КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Додаток М 2.20
|
|
|
|
М 2.20.1 (рисунок 1) Типовий маршрут обробки деталей типу планок
Вид заготовки – штаба. Матеріал – сталь. Число деталей з заготовки – 1.
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Відрізати заготовку від штаби | Площина – 3 точки Торець – 1 точка | Абразивно-відрізний автомат 8В262 | |
| Фрезерувати дві широкі поверхні в розмір D+0,3мм під шліфування і дві поверхні в розмір В остаточно | Площина – 3 точки (гідролещата, налагодження двопозиційне) | Вертикально-фрезерний 6Т12 | |
| Фрезерувати два торця в розмір Б остаточно | Площина – 3 точки Торець – 1 точка (УНП) | Вертикально-фрезерний 6Т82Г | |
| Зачистити заусенці та притупити гострі кромки | Машина для зняття заусенців | ||
| Шліфувати дві широкі поверхні в розмір остаточно | Площина – 3 точки (магнітна плита) | Плоскошліфувальний ЗП722DВ | |
| Зачистити заусенці та притупити гострі кромки | Машина для зняття заусенців | ||
| Фрезерувати два платики в розмір Т×Х остаточно. Свердлити, розточити та розгорнути один отвір ØА/ØН остаточно. Фрезерувати паз Н×П остаточно, свердлити і зенкувати один отвір ØЛ/ØМ остаточно | Площина – 3 точки Бокова поверхня – 2 точки Торець – 1 точка (УЗПО) | Розточувально-свердлильно-фрезерний з ЧПК та інструментальним магазином 2254ВМФ4 | |
| Свердлити один отвір ØЭ | Та ж сама (кондуктор) | Вертикально-свердлильний 2Н125-1 | |
| Зачистити заусениці | Вібраційна машина ВМПВ-100 | ||
| Миття деталі | Мийна машина | ||
| Технічний контроль | |||
| Хімічне оксидування | |||
| Нанесення антикорозійного покриття |
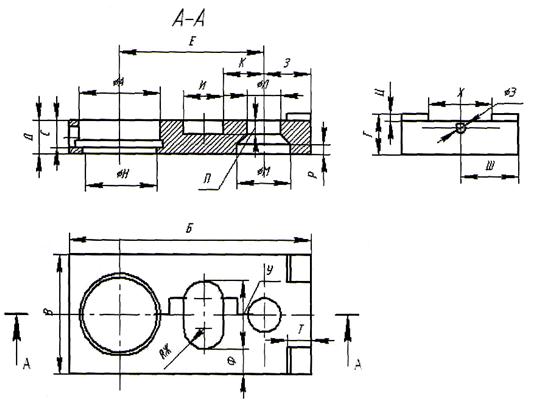
Рисунок 1. Планка до додатку М 2.20.1
Рисунок 2. Втулка до додатку М 2.20.2
М 2.20.2 (рисунок 2) Маршрут обробки втулки
Розміри, мм
Вид заготовки – прокат
Матеріал – А12В
Число деталей з заготовки – 43
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Випрямити пруток | Прес Н5526 | ||
| Відрізати групову заготовку Ø34 в розмір 2000 | Циліндрична поверхня -4 точки Торець – 1 точка | Абразивно-відрізний 8Б242 | |
| Виконати фаски на кінцях прутка під кутом 200 | Та ж сама | Токарний ХС 151 | |
| Центрувати торець під свердління, свердлити і зенкерувати отвір Ø16Н7 до Ø15,79+0,11 під розгортання, точити поверхню Ø28е8 до Ø28,4-0,13 під шліфування, проточити канавки в =3 і в =4,7Н12, фаску остаточно. Відрізати деталь в розмір 40,5 | Та ж сама (УЗПО) | Токарний автомат 1Е140 | |
| Миття деталі | Мийна машина | ||
| Підрізати другий торець в розмір 40, точити і розточити фаски. Розгорнути отвір Ø16Н7 (+0,018) остаточно | Та ж сама (патрон цанговий Вкладиш Ø28) | Токарно-револьверний 1П340ПЦ | |
Шліфувати поверхню Ø28е8  з підшліфуванням торця остаточно з підшліфуванням торця остаточно
| Та ж сама (оправка, центри, хомутик) | Круглошліфу- вальний ЗМ153Е | |
| Миття деталі | Мийна машина | ||
| Технічний контроль | Плита ГОСТ 10905-75 | ||
| Хімічне оксидування | |||
