КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Контактные измерения
|
|
|
|
Контактные методы измерения осуществляются с помощью механических датчиков. Схема датчика фирмы Reneshow:
1 - датчик; 2 – чувствительный щуп датчика; 3 - посадочный конус.
Основные области применения механических датчиков:
· контроль деталей в процессе обработки;
· автоматическая коррекция положения инструмента для компенсации погрешностей станка;
· определение положения "нулевой" точки инструмента в системе координат станка;
· контроль инструмента для определения его износа или работоспособности.
Типовые задачи, решаемые с помощью датчиков типа Reneshow:
· измерение размеров и углов;
· обнаружение смещения изделий;
· измерения изделий и режущих инструментов с целью внесения коррекции в управляющую программу;
· идентификация изделий.
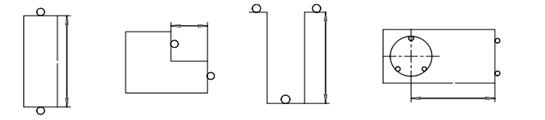
Схемы контроля линейных размеров:
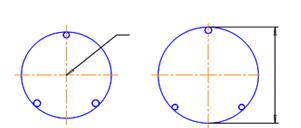
Схемы определения центра круга, диаметра круга:
Схемы определения неплоскостности, некруглости, непараллельности, неперпендикулярности:

Примеры измерения некруглости:
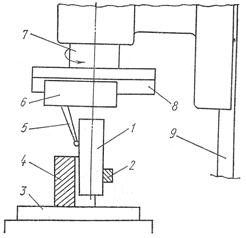
Рис. 3.4 - Схема измерения некруглости методом образцового вращения
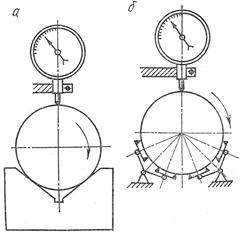
Рис. 3.5 - Схемы измерения некруглости:
а – в призме; б – в самоустанавливающееся многозвенной призме
Примеры измерения неплоскостности и непрямолинейности:
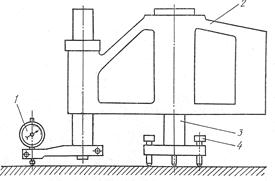
Рис. 3.6 - Схема карусельного плоскомера
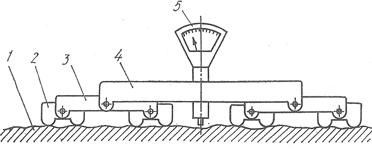
Рис. 3.7 - Накладной плоскомер
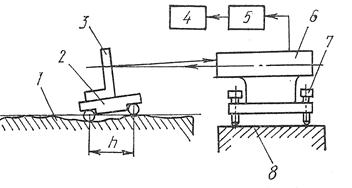
Рис. 3.8 – Схема измерения непрямолинейности с помощью автоколлиматора
Пример измерения параметров шероховатости:
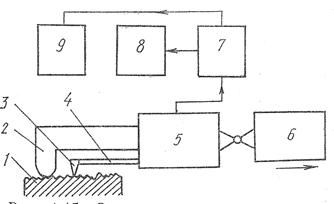
Рис. 3.9 – Схема измерения параметров шероховатости методом ощупывания
Координатно-измерительные машины управляются системами ЧПУ, отличаются высокой точностью измерений, но требуют специальных условий для выполнения измерений (например, отдельных термоконстантных помещений).
Схема контрольно-измерительной машины:
1 - рабочий стол; 2 - измерительная головка; 3 - измерительный щуп; 4 – контролируемое изделие
Многие предприятия стали проявлять большой интерес к новым, современным мобильным координатно-измерительным машинам. Это происходит в следствие того, что при использовании стационарных контрольно-измерительных машин (КИМ), возникает проблема невозможности контроля непередвигаемых и крупногабаритных объектов, проведения замеров в ходе технологического процесса, а также достижения специальных условий эксплуатации.
Мобильные КИМ отвечают следующим требованиям:
· низкая стоимость - на порядок ниже, чем у стационарных КИМ;
· высокая точность измерений;
· высокая мобильность;
· возможность автономной работы в условиях реального производства;
· простота в обучении персонала и эксплуатации КИМ и ее программного обеспечения;
· взаимосвязь с современными CAD/CAM системами.
Мобильные КИМ обеспечивают быстрый и всесторонний контроль деталей, оснастки, заготовок, а также используются при получении прототипов будущих изделий.

