КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Организация инструментального хозяйства 1 страница
|
|
|
|
Расчет длительности цикла технической подготовки производства
На основе установленной трудоемкости отдельных работ может быть рассчитана длительность цикла каждой стадии, каждого этапа технической подготовки производства в календарных днях. Расчет проводится по формуле
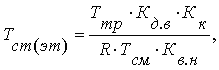 (6) где Т ст (эт) - длительность цикла стадии (этапа) ТП, календ. дн.; Ттр - трудоемкость стадии (этапа), чел.-час; К д.в. - коэффициент, учитывающий дополнительные затраты времени на согласование, утверждение, внесение изменений в техническую документацию и другие работы, не предусмотренные нормативами (если эти затраты не учтены при расчете трудоемкости), Кд.в =1,1 1,5; Кк - коэффициент календарности, определяется как отношение числа календарных дней в плановом году к числу рабочих дней; R - количество работников одновременно выполняющих данную стадию (этап); Тсм - продолжительность смены, час; Кв.н - коэффициент выполнения норм времени.
(6) где Т ст (эт) - длительность цикла стадии (этапа) ТП, календ. дн.; Ттр - трудоемкость стадии (этапа), чел.-час; К д.в. - коэффициент, учитывающий дополнительные затраты времени на согласование, утверждение, внесение изменений в техническую документацию и другие работы, не предусмотренные нормативами (если эти затраты не учтены при расчете трудоемкости), Кд.в =1,1 1,5; Кк - коэффициент календарности, определяется как отношение числа календарных дней в плановом году к числу рабочих дней; R - количество работников одновременно выполняющих данную стадию (этап); Тсм - продолжительность смены, час; Кв.н - коэффициент выполнения норм времени.
Организация работ по технической подготовке производства основывается на последовательном или параллельно-последовательном методах выполнения стадий и этапов.
Последовательный метод заключается в том, что каждая последующая стадия или этап ТП начинаются только после полного завершения предшествующих. В этом случае общий цикл технической подготовки производства (ТП) в календарных днях составит
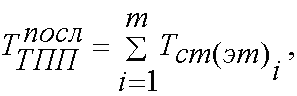 (7) где i = 1,:, m - число стадий (этапов) цикла ТП.
(7) где i = 1,:, m - число стадий (этапов) цикла ТП.
Параллельно-последовательный метод заключается в том, что выполнение отдельных стадий (этапов) ТП частично совмещено во времени.
Минимально возможный цикл ТП при совмещении по времени стадий (этапов) будет равен
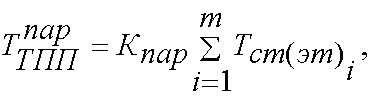 (8)
(8)
где Кпар - средний коэффициент параллельности выполнения стадий (этапов), Кпар = 0,3-0,7.
Общий цикл ТП ( ) или минимально возможный цикл ТП (
) или минимально возможный цикл ТП ( ) должны быть сопоставлены с директивным сроком, устанавливаемым руководящими органами или заказчиками, причем и должны быть меньше или равны директивному сроку.
) должны быть сопоставлены с директивным сроком, устанавливаемым руководящими органами или заказчиками, причем и должны быть меньше или равны директивному сроку.
Пути сокращения длительности цикла ТП:
- стандартизация и типизация технических и организационных решений на всех стадиях (этапах) подготовки производства;
- параллельное и параллельно-последовательное выполнение работ;
- научная организация труда конструкторов, технологов;
- внедрение механизации, автоматизации, компьютеризация трудоемких работ;
- совершенствование информационного обеспечения работников служб подготовки.
Выводы
1 Планирование конструкторской и технологической подготовки производства (далее технической подготовки производства) заключается в: составлении календарных планов выполнения работ; определении величины ресурсов, необходимых для их реализации; осуществлении оперативного управления ходом работ, включая контроль за выполнением планов; регулировании процессов при выявлении отклонений от намеченных планов.
2 Продолжительность отдельных работ определяется на основании разработанных нормативов (нормативный метод) либо принимается равной продолжительности аналогичных работ, выполнявшихся ранее (метод аналогий). При отсутствии необходимой информации продолжительность отдельных работ определяется экспертным путем (вероятностный метод).
3 На основе установленной трудоемкости отдельных работ может быть рассчитана длительность цикла каждой стадии, каждого этапа технической подготовки производства в календарных днях.
4 Организация работ по технической подготовке производства основывается на последовательном или параллельно-последовательном методах выполнении отдельных стадий и этапов.
5 Пути сокращения длительности цикла ТП: стандартизация и типизация технических и организационных решений на всех стадиях (этапах) подготовки производства; параллельное и параллельно-последовательное выполнение работ; научная организация труда конструкторов, технологов; внедрение механизации, автоматизации, компьютеризация трудоемких работ; совершенствование информационного обеспечения работников служб подготовки.