| Нанесення покриття |
М 2.20.3 (рисунок.3) Маршрут обробки гвинта
Розміри, мм
Вид заготовки – прокат
Матеріал – сталь45
Число деталей з заготовки – 51
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Рубати приток Ø16 в розмір 3000 | Циліндрична поверхня -4 точки Торець – 1 точка | Прес К9534 | |
| Випрямити пруток | Прес И5526 | ||
| Виконати на кінцях прутка фаски під кутом 200 | Та ж сама | Токарний ХС 150 | |
| Точити шийку під нарізку М10х1,5-6g до Ø8,99-0,08 під накатування, точити фаски, точити шийку Ø13,8 під шестигранник. Відрізати деталь, витримуючи розмір 45,5 | Та ж сама (цанговий патрон, групове налагодження) | Токарний автомат 1Е125П | |
| Підрізати другий торець, витримуючи розмір 7, точити фаску | Та ж сама (цанговий патрон, групове налагодження) | Токарний 16Т02П | |
| Фрезерувати шестигранник витримуючи розмір S=12-0,24 остаточно | Та ж сама (спеціальний пристрій) | Горизонтально-фрезерний 6Р80Ш | |
| Зачистити заусенці | Вібраційна машина ВМПВ-100 | ||
| Накатати нарізку М10х1,5-6g витримуючи розмір 25 | Циліндрична поверхня -4 точки (ніж) | Різенакатний А9518 | |
| Миття деталі | Мийна машина | ||
| Технічний контроль | Плита ГОСТ 10905-86 | ||
| Термообробка | |||
| Нанесення покриття |
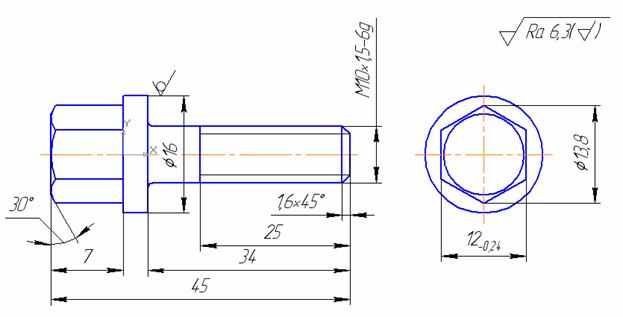
Рисунок 3. Гвинт до додатку М 2.20.3
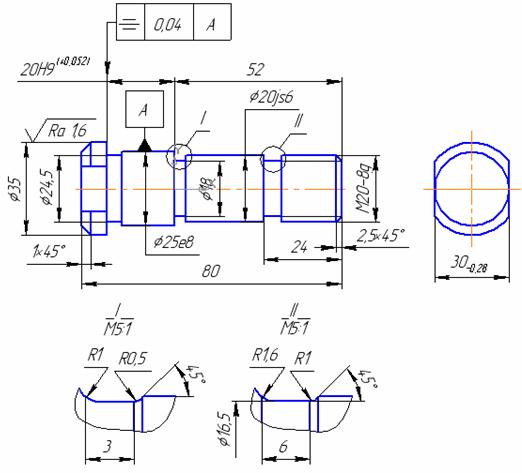
Рисунок 4 6. Вісь до додатку А4
М 2.20.4 (рисунок 4) Маршрут обробки осі
Розміри, мм
Вид заготовки – прокат
Матеріал – сталь45
Число деталей з заготовки – 34
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Рубати приток Ø36, витримуючи розмір 3000 | Прес КБ9534 | ||
| Випрямити пруток | Прес И5526 | ||
| Виконати на кінцях прутка фаски під кутом 200 | Циліндрична поверхня -4 точки | Токарний ХС 151 | |
Підрізати і центрувати торець, точити шийку під накатування нарізки М20-8g,точити шийки Ø20jS6  і Ø25е8 і Ø25е8  під шліфування, точити шийку Ø35, канавки в =3 і канавку в =6, фаски відрізати деталь, витримуючи розмір 81 під шліфування, точити шийку Ø35, канавки в =3 і канавку в =6, фаски відрізати деталь, витримуючи розмір 81
| Циліндрична поверхня -4 точки Торець – 1 точка (УЗПО) | Токарний автомат 2Б240-6К | |
| Підрізати другий торець, витримуючи розмір 8,3-0,1, точити фаску і центрувати торець | Та ж сама (цанговий патрон) | Токарний 16Т02П | |
| Фрезерувати дві лиски, витримуючи розмір 30-0,28 остаточно | Та ж сама (УЗПО) | Фрезерний 6Р80Ш | |
| Зачистити заусенці | Вібраційна машина ВМПВ-100 | ||
| Накатати нарізку М20-8g остаточно | Циліндрична поверхня -4 точки (ніж) | Різенакатний А9518 | |
| Термічна обробка | |||
Шліфувати поверхню Ø20jS6  остаточно остаточно
| Вісь – 4 точки Торець – 1 точка (центри, хомутик) | Круглошліфу- вальний ЗУ10В | |
Шліфувати поверхню Ø25е8  з під шліфуванням торця Ø35/Ø25е8, витримуючи розмір 20Н9 (+0,052) остаточно з під шліфуванням торця Ø35/Ø25е8, витримуючи розмір 20Н9 (+0,052) остаточно
| Та ж сама | Та ж саме | |
