КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение количества и состава оборудования основного производства
|
|
|
|
1.1. Средний такт выпуска деталей на участке определяется по формуле:
 (1.1)
(1.1)
где kнаим - среднее месячное количество наименований деталей (номенклатура), обрабатываемых на автоматизированном комплексе;
Nнаим - средняя месячная программа выпуска деталей одного наименования;
F0 - месячный фонд работы оборудования, F0 = 305 ч.
1.2. Средняя станкоемкость обработки одной детали, приходящаяся на один станок, определяется по формуле:
T0i = d0i × tоб, (1.2)
где tоб - средняя трудоемкость обработки одной детали;
d0i – доля оперативного времени для данного типа станков, определяемая для следующих операций:
Для данной группы деталей было сделано такое распределение:
фрезерно-расточные – 0,85; сверлильные и резьбонарезные – 0,51; шлифовальные – 0,22.
T0фр =0,85×1,0=0,57ч
T0Св =0,51×1,0=0,35ч
T0Ш =0,22×1,0=0,15ч
1.3. Расчетное количество оборудования каждого типа определяется по формуле:
 (1.3)
(1.3)
Поскольку количество оборудования должно выражаться целым числом, расчетные значения следует округлить до ближайшего целого значения  .
.
1.3.2. Определение количества фрезерно-расточных станков.

1.3.3. Определение количества сверлильных и резьбонарезных станков.
 = 2
= 2
1.3.4. Определение количества шлифовальных станков.

1.4. Определение коэффициента загрузки оборудования
1.4.1. Коэффициент загрузки для каждого типа оборудования определяется по формуле:
 (1.4)
(1.4)
1.4.2. Средний коэффициент загрузки оборудования на участке определяется по формуле:
 (1.5)
(1.5)
1.4.3. Полученные данные используем для построения диаграммы загрузки:

Рис. 1. Диаграмма загрузки станков
1.5. Производим подбор оборудования. Полученные результаты сводим в таблицу.
Состав и количество оборудования Таблица 1
| Модель станка | Модель УЧПУ | Средняя станкоемкость T0i | Количество оборудования в комплексе | Коэффициент загрузки KЗi | |
| расчетное CРi | принятое CПi | ||||
| ИР500ПМФ4 | Н5,5 | 0,85 | 2,85 | 0,95 | |
| ИР500ПМФ4 | Н5,5 | 0,51 | 1,7 | 0,85 | |
| 3Н764Ф1 | Н5,5 | 0,22 | 0,75 | 0,75 |
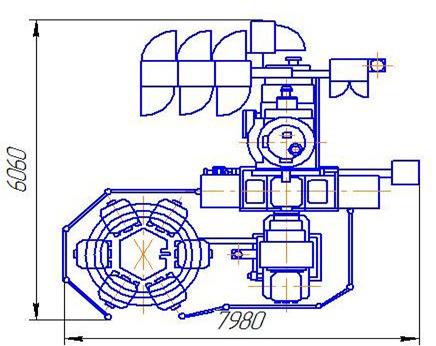
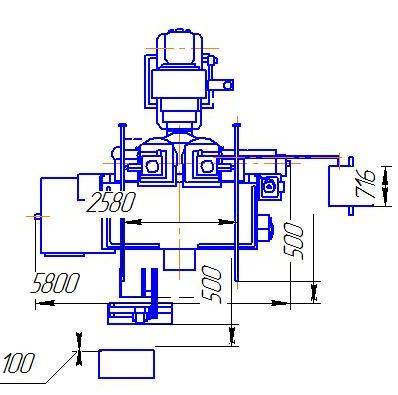
В табл. 1.2. приведены параметры станка ИР500ПМФ4
Таблица 1.2
Параметры станка ИР500ПМФ4
| Параметр | ИР500ПМФ4 |
| Размеры стола-спутника l×b, мм | 500x500 |
| Наибольшая масса обрабатываемой детали, кг | |
| Перемещение подвижных узлов, мм: - по оси Х - по оси Y - по оси Z | |
| Мощность главного привода, кВт | |
| Число инструментов в магазине, шт. | |
| Время смены инструмента, с. | 12,5 |
| Число столов-спутников в накопителе, шт. | 4;12 |
| Время смены столов-спутников в накопителе, с. | |
| Масса станка без оборудования, т. |
В табл. 1.3. приведены параметры карусельно-шлифовального станка 3Н764Ф1.
Таблица 1.3.
Параметры карусельно-шлифовального станка
| Параметр | 3Н764Ф1 |
| Наибольший диаметр шлифуемого изделия, мм | |
| Наибольшая высота шлифуемого изделия, мм | |
| Наибольшая масса обрабатываемой детали, кг | |
| Диаметр планшайбы, мм | |
| Частота вращения планшайбы, об/мин. | 2-20 |
| Вертикальный шлифовальный шпиндель: - размеры шлифовального круга, мм: наибольший диаметр наименьший диаметр наибольшая высота |
Продолжение табл.1.3
| частота вращения, об/мин Горизонтальный шлифовальный шпиндель: - размеры шлифовального круга, мм: наибольший диаметр наименьший диаметр наибольшая высота частота вращения, об/мин | 1480; 2120 1700; 2430 |
| Перемещение подвижных узлов, мм: - по оси Х - по оси Y - по оси Z | |
| Наибольший ход шлифовальных шпинделей, мм: - вертикальный; - горизонтальный от центра планшайбы. | |
| Наибольший угол поворота шлифовальных бабок, град | ±30 |
| Скорость установочного горизонтального и вертикального перемещения шпинделей, мм/мин | |
| Горизонтальная и вертикальная непрерывные подачи (бесступенчатое регулирование), мм/мин | 10-1500 |
| Количество ступеней горизонтальных и вертикальных врезных подач | |
| Горизонтальные и прерывистые вертикальные врезные подачи, мкм | 2,5-50 |
| Габарит станка, мм | 8800×8500×5800 |
| Масса станка с электрооборудованием, кг |
Концепция производства зависит от типа производства. Ориентировочно тип производства устанавливают на начальной стадии проектирования. Основным критерием при этом служит коэффициент закрепления операций. Это отношение числа всех технологических операций О, выполняемых в течение месяца на механическом участке, к числу рабочих мест этого участка Р:
 (1.6)
(1.6)
Типы машиностроительных производств характеризуются следующими значениями коэффициента закрепления операций:
КЗО £ 1 – массовое производство;
1 < КЗО £ 10 – крупносерийное производство;
10 < КЗО £ 20 – среднесерийное производство;
20 < КЗО £ 40 – мелкосерийное производство;
КЗО > 40 – единичное производство;
Поскольку у нас мелкосерийное производство экономически целесообразным является проектирование гибких автоматизированных участков (ГАУ).
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 397; Нарушение авторских прав?; Мы поможем в написании вашей работы!