Задача инструментального хозяйства - своевременное изготовление и обеспечение производства высокопроизводительными и экономичными инструментами и технологической оснасткой, а также поддержание их в работоспособном состоянии в период эксплуатации.
Работа по обеспечению инструментами и технологической оснасткой выполняется подразделениями инструментального хозяйства и ведется по двум направлениям:
- инструментальное производство;
- инструментальное обслуживание.
Структура инструментального хозяйства представлена на рис. 9.1.
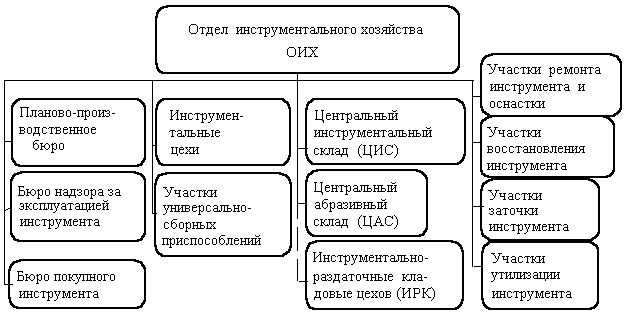
Рис. 9.1. Структура инструментального хозяйства
Функции инструментального хозяйства:
1) разработка нормативов потребления инструмента и оснастки;
2) планирование, изготовления, приобретения, ремонта инструментов и оснастки;
3) изготовление инструментов и оснастки;
4) приобретение;
5) организация хранения и обслуживание цехов;
6) ремонт и восстановление;
7) заточка;
8) утилизация;
9) надзор за надлежащим использованием.
Планирование и нормирование потребности в инструменте и технологической оснастке
Потребность предприятия в инструменте и технологической оснастке (далее в инструменте) складывается из расходного и оборотного фондов.
Расходный фонд - это годовая потребность в инструменте для выполнения запланированного объема и номенклатуры продукции. Расчет потребности по каждому виду инструмента ведется по утвержденным нормам расхода и годовой производственной программы.
Оборотный фонд - запас инструментов (Zоб) для обеспечения нормальной работы производства, образующийся:
- из складских запасов в ЦИСе и ИРК (Zскл);
- эксплуатационного фонда на рабочих местах (Zр);
- инструментов в заточке (Zз);
- инструментов в ремонте (Zрем);
- инструментов на контроле (Zк).
Zоб = Zскл + Zр + Zз + Zрем + Zк.
Размер запасов в основном устанавливается по системе "максимум- минимум", то есть каждый вид инструментов имеет три нормы запаса:
- максимальный Zmax;
- минимальный Zmin;
- запас в "точке заказа" Zт.з.
Эти нормы запаса рассчитываются по формулам:
Zmax = Rдн Tпз + Zmin;
Zmin = Rдн Tс.изг;
Zт.з = Rдн Tн.изг,
где Rдн - среднедневная потребность ИРК цехов в данном инструменте (шт);
Tп.з - периодичность пополнения запаса (дн.);
Тс.изг и Tн.изг - время срочного и нормального изготовления партии инструментов или приобретения партии покупных инструментов (дн).
Запас точки заказа (Zт.з) отражает такую величину запаса, при которой должен выдаваться заказ на изготовление или приобретение инструментов. Объем партии заказа (Zпарт) равен
Zпарт = Zmax - Zmin.
Изготовление инструментов. Если предприятие не может приобрести необходимые ему инструменты на специализированных инструментальных заводах или такое приобретение дороже собственного производства, то изготовление такого инструмента осуществляет в собственных инструментальных цехах. Обычно инструментальные цехи организуются по технологическому принципу. В их состав входят отделения или участки: станочное, слесарно-сборочные, лекальные, шлифовально-заточные, заготовительные, термические, контрольные, восстановления инструментов, измерительная лаборатория, кладовые и т.д.
Специализация подразделений цеха зависит от вида основной продукции предприятия и ее объемов.
Приобретение инструментов является функцией бюро покупных инструментов.
Организация инструментального обслуживания непосредственно в производственных подразделениях предприятия предполагает бесперебойное снабжение рабочих мест инструментами, их правильную эксплуатацию, своевременный и качественный ремонт. Рабочие места производственных цехов обслуживают ИРК, в функции которых входит:
- получение из ЦИС (ЦАС) инструментов;
- организация их хранения и учета;
- выдача на рабочие места;
- организация ремонта и восстановления инструментов;
- организация контроля;
- списание пришедших в негодность инструментов.
В ЦИСе (ЦАСе) хранится основная часть запасов инструментов предприятия.
Ремонт и восстановление инструментов производится, в зависимости от их особенностей и количества, либо в ремонтных отделениях, расположенных непосредственно в цехах основного производства, либо на специализированных участках инструментальных цехов.