| Миття деталі | Мийна машина | ||
| Технічний контроль | Плита ГОСТ 10905-86 | ||
| Нанесення покриття |
М 2.20.5 (рисунок 5) Маршрут обробки валика
Розміри, мм
Вид заготовки – прокат
Матеріал – сталь45
Число деталей з заготовки – 31
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Рубати пруток Ø28, витримуючи розмір 3000 | Циліндрична поверхня -4 точки | Прес КБ934 | |
| Випрямити пруток | Прес И5526 | ||
| Виконати на кінцях прутка фаски під кутом 200 | Циліндрична поверхня -4 точки | Токарний ХС 151 | |
Підрізати і центрувати торець, точити шийку під нарізку М16х1,5-8g, шийку Ø20jS  під щліфування, Ø26, Ø20jS під щліфування, Ø26, Ø20jS  під шліфування, проточити три канавки в =3; точити фаски, відрізати деталь, витримуючи розмір 88 під шліфування, проточити три канавки в =3; точити фаски, відрізати деталь, витримуючи розмір 88
| Циліндрична поверхня -4 точки Торець – 1 точка (УЗПО, цанговий патрон) | Токарний автомат 1Б240-6К | |
| Підрізати другий торець, витримуючи розмір 12,8-0,1, центрувати торець і точити фаску | Та ж сама (цанговий патрон) | Токарний 16Т02П | |
| Фрезерувати шпонковий паз в =5, витримуючи розмір 14 остаточно | Та ж сама (лещата) | Шпонково-фрезерний 6930 | |
| Зачистити заусенці | Вібраційна машина ВМПВ-100 | ||
| Накатати нарізку М16х1,5-8g | Циліндрична поверхня -4 точки (ніж) | Різенакатний А9518 | |
| Шліфувати шийку Ø20jS6 з підшліфуванням торця Ø26/Ø20jS6, витримуючи розмір 30 остаточно
| Циліндрична поверхня -4 точки Торець – 1 точка (центри, хомутик) | Круглошліфу- вальний ЗУ10В | |
| Шліфувати шийку Ø20jS6 з підшліфуванням
| Те ж саме | Те ж саме | |
| торця Ø26/Ø20jS6, витримуючи розмір 13 | |||
| Промити деталь | Мийна машина | ||
| Технічний контроль | |||
| Нанесення антикорозійного покриття |
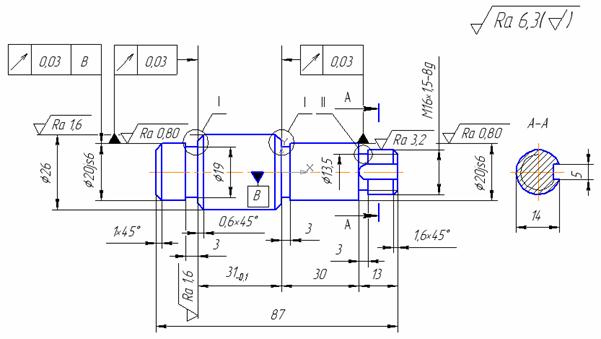
Рисунок 5. Валик до додатку М 2.20.5
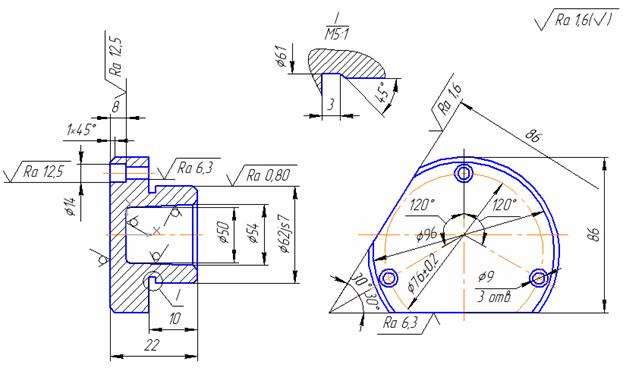
Рисунок 6 Фланець до додатку М 2.20 6
М 2.20.6 (рисунок 6) Маршрут обробки фланця
Розміри, мм
Вид заготовки – виливок
Матеріал – СЧ-20
Число деталей з заготовки – 1
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Виливання | |||
| Обрубання й зачищення виливка | |||
| Фарбування поверхонь виливка | |||
| Підрізати торець Ø62jS7/Ø54 і Ø96/Ø62jS7, остаточно, точити поверхню Ø62jS7 під шліфування, точити канавку в =3; і фаски | Циліндрична поверхня -2 точки Торець – 3 точки (трикулачковий пневматичний патрон) | Токарний патронний напівавтомат КТ141 | |
| Підрізати торець Ø96 і точити поверхню Ø96 (технологічно) | Та ж сама | Та ж саме | |
| Свердлити і зенкувати три отвори Ø9/Ø14, фрезерувати дві лиски в розмір 86 | Торець – 3 точки Циліндрична поверхня -2 точки (налагодження УЗПО) | Багатоцільовий свердлильно-фрезерний 21105Н7Ф4 | |
| Зачистити гострі кромки | Машина для зняття заусенців | ||
| Шліфувати поверхню Ø62jS7 з підшліфуванням торця Ø96jS7 остаточно | Торець – 3 точки Циліндрична поверхня -1 точки (трикулачковий патрон) | Універсальний шліфувальний ЗУШВМ | |
