КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оборудование для тиснения матриц
|
|
|
|
В современном газетном производстве наиболее распространенным способом изготовления матриц является матрицирование на матричных прессах. В практике применяют два вида матрицирования: холодное и горячее.
При холодном способе матрицирования матрицы получают без подогрева плит с последующей сушкой их в специальных матрицесушильных устройствах. Холодный способ матрицирования применяется в основном в газетном производстве, где очень важна скорость изготовления матриц.
При горячем способе матрицирования матрицы изготавливают с подогревом обеих плит и сушкой их на прессе. Горячий способ применяют в книжно-журнальном производстве. Этот способ обеспечивает получение матриц с небольшой усадкой и хорошее воспроизведение мелких деталей оригинальной формы. Однако горячий способ матрицирования требует больше времени для тиснения и сопровождается большим износом набора.
В тех типографиях, где требуется небольшое число газетных матриц, иногда применяют так называемый полугорячий способ матрицирования. Этот способ рекомендуется применять при прессовании с одной оригинальной формы не более 4 матриц. При этом несколько увеличивается время прессования, но зато намного лучше воспроизводятся все мелкие элементы, что особенно важно при использовании растровых клише.
Температура плит пресса при полугорячем способе матрицирования должна быть в пределах 70—90 °С, а давление прессования снижают по сравнению с холодным способом на 15— 20 %. Матрицу выдерживают под давлением в течение 3—5 мин.
Тиснение матрицы производят следующим образом: на наборную форму лицевой стороной кладут подготовленный матричный картон, а поверх него укладывают настил. Материалами для настила служат: при горячем матрицировании — офсетная ткань и картон, при холодном — поропласт и кирза или серое шинельное сукно. Во время прессования ткани и кирза уплотняются и для последующего использования их рабочие свойства должны быть восстановлены путем вымачивания и после-
|
дующей сушки в соответствии с указаниями технологической инструкции по стереотипным процессам.
Подготовленную форму сдвигают на рабочую часть плиты пресса и после достижения установленного уровня давления выдерживают форму под давлением около 30—60 с. После этого пресс выключают, плиты возвращаются в исходное положение и матрицу снимают с оригинальной формы.
Отличительной особенностью при тиснении матриц для отливки стереотипов на станках под избыточным давлением и с подачей сплава снизу-вверх является то, что головка стереотипа находится внизу отливной формы и поэтому картон на оригинальной форме необходимо располагать таким образом, чтобы у головки картон выступал за марзан не более чем на 5— 6 мм, а «хвост» матрицы при этом должен быть длиннее.
Согласно технологическим инструкциям по стереотипным процессам, к качеству матриц предъявляются следующие требования:
углубления печатающих элементов на матрицах должны быть равномерными и достаточными по всей их площади. Глубину внутренних пробелов участков набора и штриховых клише измеряют при помощи индикаторного глубиномера, а глубину растровых клише — при помощи микроскопа ПМТ-3. Для измерения глубины пробелов матрицы наводят на резкость сначала печатающую поверхность, а затем самый высокий участок пробела;
контур всех печатающих элементов должен быть резким;
матрица не должна иметь механических повреждений, трещин в пробелах, срывов и отслаиваний покровного слоя;
влажность матрицы не должна превышать 2—3 % по отношению к абсолютно сухой массе;
края матрицы должны быть правильно обрезаны относительно линии марзанов, перекосы не должны превышать 8 п., их проверяют угольником;
края матрицы, зажимаемые ограничительными рамками, должны быть гладкими, без выпуклостей, образующихся при зазорах между марзанами.
Отечественным машиностроением для прессования газетных и книжно-журнальных матриц выпускаются прессы СМП-400 и СМП-200. До последнего времени Шадринский завод полиграфических машин изготовлял прессы марок МП-150 и МП-400, которые нашли широкое применение на предприятиях страны.
Разработка новых моделей прессов вызвана изменением режимов матрицирования в газетном производстве в связи с применением в качестве оригинальной формы травленой полосы на
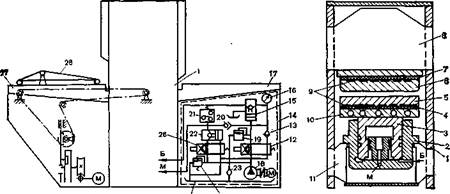
микроцинке, а также необходимостью изготовления пластмассовых стереотипов. В связи с широким применением в пунктах децентрализованного печатания газет печати со стереотипов рассмотрим конструкцию пресса на примере модели СМП-400. Эта модель пресса отличается универсальностью, высоким уровнем нормализации и автоматизации технологического процесса, компактностью и надежностью конструкции, простотой обслуживания.
В прессе СМП-400 механизированы операции транспортирования формы в зону тиснения и на рабочий стол после окон-
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 605; Нарушение авторских прав?; Мы поможем в написании вашей работы!