КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение характеристики центрального инструментального магазина
|
|
|
|
Определение состава оборудования для транспортирования инструмента
Многономенклатурные автоматизированные комплексы с высокой степенью автоматизации включают в себя помимо системы транспортирования деталей также систему транспортирования инструмента.
На стадии технического предложения необходимо произвести расчеты по определению основных параметров транспорта инструмента и определить:
1) характеристику центрального магазина инструментов (склада);
2) число и функции подвижных транспортных механизмов.
Основной расчетной характеристикой центрального магазина инструментов является его вместимость, которая определяется числом инструмента, требуемого для обработки заданного числа деталей, и размерами комплекса. Как правило, склад инструмента располагают либо рядом со станками (такая компоновка представлена на рис. 6.1), либо над станками (это позволяет экономить производственную площадь).
При таком расположении склад выполняется одноярусным (по аналогии со складом деталей), а число рядов может быть различным и зависит от числа инструментальных гнезд, которое в нем должно быть.
На стадии технического предложения суммарное число инструментов, необходимых для обработки всей номенклатуры деталей в течение месяца рассчитывается по формуле
КИН = К1 + КД, (6.1)
где К1 – число инструментов для обработки всей номенклатуры деталей, шт.;
 , (6.2)
, (6.2)
здесь КНАИМ =50 – число наименований деталей, шт.; tОБ =3,0– среднее время обработки одной детали, мин; NНАИМ =20 – средняя месячная программа выпуска деталей одного наименования; tИН =50– среднее время работы одного инструмента, мин;
 , (6.3)
, (6.3)
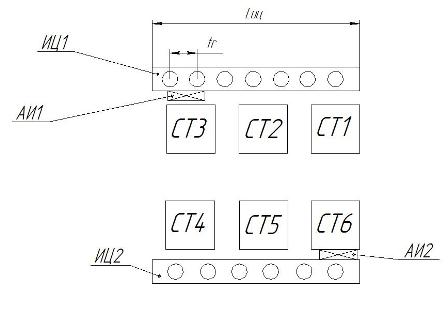
Рис. 6.1. Схема транспортирования инструмента
Число дублеров инструмента для обработки месячной программы деталей, шт.
КД = nДБ NНАИМ КНАИМ, (6.4)
где nДБ =2– среднее число дублеров на одну деталь, шт.
Дублеры необходимы для инструмента с малой стойкостью, к числу которых относятся метчики, развертки и т. д.
На рассматриваемом автоматизированном комплексе обрабатываются детали 152 наименований, размер партии NНАИМ = 20. Средняя трудоемкость
обработки детали составляет 1,0 ч, среднее время работы одного инструмента 90 мин. Среднее число дублеров инструментов на каждую деталь 2 шт. Тогда согласно формулам (5.26) – (5.28)
КД =2  20 90=3600
20 90=3600
 2160 шт.; КД = 3600шт.
2160 шт.; КД = 3600шт.
и для обработки 28 наименований деталей необходимо суммарное число инструментов:
КИН = 2160+3600=5760 шт.
Шаг расположения инструментальных гнезд магазина tГ выбирается с таким расчетом, чтобы инструменты в общем случае не мешали друг другу при установке в соседние гнезда. Исключением может быть крупный инструмент, который перекрывает соседние гнезда.
При шаге tГ = 126 мм вдоль всех шести станков на длине 46400 мм (см. рис. 6.1) в один ряд располагаются 250 инструментов. В магазинах пяти станков располагаются 180 инструментов (по 36 инструментов в магазине каждого станка).
Если стеллаж выполнить двухрядным, то на комплексе одновременно может находиться 250´2+180=680 инструментов. Это примерно половина всего требуемого инструмента. Чтобы установить весь оставшийся инструмент, то понадобится еще три ряда. В таком стеллаже организация доставки инструмента с крайних накопителей к станкам потребует установки дополнительных подвижных передающих механизмов, что снижает надежность работы системы и значительно увеличивает время поиска и доставки инструмента.
В этом случае система транспортирования инструмента строится в соответствии с планировкой (см. рис. 6.1) и включает: накопитель инструментов центрального магазина ИЦ1 (ближайший к станкам СТ1 – СТ7), задний накопитель инструментов центрального магазина ИЦ2, робот-автооператор АИ1, работающий со стороны станков, робот-автооператор АИ2 (осуществляющий обмен инструментов между накопителями центрального магазина) и, наконец, подъемную кассету.
|
|
|
|
|
Дата добавления: 2014-12-26; Просмотров: 497; Нарушение авторских прав?; Мы поможем в написании вашей работы!