| Миття деталі | Мийна машина | ||
| Технічний контроль | |||
| Нанесення покриття |
Рисунок 7 Стакан до додатку М 2.20.7
М 2.20.7 (рисунок 7) Маршрут обробки стакана
Розміри, мм
Вид заготовки – виливок
Матеріал – СЧ-20
Число деталей з заготовки – 1
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання | ||
| Виливання | |||||
| Обрубання й зачищення виливка | |||||
| Підрізати торці Ø130jS6/Ø90Н7 і А, точити поверхню Ø130jS6, розточити отвори Ø85 і Ø90Н7 з підрізанням внутрішнього торця Ø90Н7/Ø85 | Торець – 3 точки Циліндрична поверхня -2 точки (трикулачковий пневматичний патрон) | Токарний патронний напівавтомат КТ141 | |||
| Підрізати тореці Ø190 і Ø144/Ø116, обточити поверхні Ø190 і конічну поверхню Ø144х450 | Те ж саме | Те ж саме | |||
| Термічна обробка | |||||
| Підрізати торець Ø130jS6/Ø90Н7 остаточно, точити поверхні Ø130jS6 з підрізанням торця А під шліфування, фаски, канавки остаточно. Розточити отвір Ø90Н7 з підрізанням внутрішнього торця Ø90Н7/Ø85 та отвір Ø85 під тонке розточування, канавки 3хØ96 остаточно, зачистити гострі кромки | Те ж саме | Те ж саме | |||
| Підрізати торець Ø144/Ø116, точити поверхню Ø190,конусну поверхню Ø144х450 остаточно. Розточити отвір Ø90Н7 з підрізанням внутрішнього торця Ø90Н7/Ø85 під тонке розточування виточки Ø116 і канавки 3хØ96 | Те ж саме (трикулачковий пневматичний патрон) | Те ж саме | |||
| Свердлити п’ять отворів Ø11, два отвори Ø10,2 під нарізку М12, зенкувати п’ять отворівØ11/Ø17, фаски 2х24, нарізати нарізку М12. Фрезерувати лиски в розмір 70 | Те ж саме (Налагодження УЗПО) | Багатоцільовий вертикальний фрезерно-свердлильний ГФ2171 | |||
| Зачистити заусенці | Машини для зняття заусенців | ||||
| Розточити два отвори Ø90Н7 з підрізанням торців Б і В, отвір Ø85 до Ø85Н9 (технологічно) | Та ж сама (УЗПО) | Алмазно-розточувальний (спеціальний) | |||
| Шліфувати Ø130jS6 з підшліфуванням торця 4 | Та ж сама (спеціальна оправка) | Круглошліфувальний напівавтомат ЗУ131ВМ | |||
| Миття деталі | Мийна машина | ||||
| Технічний контроль | |||||
| Нанесення антикорозійного покриття | |||||
Рисунок 8. Важіль до додатку М 2.20.8
М 2.20.8 (рисунок 8) Маршрут обробки важеля
Розміри, мм
Вид заготовки – лист
Матеріал – 20Х
Число деталей з заготовки – 1
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Вирізати заготовку з листа | Машина з ЧПК для розрізання | ||
| Шліфувати дві площини в розмір 34,5 попередньо | Площина – 3 точки (магнітний стіл) | Плоскошліфу- вальний з круглим висувним столом і вертикальним шпинделем підвищеної точності ЗЕ756Ф2 | |
| Свердлити, зенкерувати отвір Ø65Н7 до Ø64,5 та отвір Ø13Н14 до Ø13Н9 (технологічно) | Торцева поверхня – 1 точка Площина -3 точки (налагодження УЗПО) | Вертикальний розточувально-свердлильно-фрезерний з ЧПК та інструменталь- ним магазином 2256ВМØ2 | |
Фрезерувати контур деталі остаточно, паз В=14+0,2 остаточно, три фаски 1,6х450 і паз 18  остаточно. Свердлити Ø5 під вихід кута остаточно. Свердлити Ø5 під вихід кута
