі у чистовій кліті ТЛС 2800
| № про-ходу | Δh, мм | Кутова швидкість, с-1 | Тривалість прокатки, с | Тривалість пауз, с | Στп, с | Vср, м/с | τнм, с | |||||||||
| ωз | ωm | ωв | τу | τθу | τп | τθз | τз | τв | τм | τр | τ0 | |||||
| 2,5 | 9,09 | 3,0 | 0,64 | 0,93 | 0,93 | 0,53 | - | 3,02 | 0,60 | 0,71 | 0,83 | 2,41 | 0,83 | |||
| 0,49 | 9,77 | 2,7 | 1,12 | 1,09 | 1,09 | 0,59 | - | 3,89 | 0,12 | 0,65 | 0,76 | 2,29 | 0,76 | |||
| 0,46 | 10,8 | 2,4 | 1,13 | 1,32 | 1,32 | 0,66 | - | 4,43 | 0,11 | 0,58 | 0,68 | 2,46 | 0,68 | |||
| 0,40 | 11,9 | 2,1 | 1,14 | 1,58 | 1,58 | 0,73 | - | 5,03 | 0,10 | 0,50 | 0,59 | 2,65 | 0,59 | |||
| 0,35 | 12,5 | 1,7 | 1,16 | 1,73 | 0,20 | 1,73 | 0,83 | - | 5,65 | 0,08 | 0,41 | 0,48 | 2,83 | 0,48 | ||
| 0,28 | 12,5 | 1,2 | 1,17 | 1,73 | 0,67 | 1,73 | 0,95 | - | 6,26 | 0,07 | 0,29 | 0,34 | 2,95 | 0,34 | ||
| 0,20 | 12,5 | 12,5 | 1,19 | 1,73 | 2,49 | - | - | - | 5,37 | 0,05 | 2,97 | 1,55 | 3,72 | 0,00 |
 | |||
 | |||
|
 с..
с..
|




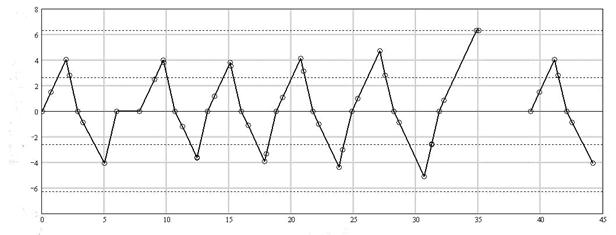
Рисунок 4.4 – Діаграма швидкостей прокатки листа 12×2500×6000 мм по поперечній схемі
у чорновій кліті
 |

|
|



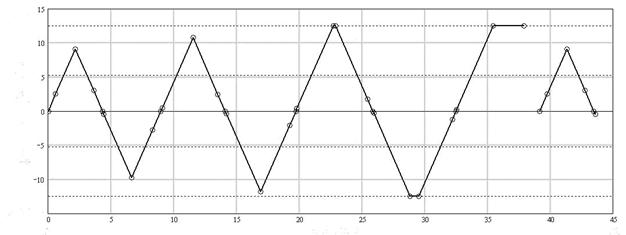
Рисунок 4.5 – Діаграма швидкостей прокатки листа 12×2500×6000 мм по поперечній схемі
у чистовій кліті
Температурний режим прокатки включає температуру початку прокатки tнп, температуру кінця прокатки tкп, а також температури металу після кожного проходу і після транспортування від чорнової до чистової кліті.
При гарячій прокатці тепловий стан розкату змінюється в результаті складного процесу теплообміну з навколишнім середовищем, валками, роликами рольгангу, водою з систем охолоджування, в результаті виділення тепла при дисипації енергії пластичної деформування, а також від тертя на контактній поверхні з валками:

Аналітичне визначення всіх складових теплообміну є досить складним, оскільки коефіцієнти теплопровідності, теплообміну і т.д. залежать від багатьох чинників і визначаються в основному експериментально. Але оскільки прокатка на ТЛС йде в інтервалі температур 1150÷7500С, то основна частка тепла втрачається за рахунок випромінювання, і тому при наближених розрахунках враховуються тільки ця складова теплового балансу. Враховуються також втрати від охолоджування розкатів при проходженні ними гідросбивів, оскільки вони значні.
5.1 Наближений розрахунок температурного режиму
При наближеному розрахунку пониження температури за прохід рекомендується знаходити по виразу:
 , (5.1)
, (5.1)
де t – середньомасова температура розкату в попередньому проході, 0С;
Н – товщина розкату в попередньому проході, мм;
τ – тривалість охолоджування між проходами, с.:
 ,
,
де τмi – машинний час попереднього проходу, с;
τпi – тривалість паузи перед даним проходом, с;
α – коефіцієнт, що враховує вплив гідросбиву:
при 100 < Н < 170мм α = 10
при 40 < Н < 100мм α = 20
при 15 < Н < 40мм α = 30
k – коефіцієнт, що враховує вплив товщини розкату:
при  мм k = 16
мм k = 16
при  мм k = 15
мм k = 15
Приклад наближеного розрахунку температурного режиму для чорнової кліті стана 2800 при прокатці сляба 220×1250×2320 мм на підкат 40×2658×6000 по поперечній схемі.
Температура початку прокатки – 11800С згідно [1].
Зменшення температури після першого проходу:


Після другого проходу відбувається кантування розкату, тому час охолодження дорівнює (табл.4.4):

Зменшення температури після другого проходу:

Аналогічно розраховані зменшення температур в інших проходах зведені до таблиці 5.1. В цій же таблиці наведено результати більш точного розрахунку за методикою, що була розроблена в ДонНДІЧормет′і [5], яка враховує більше число чинників.
Таблиця 5.1 – Температурний режим прокатки в чорновій кліті листа 12×2500×6000мм
| № паузи | Товщина до проходу, мм | Час охолод-ження, с | Температура, 0С | |||
| Наближений розрахунок | По методиці ДонНДІЧормет | |||||
| Δt | t | Δt | t | |||
| - | - | - | ||||
| 1-2 | 2,60 | 2,792 | 1177,2 | 6,457 | 1174,8 | |
| 2-3 | 5,71 | 3,742 | 1173,5 | 7,190 | 1168,9 | |
| 3-4 | 2,24 | 3,081 | 1170,4 | 6,366 | 1163,8 | |
| 4-5 | 2,58 | 3,584 | 1166,8 | 7,318 | 1158,4 | |
| 5-6 | 2,68 | 4,135 | 1162,7 | 7,721 | 1152,7 | |
| 6-7 | 2,77 | 4,794 | 1157,9 | 8,177 | 1146,8 | |
| 7-8 | 2,90 | 5,659 | 1152,2 | 8,760 | 1140,6 | |
| 8-9 | 3,11 | 11,937 | 1140,3 | 9,476 | 1134,1 | |
| 9-10 | 3,32 | 14,199 | 1126,1 | 10,416 | 1127,0 | |
| 10-11 | 3,61 | 17,282 | 1108,8 | 11,661 | 1119,1 | |
| тр. | 7,64 | 24,49 | 1084,3 | 16,640 | 1105,9 |
Аналогічно розраховуються середньомасові температури у чистових проходах. Але у зв’язку з малою товщиною тут відбувається швидке охолодження металу і тому гідросбив включається тільки до товщини приблизно 40мм. При меншій товщині охолодження йде за рахунок контакту з водою із систем охолодження валків. Значення коефіцієнта α
в цьому разі потрібно брати в інтервалі 2÷10 в залежності від потужності системи охолодження. В таблиці 5.2 наведено результати розрахунку температурного режиму для чистової кліті стана 2800 для режиму по табл. 3.6.
Таблиця 5.2 – Температурний режим прокатки в чистовій кліті листа 12×2500×6000мм
| № паузи | Товщина до проходу, мм | Час охолод-ження, с | Температура, 0С | |||
| Наближений розрахунок | По методиці ДонНДІЧормет | |||||
| Δt | t | Δt | t | |||
| - | - | 1084,3 | - | 1079,8 | ||
| 1-2 | 3,848 | 6,253 | 1078,0 | 12,258 | 1067,1 | |
| 2-3 | 4,642 | 8,530 | 1069,5 | 15,054 | 1052,1 | |
| 3-4 | 5,107 | 11,014 | 1058,5 | 15,298 | 1036,8 | |
| 4-5 | 5,616 | 14,248 | 1044,3 | 18,018 | 1018,8 | |
| 5-6 | 6,336 | 19,891 | 1024,4 | 21,596 | 997,2 | |
| 6-7 | 7,271 | 36,826 | 987,5 | 25,588 | 971,6 | |
| 7,201 | 39,775 | 947,8 | 24,866 | 946,7 |
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 433; Нарушение авторских прав?; Мы поможем в написании вашей работы!