Рис. 3.10 - Состав мобильных КИМ
КИМ состоит из опорной плиты, которая крепится к любому подходящему месту и нескольких, соединенных между собой шарнирами, колен. Конструкция очень похожа на строение человеческой руки. У КИМ так же есть своеобразные кистевой, локтевой и плечевой суставы. В каждом шарнире есть датчик контроля угловых перемещений, который в режиме реального времени следит за углом поворота колена, в результате чего программное обеспечение просчитывает координаты откалиброванного щупа - своеобразного пальца (рис. 3.11).

Рис. 3.11 – Различные положения откалиброванного щупа КИМ
Все перемещения колен и фиксация точки замера производятся оператором вручную. Измерение осуществляется в комплексе с персональным компьютером.
В зависимости от числа колен имеются машины с 6-ю или 7-ю степенями свободы.
Рабочей зоной КИМ является сфера с диаметрами 1.2м, 1.8м, 2.4м, 3.0м, 3.7м, причем щуп может попасть практически в любую точку внутри этой сферы.
таблица 3.1
Основные технические характеристики KИМ FARO Platinum (6 осей)
| Модель | Рабочая зона, м | Повторяемость на Cone Test*, мм | Погрешность линейных измерений**, мм | Масса, кг |
| Platinum 4 | 1.2 м | ±0.013 | ±0.018 | 9.1 |
| Platinum 6 | 1.8 м | ±0.020 | ±0.029 | 9.3 |
| Platinum 8 | 2.4 м | ±0.025 | ±0.036 | 9.5 |
| Platinum 10 | 3.0 м | ±0.043 | ±0.061 | 9.75 |
| Platinum 12 | 3.7 м | ±0.061 | ±0.086 | 9.98 |
Процесс измерения с помощью мобильных КИМ осуществляется следующим образом:
· КИМ устанавливают вблизи измеряемого объекта, подключают компьютер и с помощью программного обеспечения калибруют щуп, которым будут производиться измерения;
· Задается система координат относительно которой будут производиться измерения ("привязаться к детали"). Чаще всего осуществляется "привязка" по точкам на плоскостях, отверстиях, цилиндрических поверхностях и т.д. Оператор с помощью КИМ указывает эти точки на контролируемой детали;
· Осуществляется процесс измерения изделия. Контроль производится контактным способом, т.е. для снятия какой-либо точки необходимо зафиксировать щуп на изделии и нажать кнопку на "руке" КИМ.
В процессе работы на экран монитора выводится местоположение щупа в реальный момент времени, расположение измеряемых точек и величина их отклонения.
Все построения производятся по правилам контроля тех или иных параметров.
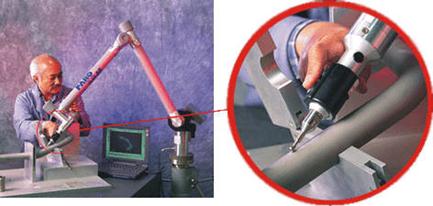
Рис. 3.12 – Пример выполнения измерений с помощью мобильных КИМ
Измеряя объект, можно посмотреть все данные о нем: отклонение от номинальной величины, координаты относительно базы, положение относительно других объектов изделия, отклонение от плоскостности, цилиндричности, соосности и т.д. и получить отчет в графическом виде.
Крепление мобильных КИМ Производится вблизи измеряемого объекта под любым углом от 0 до 180 гр. несколькими способами:
· с помощью струбцин, например на столе;
· с помощью магнитных и быстросъемных соединительных креплений;
· используя складные треноги;
· используя стойки на роликах с убирающимися колесами, которые могут применяться для любой "руки" КИМ и имеют регулировку по высоте в зависимости от модели.
Проблема ограниченности радиуса действия КИМ при анализе крупногабаритных деталей решается несколькими способами:
· использование измерительной "руку" с максимальным радиусом действия;
· использование дискретного перемещения КИМ с привязками. Первоначально машина привязывается к одной части измеряемого изделия (по базам). Для того, чтобы передвинуть КИМ и продолжить измерение в ранее недоступной зоне, замеряются и сохраняются несколько точек (от 3 и более). Далее, после "прыжка", машина привязывается к этим точкам, тем самым, совмещая систему координат с предыдущей, и измерения продолжаются. Таких прыжков может быть произведено неограниченное количество, причем по всем координатам. Это позволяет проникать в самые труднодоступные места и производить измерения такой сложности, которые осуществить другими методами либо крайне трудоемко, либо невозможно.
· использование большого набора щупов, как точечных, так и шариковых, различной длины и формы оправок для измерения в труднодоступных местах.
Масса мобильных КИМ, в зависимости от исполнения, колеблется от 5 до 10 килограммов, используется удобная для перевозки упаковки.