| Площина та два отвори – 6 точок (налагодження УЗПО) | Вертикальний консольний фрезерний з ЧПК з інструментальним магазином ГФ2171 | |
| Фрезерувати уступ по розмірах 15 і 12 під шліфування | Та ж сама (спеціальний пристрій) | Горизонтальний консольний фрезерний 6Т82Г | |
| Зачистити заусенці | Машини для зняття заусенців | ||
| Свердлити та нарізати нарізку М8-7Н в трьох отворах остаточно | Те ж саме (налагодження УЗПО) | Вертикально-свердлильний з ЧПК2РО35Ф2-1 | |
| Свердлити отвір Ø6, розсвердлити отвір Ø12, зенкувати фаску остаточно | Та ж сама (налагодження УЗПО) | Радіально-свердлильний 2К52-1 | |
| Термічна обробка | |||
Шліфувати дві площини в розмір 34  остаточно остаточно
| Площина – 3 точки (магнітна плита) | Плоскошліфувальний з горизонтальним шпинделем і прямокутним столом ЗЕ711ВФ2 | |
| Розточити отвір Ø65Н7 остаточно | Площина – 3 точки вісь отвору Ø64,5 – 2 точки (висувний конічний палець) | Координатно-розточувальний 2431С | |
| Шліфувати уступ 15х12 попередньо | Площина та два отвори – 6 точок (спеціальний пристрій) | Плоскошліфувальний з горизонтальним шпинделем і хрестовим столом ЗЕ711ВФ2 | |
| Шліфувати уступ 15х12 остаточно | Те ж саме | Те ж саме | |
| Полірувати деталь | |||
| Промити деталь | Мийна машина | ||
| Технічний контроль | |||
| Нанесення антикорозійного покриття |
Рисунок 9 Вилка до додатку М 2.20.9
М 2.20.9 (рисунок 9) Маршрут обробки вилки
Розміри, мм
Вид заготовки – виливок
Матеріал – СЧ20
Число деталей з заготовки – 2
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Виливання | |||
| Обрубання й очищення виливка | |||
| Фарбування виливка | |||
| Перша позиція: фрезерувати площину прилягання з припуском під шліфування. Свердлити, розточити й розгорнути два отвори Ø18Н7, розточити отвір Ø35,5+0,1 остаточно. Друга позиція: фрезерувати полички в розмір 14,2 під шліфування, зенкувати фаски 1х450 у двох отворах Ø18Н7 | Площина – 3 точки; площина симетрії повздовжня – 2 точки; площина симетрії поперечна – 1 точка.(Налагодження УЗПО двопозиційне на чотири деталі) | Вертикально- фрезерний з ЧПК та інструменталь- ним магазином ГФ2171 | |
| Свердлити один отвір Ø8 під штифт | Площина – 3 точки отвір Ø18Н7 – 2 точки отвір Ø18Н7 – 1 точка кондуктор | Вертикально-свердлильний 2Н125-1 | |
| Притупити гострі кромки | Машини для зняття заусениців | ||
| Термічна обробка | |||
| Шліфувати площину прилягання остаточно | Площина – 3 точки пристрій | Плоскошліфувальний 3П722DВ | |
| Шліфувати полички з іншого боку в розмір 14d11 | Та ж сама (магнітна плита) | Те ж саме | |
| Притупити гострі кромки | Машини для зняття заусениців | ||
| Промити деталь | Мийна машина | ||
| Технічний контроль | |||
| Антикорозійне покриття |
Рисунок 10 26. Важіль до додатку А10
М 2.20.10 (рисунок 10) Маршрут обробки важеля
Розміри, мм
Вид заготовки – виливок.
Матеріал – сталь 45.
Число деталей з заготовки – 1.
