КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Задачі на розрахунок точності обробки 2 страница
|
|
|
|
Задача 6.6
Під час розточування отворів в партії деталей одержані такі числові значення діаметрів:
 N
N  N
N  N
N  N
N  N
N  N
N  N
N 
 N
N 




| 32,05 | 32,06 | 32,07 | 32,08 | 32,09 | 32,10 | 32,05 | 32,05 | 32,05 | 32,05 |
| 32,24 | 32,27 | 32,29 | 32,26 | 32,28 | 32,26 | 32,05 | 32,05 | 32,05 | 32,05 |
| 32,20 | 32,22 | 32,24 | 32,20 | 32,22 | 32,24 | 32,05 | 32,05 | 32,05 | 32,05 |
| 32,10 | 32,12 | 32,14 | 32,10 | 32,12 | 32,14 | 32,05 | 32,05 | 32,05 | 32,05 |
| 32,15 | 32,18 | 32,15 | 32,18 | 32,15 | 32,18 | 32,05 | 32,05 | 32,05 | 32,05 |
| 32,16 | 32,19 | 32,16 | 32,19 | 32,16 | 32,19 | 32,05 | 32,05 | 32,05 | 32,05 |
| 32,17 | 32,2 | 32,17 | 32,2 | 32,17 | 32,20 | 32,05 | 32,05 | 32,05 | 32,05 |
| 32,11 | 32,13 | 32,25 | 32,11 | 32,23 | 32,25 | 32,05 | 32,05 | 32,05 | 32,05 |
| 32,21 | 32,23 | 32,25 | 32,21 | 32,23 | 32,25 | 32,05 | 32,05 | 32,05 | 32,05 |
| 32,26 | 32,28 | 32,30 | 32,27 | 32,29 | 32,27 | 32,05 | 32,05 | 32,05 | 32,05 |







N  N
N  N
N  N
N  N
N  N
N  N
N 
N 
Необхідно:
1. Побудувати гістограму розсіювання розмірів отворів і нанести поле допуску T.
2. Визначити:
· координату центру групування відхилень від номінального розміру  ;
;
· експериментальне, середнє квадратичне відхилення S;
· теоретичне середнє квадратичне відхилення  ;
;
· величину теоретичного поля розсіювання ∆P;
· коефіцієнт точності T  процесу.
процесу.
| № варіанта | Розмір за кресленням | Кількість деталей у виборці |
32 
| N =30
| |
32 
| N =40
| |
32 
| N =50
| |
32 
| N =60
| |
32 
| N =70
| |
| 32
| N =80
| |
| 32
| N =90
| |
| 32
| N =100
| |
| 32
| N  = N + N =70 = N + N =70
| |
| 32
| N  = N + N =80 = N + N =80
| |
| 32
| N  =N +N =90 =N +N =90
| |
| 32
| N  =N +N =100 =N +N =100
| |
| 32
| N  =N +N = 90 =N +N = 90
| |
| 32
| N  =N +N =100 =N +N =100
| |
| 32
| N  =N +N =100 =N +N =100
| |
32 
| N =30
| |
32 
| N =40
| |
32 
| N =50
| |
32 
| N =60
| |
32 
| N =70
| |
| 32
| N =80
| |
| 32
| N =90
| |
| 32
| N =100
| |
32 
| N  =N + N =70 =N + N =70
| |
32 
| N  = N + N =80 = N + N =80
| |
32 
| N  =N +N =90 =N +N =90
| |
| 32
| N  =N +N =100 =N +N =100
| |
| 32
| N  = N +N =80 = N +N =80
| |
| 32
| N  =N + N =90 =N + N =90
| |
| 32
| N  = N + N =100 = N + N =100
|
Примітка: Значення P =  взяти рівним із співвідношення:
взяти рівним із співвідношення:
| N | P | N | P |
| 1,39 | 1,24 | ||
| 1,33 | 1,22 | ||
| 1,29 | 1,21 | ||
| 1,26 | 1,20 |
Література: 4, 17, 40, 44
Задача 8.1 (Бондаренко стр.177)
На токарному напівавтоматі налагодженому на зовнішній діаметр d0=50 мм обробляється втулки. За результатом вимірювання вибірки обсягом n=25 деталей визначені середній діаметр d=50,18 мм і середнє квадратичне відхилення S=0,28 мм. Визначити правильнисть налагодження верстата.
Розв’язання
1.В цій задачі потрібно визначити, невідоме математичне очікування (для Анастр. - настраювальний розмір) за допомогою довірчих інтервалів.
Примітка:
Довірчивий інтервал - межі змінювання випадкової величени.
2.Знаходження цих інтервалів здійснюється за допомогою розподілення Стьюдента.
За цим розподіленням виходить, що за даними виборки можна побудувати випадкову величину. Можливе значення цієї величини позначають через t, яка має розподілення Стьюдента з k=n-1 ступенями свободи.