Рис. 3.13 – Контроль сложных поверхностей
Правильность изготовления формообразующих поверхностей штампов, прессформ, литейных форм практически невозможно проверить ни одним прибором, кроме КИМ. Для контроля подобных изделий необходимо использовать 3D-модель.
Гибридные КИМ сочетают возможности контактного и бесконтактного метода сканирования и измерения изделий. Выполняя контроль сложных криволинейных поверхностей путем сравнения полученного облака точек и 3D-модели.
Это стало возможным благодаря интеграции мобильной КИМ и лазерного сканера. Контактный щуп и сканирующая головка могут работать поочередно

Рис. 3.14 - KИМ FARO Laser Line Probe V3
Основные технические характеристики KИМ FARO Laser Line Probe V3
· низкая стоимость - на порядок ниже, чем у стационарных КИМ;
· высокая точность измерений;
· высокая мобильность;
· возможность автономной работы в условиях реального производства;
· простота в обучении персонала и эксплуатации КИМ и ее программного обеспечения;
· взаимосвязь с современными CAD/CAM системами.
· использовать измерительную "руку" с максимальным радиусом действия.
· использовать большой набор щупов, как точечных, так и шариковых, различной длины и формы оправки, для измерения в труднодоступных местах.
· Точность: 0,035 мм (без учета точности КИМ FARO Arm)
· Эффективная ширина сканирования: от 34 до 60 мм
· Скорость сбора данных: 30 кадров в секунду, 640 точек в кадре, до 19200 точек в секунду
· Дистанция сканирования: от 95 до 180 мм
· Вес сканирующей головки: 370 грамм
· Компенсация перепадов температуры, стабильность оптических параметров
· Электропотребление: 85-245 В, 50/60 Гц
· Рабочий диапазон температур: от +10 до +40 °С
· Температурный цикл: 3 °С/ 5 мин
· Влажность: 95% без конденсата
· Калибровка: постоянная
· Защита: соответствует стандарту IP 64
· Максимальная вибрация: от 55 до 2000 Гц (IEC 68-2-27)
· Удар и сотрясение: 6 ms (IEC 68-2-27)
· полная совместимость с любой 7-и осевой FARO Arm
Часто мобильные КИМ используют для сканирования опытных образцов изделий.
Данные можно получить в виде точек, линии, сплайнов, полилинии, окружностей, плоскостей, по которым в дальнейшем с помощью специального программного обеспечения строится CAD модель.

Рис. 3.15 - Контроль линейно-угловых размеров

Рис. 3.16 - Контроль диаметров

Рис. 3.17 - Отклонение формы цилиндра

Рис. 3.18 - Оцифровка моделей

Рис. 3.19 - Оцифровка сложной геометрии

Рис. 3.20 - Монтаж оснастки

Рис. 3.21 - Монтаж оборудования

Рис. 3.22 - Монтаж производственной линии
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 1298; Нарушение авторских прав?; Мы поможем в написании вашей работы!