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Виливання | |||
| Обрубання й очищення виливка | |||
| Фарбування виливка | |||
| Фрезерувати нижню площину з припуском під шліфування | Площина – 3 точки лещата | Вертикально фрезерний консольний 6Т13 | |
| Шліфувати нижню площину остаточно | Площина – 3 точки (налагодження УЗПО) | Плоскошліфувальний з прямокутним столом і горизонтальним шпинделем підвищеної точності ЗП722В | |
| Перша позиція: фрезерувати поверхні втулок в розмір 85 і 39 остаточно, розточити отвори Ø50Н7, Ø35Н7 і фаски остаточно; зенкувати виточку Ø42,5 остаточно. Друга позиція: обробити два отвори Ø32/Ø17/М16 і один отвір М12 остаточно, фрезерувати паз В=3 остаточно | Площина – 3 точки; площина симетрії повздовжня – 2 точки; площина симетрії поперечна – 1 точка.(Налагодження УЗПО двопозиційне) | Багатоцільовий (свердлильно-фрезерно-розточувальний) вертикальний високої точності 2256ВМФ4 | |
| Обробити отвір Ø10Н7 остаточно | Схема базування та ж сама кондуктор | Радіально-свердлильний 2К52 – 1 | |
| Зачистити заусенці | Машини для зняття заусенців | ||
| Миття деталь | Мийна машина | ||
| Технічний контроль | |||
| Антикорозійне покриття |
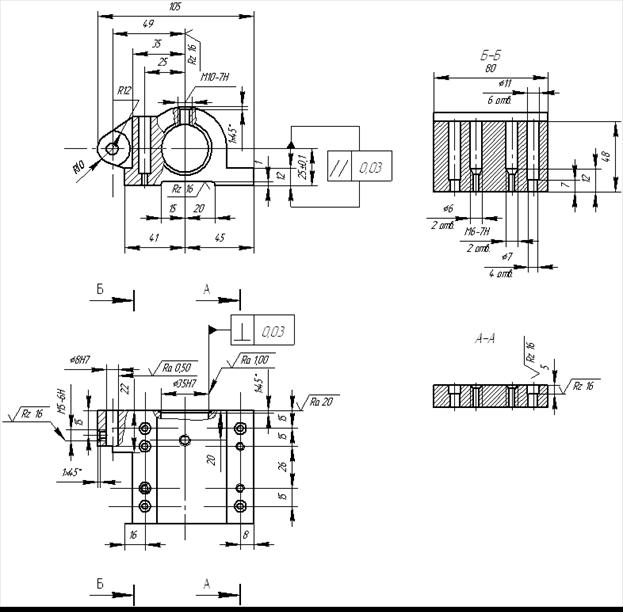
Рисунок 11. Кронштейн до додатку М 2.20.11
М 2.20.11 (рисунок 11) Маршрут обробки кронштейна
Розміри, мм
Вид заготовки – виливок
Матеріал – алюмінійАЛ9
Число деталей з заготовки – 1
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Виливання | |||
| Обрубання й очищення виливка | |||
| Фрезерувати поверхню прилягання попередньо | Площина – 3 точки (пристрій) | Вертикально фрезерний 6Т13 | |
| Фрезерувати торець отвору Ø35Н7 попередньо, розточити отвір Ø35Н7 попередньо | Площина – 3 точки; вісь отвору Ø35Н7 – 2 точки; торець – 1 точка (налагодження УЗПО двомісцеве) | Багатоцільовий з ЧПК та інструментальним магазином ИР320МФ4 | |
| Притупити гострі кромки | Машини для зняття заусенців | ||
| Термічна обробка | |||
| Фрезерувати торець отвору Ø35Н7 остаточно, розточити й розгорнути отвір Ø8Н7 остаточно. | те ж саме, що й на операції 4 | ИР320 | |
| Перша позиція: фрезерувати поверхню прилягання й паз В=35 (15+20) остаточно, свердлити чотири отвори Ø7, два отвори Ø6, свердлити й нарізати нарізку в двох отворах М6-7Н. Друга позиція: зенкувати чотири отвори Ø7 до Ø11 остаточно, зацентрувати, свердлити й нарізати нарізку М10-7Н остаточно | Площина – 3 точки; вісь отвору Ø35Н7 – 2 точки; торець – 1 точка (налагодження УЗПО двопозіційне) | ИР320 | |
| Притупити гострі кромки | Машини для зняття заусенців | ||
| Технічний контроль | |||
| Консервація |
М 2.20.12 (рисунок 12) Маршрут обробки кронштейна
Розміри, мм
Вид заготовки – виливок
Матеріал – чавун СЧ20
Число деталей з заготовки – 1
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Виливання | |||
| Обрубання й очищення виливка | |||
| Фарбування | |||
