КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приклад перший до п. 3.1
|
|
|
|
Тема 3
Базування заготовок при їх механічній обробці
3.1 Правила вибору технологічних баз
Бази вибирають на початку проектування технологічного процесу одночасно із встановленням послідовності та методів механічної обробки поверхонь.
Це найважливіший етап розробки технологічного процесу, від якого залежать:
• фактична точність обробки;
• правильність відносного розташування поверхонь деталі;
• конструкція пристроїв, різального, допоміжного і вимірювального
інструментів;
• продуктивність процесу обробки, тобто тривалість проходження оброблюваних заготовок через технологічні системи в процесі забезпечення певних параметрів заготовок.
Вихідними даними при виборі баз є: робоче креслення деталі, технічні умови на її виготовлення, вид заготовки та стан її поверхонь, бажаний ступінь автоматизації.
Для розв'язання задач вибору баз можна використати такі правила:
1) чорнові бази повинні бути по можливості рівними і чистими, на них не повинно бути ліній розняття форм (штампів), задирів, ливників, штампувальних і ливарних нахилів;
2) для деталей, що мають необроблені поверхні, чорновими базами слід вибирати поверхні, які в готовій деталі залишаються необробленими, а як що їх декілька – таку з них, яка найбільш точно розташована відносно оброблених поверхонь (тобто зв'язана безпосереднім розміром або умовою – паралельність, перпендикулярність і т. ін.);
Унаслідок похибок виготовлення вихідної заготовки стакана (рисунок 3.1 а) осі оброблюваних (2 і 3) і необроблюваних (1) поверхонь не збігаються. Тому щоб одержати правильне взаємне розташування цих поверхонь, забезпечити рівностінність, на першій операції слід як базу використовувати вісь поверхні 1 (тобто виконувати правило 2) (рисунок 3.1 б). Якщо його порушити, розташування зазначених поверхонь буде неточним і збережеться різностінність стакана (рисунок 3.1 в, г).
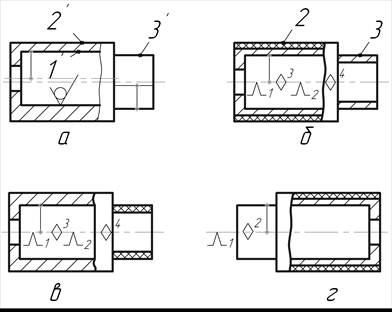
Рисунок 3.1 Різні варіанти базування стакана при обробці
3) Якщо з причин експлуатаційного, технологічного характеру, або з метою економії матеріалу з якої-небудь поверхні потрібно зняти рівномірний припуск, то саме цю поверхню слід вибирати як чорнову базу на першій операції. Це правило застосовується і для деталей, оброблених повністю, якщо з якої-небудь поверхні необхідно зняти рівномірний припуск.
4) після першої операції технологічні бази повинні бути замінені. Чорнові бази використовуються одноразово.
При виборі чистових баз треба додержуватись таких правил:
5) бази повинні забезпечувати можливість обробки з одного установу максимальної кількості поверхонь. Ця вимога дістала назву "Принцип сталості баз". Додержання цього принципу підвищує точність обробки за рахунок зменшення похибок установлення заготовок і підвищує продуктивність обробки за рахунок зменшення числа перестановок заготовки в процесі виконання технологічного процесу;
6) як технологічну базу слід використовувати конструкторську або вимірювальну базу. Виходячи з цього правила базами повинні бути вибрані ті поверхні, осі точки, від яких безпосередньо дається на кресленні розмір (умова), що визначає положення даної оброблюваної поверхні. При цьому необхідні відповідно до креслення розміри одержуються безпосередньо тільки з похибкою метода обробки. Наведене правило одержало назву принципу суміщення баз, оскільки рекомендується суміщати вимірювальну (конструкторську) базу з технологічною. При порушенні цього принципу виникає похибка базування;
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 419; Нарушение авторских прав?; Мы поможем в написании вашей работы!