 - вибіркова середня (у нас 50,18);
- вибіркова середня (у нас 50,18);
S – “ виправлене ” середнє квадратичне відхилення (у нас 0,28);
n - об'єм виборки (у нас 25);
3. Знайдемо випадкову величену t:
За таблицею 12.11 Бондаренко; та ймовірності
 =0,95 і n=25; t=2,06.
=0,95 і n=25; t=2,06.
4.Знайдемо довірчиві межі:


5.Отже, невідомий настроювальний параметр заключений у довірчому інтервалі
50,065<Анаетр.<50,295,
тобто розмір 50 вписується в ці межі, настроювання здійснено вірно.
Примiтка
«Виправлене» середнє квадратичне відхилення (S2)- це коли з однієї генеральної виборки береться повторна виборка:
Значення ознаки…….. x1,x2,xk;
Читоти……………….. n1,n2,nk;
Тоді середнє квадратичне відхилення через S2 буде:
Задача 8.2 (Бондаренко стр. 177)
Похибка закріплення Ез1 в пристрої характарезується середнім квадратичним відхиленням  =0,245мм. Для стабілізації сили закріплення було застосовано модернізований пристрій, похибка закріплення в якому Ез2 становить 0,5;0,4;0,6;0,3;0,5;0,4;0,3;0,5;0,3;0,4 мкм. Визначити суттєвість проведеної модернізації.
=0,245мм. Для стабілізації сили закріплення було застосовано модернізований пристрій, похибка закріплення в якому Ез2 становить 0,5;0,4;0,6;0,3;0,5;0,4;0,3;0,5;0,3;0,4 мкм. Визначити суттєвість проведеної модернізації.
Розв’язання
1.Робимо припущення, що закон розподілення похибок - нормальний.
2.Для нормального закону:
Висновок: модернізація була суттєвою.
Задача 8.3 (Бондаренко стр.177)
Виливки виготовлені на першому верстаті, мають розміри D1=20,16;20,24;19,96;20,03;20,13;20,18;20,08;20,15;19,98;20,01, а на другому D2=20,05;20,04;20,07;20,02;20,07;20,25;19,97;20,10;
Визначити чи мають верстати однакову точність? Чи суттєво відрізняється налагоджувані розміри на верстатах?
Розв’язання.
1. Тут необхідно визначити чи можна вважати точність обробки двох верстатіва однаковою?
Іншими словами,необхідно перевірити нульову гіпотезу про те, що розподілення похибок обробки двох верстатів описуються однаковими функціями розподілення.
2.За даними вибірок визначити «виправлені» вибіркові дисперсії Sx2 і Sy2
 Треба визначити як для кожної вибірки;
Треба визначити як для кожної вибірки;  - відомі (це D1 і D2)
- відомі (це D1 і D2)
n – кількість деталей у вибірках (10 і 8)
3.При рівні значущості 0,05 перевірити нульову гіпотезу
H0/D(x)=D(y), тобто дисперсії величин x і y рівні.
4. Знайти відношення більшої викривленої дисперсії до меншої
Приймемо ( ) тоді
) тоді
 (наприклад)
(наприклад)
5.По таблиці (розподілення за Фільшером “див табл. Матем/статистики”)
Для рівня значущості  =0,05 і числами степенів свободи K1 =10-1=9 і K2 =8-1=7 знаходимо критичну точку
=0,05 і числами степенів свободи K1 =10-1=9 і K2 =8-1=7 знаходимо критичну точку
Fкp(0,05;9;7)=2,56(як приклад).
6.Оскільки Fспост.< Fкр, то гіпотези про рівність дисперсії підтверджуються.
Задача 8.7(Бондаренко стр.185)
Похибки методу обробки дрівнює 0,18мм. Яким повинен бути допуск на обробку, щоб к-сть деталей, які потребують додаткової обробки не перевищувала 10%, а к-сть заниженої проти допуску деталей була не більше 0,4%
Розв’язання
1. Отже, з умови задачі відомо:
a)  =0,18мм;
=0,18мм;
=0,18=  , звідси =0,18/6=0,03мм.
, звідси =0,18/6=0,03мм.
б) Виправний брак повинен бути не більше 10%(0,1);
в)Невиправний брак - не більше 0,4%(0,004);
2.Нанесемо ці дані на схему(при умові,що розподілення розмірів відбувається за нормальним законом).
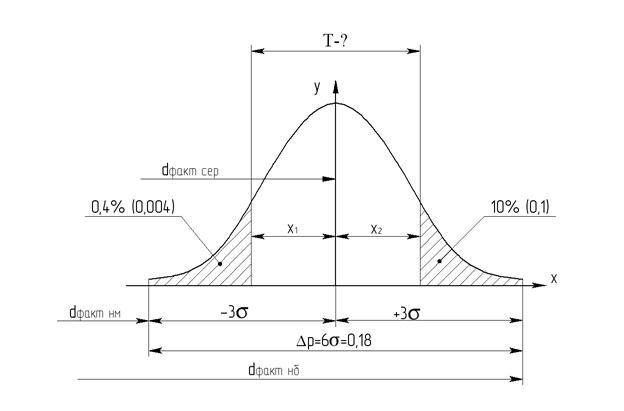
3. Визначимо зі схеми площі схему придатних деталей
 =0,5-0,004=0,496;
=0,5-0,004=0,496;
 =0,5-0,10=0,4;
=0,5-0,10=0,4;
4.Згідно таблиць Лапласа знаходимо для визначених площь Z1 і Z2 ;
Z1=2,64; Z2=1,28;
5.Але,відомо,що  звідки
звідки  ;
;
6. 
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 590; Нарушение авторских прав?; Мы поможем в написании вашей работы!