| Перша позиція: фрезерувати площину прилягання в розміри 100 і 28 остаточно. Свердлити чотири отвори Ø11. Свердлити й розгорнути два отвори Ø8 до Ø8Н7 технологічно. Друга позиція: фрезерувати уступ в розмір 40 і 73 (R40+33) остаточно. Зенкувати два отвори Ø11 до Ø20 остаточно. Третя позиція: розточити отвір Ø55Н7; виточку Ø70 з підрізанням торця Ø55Н7/Ø70 остаточно | Площина – 3 точки; бокова площина 2 точки; упор-торець R40 – 1 точка (УЗПО) Площина прилягання – 3 точки; упор-торець R42 – 1 точка (УЗПО) Площина прилягання – 3 точки Два отвори Ø8Н7 – 3 точки (УЗПО) | Розточувально-свердлильно-фрезерний з ЧПК та інструменталь- ним магазином 2254ВМФ4 | |
| Зенкувати фаску 1х450 в отвору Ø55Н7 | Торець отвору Ø55Н7 – 3 точки; вісь отвору – 2 точки (пристрій) | Вертикально-свердлильний 2Н135 – 1 | |
| Протягнути паз в=8Н9 остаточно | Вісь отвору – 4 точки (пристрій) | Горизонтально-протяжний 7512 | |
| Притупити гострі кромки | Машини для зняття заусенців | ||
| Промити деталь | Мийна машина | ||
| Технічний контроль | |||
| Нанесення антикорозійного покриття |
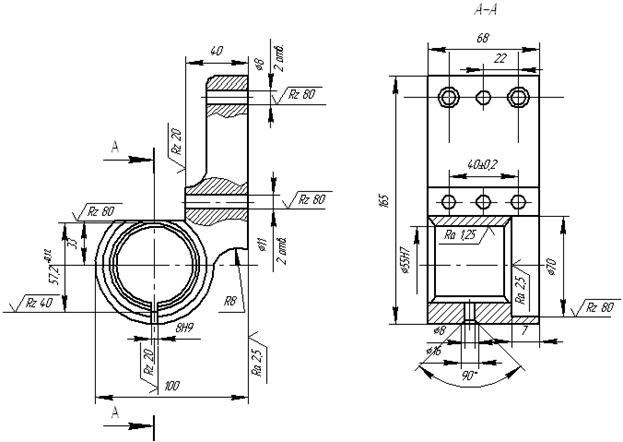
Рисунок 12 Кронштейн до додатку М 2.20.12
Рисунок 13 Кронштейн до додатку М 2.20.13
М 2.20.13 (рисунок 13) Маршрут обробки кронштейна
Розміри, мм
Вид заготовки – виливок
Матеріал – чавун СЧ20
Число деталей з заготовки – 1
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання | |
| Виливання | ||||
| Обрубання й очищення виливка | ||||
| Фарбування | ||||
| Фрезерувати поверхню Б в розмір 32 і протилежну поверхню в розмір 52 попередньо | Площина – 3 точки (пристрій двопозиційний на 4 деталі з гідрозатиском) | Карусельно-фрезерний 6М23С13 | ||
| Притупити гострі кромки | Машини для зняття заусенців | |||
| Фрезерувати верхню поверхню в розмір 84+2 (120-36) | Те ж саме | Горизонтально-фрезерний 6Т82Г | ||
| Фрезерувати два торця в розмір 324 попередньо | Площина – 3 точки вісь отвір Ø55Н7 – 2 точки (Пристрій двопозиційний) | Те ж саме | ||
| Розточити отвір Ø55Н7 до Ø50 | Те ж саме | Горизонтально-розточувальний 2А614Ф1 | ||
| Притупити гострі кромки | Машини для зняття заусенців | |||
| Старіння штучне | ||||
| Фрезерувати поверхню Б в розмір 30,3 і протилежну поверхню в розмір 48,6 під шліфування | Див. операцію 4 | Карусельно-фрезерний 6М23С13 | ||
| Притупити гострі кромки | Машини для зняття заусенців | |||
| Фрезерувати верхню поверхню в розмір 84 (120-36) остаточно | Див. операцію 6 | Горизонтально-фрезерний 6Т82Г | ||
| Фрезерувати два торця в розмір 320 остаточно | Див. операцію 7 | Те ж саме | ||
| Шліфувати поверхню Б в розмір 30 і протилежну поверхню в розмір 48 остаточно | Див. операцію 4 | Плоскошліфувальний ЗП722DВ | ||
| Притупити гострі кромки | Машини для зняття заусенців | |||
| Розточити отвір Ø55Н7, отвір Ø80Н9 і виточку Ø112 остаточно. Свердлити й зенкувати п’ять отворів Ø13/Ø20; свердлити два отвори Ø16 і два отвори Ø10, свердлити, зенкувати і розгорнути отвір Ø16Н7, свердлити й нарізати нарізку в одинадцятьох отворах М6-7Н, свердлити й нарізати нарізку в трьох отворах М16-7Н, свердлити, розсвердлити і нарізати нарізку в отворі Ø22/М10-х1-7Н | Площина Б – 3 точки Вісь отвір Ø55 – 2 точки Упор – 1 точка (бокова поверхня) (УЗПО) | Горизонтальний розточувально-свердлильно-фрезерний з ЧПК та інструментальним магазином 2204ВМФ4 | ||
| Притупити гострі кромки | Машини для зняття заусенців | |||
| Промити деталь | Мийна машина | |||
| Технічний контроль | ||||
| Нанесення антикорозійного покриття | ||||
М 2.20.14 (рисунок 14) Маршрут обробки корпуса
Розміри, мм
Вид заготовки – виливок
Матеріал – чавун СЧ18
Число деталей з заготовки – 1
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Виливання | |||
| Обрубання й очищення виливка | |||
| Фарбування | |||
| Фрезерувати площину основи в розмір 22 остаточно | Площина – 3 точки (УЗПО) | Вертикально-фрезерний верстат 6Т13 | |
| Свердлити 4 отвори Ø12,8, зенкувати Ø13Н9 остаточно | Площина основи 3 точки, вісь отвір 80Н7 – 2 точки, торець – 1 точка (кондуктор) | Вертикально-свердлильний 2Н135-1 | |
| Фрезерувати втулки Ø20 в розмір 20 остаточно, свердлити й нарізати нарізку М10х1-7Н в одному отворі остаточно. Фрезерувати торець Ø102, витримуючи розмір 230 остаточно. Розточити виточки Ø80Н7; Ø90Н13 і фаску 1х450 остаточно. Фрезерувати канавку в=2,2+0,5 остаточно. Розточити виточки Ø80Н7; Ø90Н13 і фаску 1х450 остаточно. Фрезерувати канавку 2,2±0,5 остаточно | Площина і два отвори (6 точок) Налагодження (УЗПО) | Багатоцільовий з ЧПК та інструментальним магазином ИР500МФ4 | |
| Притупити гострі кромки | Машини для зняття заусенців | ||
| Технічний контроль | |||
| Нанесення антикорозійного покриття |
Рисунок 14. Корпус до додатку М 2.20.14
М 2.20.15 (рисунок 15) Маршрут обробки шліцьового вала
Розміри, мм
Вид заготовки – прокат
Матеріал – сталь 45
Число деталей з заготовки – 1
| № операції | Зміст операції | Схема базування (оснастка) | Обладнання |
| Випрямляти пруток Ø32х6000 | (Ролики, втулковий штамп) | Прес КБ9534 | |
| Відрізати заготовку | Циліндрична поверхня – 4 точки Торець – 1 точка (лещата) | Фрезерно-центрувальний 2Г942 | |
| Фрезерувати торці в розмір 226-0,5 та центрувати з двох боків одночасно | Те ж саме (пристрій) | Фрезерно-центрувальний 2Г942 | |
| Свердлити отвори Ø8,4, Ø6,7+0,17 під нарізку М8-6 q, зенкувати фаски, нарізати нарізку М8-6 q | Те ж саме (патрон) | Радіально-свердлильний 2А554 | |
| Точити шийки Ø28d11 до Ø28, 4d11, Ø20p6 до Ø20, 4d11, фаски, проточити канавки В=3 остаточно | Вісь – 4 точки Торець – 1точка (центр обертаючий, повідковий патрон) | Токарний 16К20Ф3 | |
| Точити шийки Ø20Р6 до Ø20,4d11, фаски, проточити канавки В=3. Точити дві канавки В=1,3+0,3 | Те ж саме | Те ж саме | |
| Фрезерувати шість шліців в розмір 6,3d11 до Ø23,3d11 | Те ж саме (подовжений центр, повідковий патрон) | Шліцефрезерний горизонтальний напівавтомат 5А352ПФ2 | |
| Зачистити заусенці | Механізований верстат | ||
| Термічна обробка | Індуктор | Устаткування СВЧ | |
| Шліфувати центрові фаски | Те ж саме (пристрій) | Центрошліфу-вальний МВ119 | |
| Шліфувати шийки Ø20Р6, Ø28d11 з підшліфуванням торця В остаточно | Те ж саме (подовжений центр, поводок) | Круглошліфувальний ЗМ153DФ2 | |
| Шліфувати шийку Ø20Р6 з підшліфуванням торця Е остаточно | Те ж саме | Те ж саме | |
Шліфувати шість шліців в розмір 6  х Ø23хØ28d11 х Ø23хØ28d11
| Те ж саме (повідковий центр) | Шліцешліфува-льний напівавтомат ЗВ451ВФ20 | |
| Промити деталь | Мийна машина | ||
| Технічний контроль | |||
| Нанесення антикорозійного покриття |
Рисунок 15 Шліцьовий вал (до додатку М 2.20.15)
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 1334; Нарушение авторских прав?; Мы поможем в написании вашей работы!