Заточка инструментов. Для заточки инструментов в цехах организуются заточные отделения. Заточки сложных инструментов, требующих специального дорогостоящего оборудования (червячные фрезы, шеверы, долбяки, протяжки, резцовые головки для конических винтовых колес и т.д.), производят централизованно в инструментальных цехах.
Одной из важных функций является организация технического надзора за эксплуатацией инструментов:
- их состояния;
- соблюдением правил эксплуатации;
- выполнением правил хранения;
- правильной заточкой и т.д.
15. Организация энергетического хозяйства
Задачи энергетического хозяйства предприятия:
- обеспечение бесперебойного снабжения производства всеми видами энергии;
- наиболее полное использование мощности энергоустройств и их содержание в исправном состоянии;
- снижение издержек на потребляемые виды энергий.
В зависимости от особенностей технологических процессов на предприятиях потребляются различные виды энергий и энергоносителей, для обеспечения которыми и создается энергетическая служба. Это электроэнергия, тепловая энергия (перегретый пар, горячая вода), сжатый воздух, газы (природный газ, углекислота, аргон, азот, хлор, кислород, водород), вода разной степени очистки, а также централизованные системы отопления, канализации (ливневой, сточной, фекальной, химически загрязненной), вентиляции и кондиционирования воздуха.
Примерная структура энергетической службы приведена на рис. 9.3.
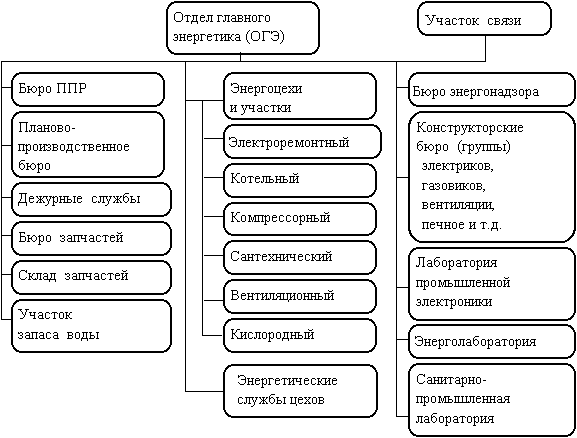
Рис. 9.3. Структура энергетической службы предприятия
Функции энергетической службы предприятия:
- разработка нормативов, касающихся энергетической службы;
- планирование потребности во всех видах энергии и энергоносителей, составление энергетического баланса предприятия;
- планирование ППР оборудования;
- планирование потребности в запчастях;
- организация выработки (обеспечения) предприятия всеми видами энергии;
- оперативное планирование и диспетчирование обеспечения предприятия всеми видами энергии;
- организация ремонтных работ оборудования;
- разработка технической документации для проведения монтажных, ремонтных работ оборудования и энергетических коммуникаций (сетей);
- организация обслуживания энергетического оборудования, сетей, линий связи;
- контроль за качеством ремонтных работ;
- организация монтажных, пусконаладочных работ нового оборудования, демонтаж и утилизация списанного энергетического оборудования;
- надзор за правилами эксплуатации оборудования;
- контроль за расходами всех видов энергии.
Расчет потребности в энергии и энергетический баланс предприятия
Организация и эксплуатация энергохозяйства основаны на планировании производства в энергии и определении источников ее покрытия. Потребность в энергоресурсах устанавливается на основе норм их расхода и годовой программы выпуска продукции.
Кроме расхода энергии на производственные цели, учитываются ее затраты на освещение, вентиляцию, отопление, а также потери энергии в заводских сетях. Потребность в технологической энергии рассчитывается исходя из норм расхода по операциям или видам оборудования.
16. Организация ремонтного хозяйства
Основной задачей функционирования ремонтного хозяйства предприятия является обеспечение бесперебойной эксплуатации оборудования. Служба ремонтного хозяйства в системе управления предприятием подчинена главному инженеру. В ее состав входят: ремонтно-восстановительная база предприятия, склады, цехи и общезаводские отделы ремонтного хозяйства (технологический, оборудования, диспетчерский).
В зависимости от масштабов производства ремонтно-восстановительная база предприятия может содержать ремонтно-механический цех, выполняющий ремонт технологического оборудования; ремонтно-строительный цех, выполняющий ремонт зданий, сооружений, производственных, складских и служебных помещений; электроремонтный цех, подчиненный главному энергетику и выполняющий ремонт энергооборудования, а также склады оборудования и запасных частей. Кроме того, в цехах целесообразно создание ремонтных баз, подчиненных цеховому механику, главной задачей которых является поддержание в работоспособном состоянии технологического оборудования, осуществление профилактических осмотров, разнообразных ремонтных работ.
Общезаводские отделы ремонтного хозяйства подчиняются главному механику наряду с ремонтно-механическим и ремонтно-строительным цехами. Вместе с этими подразделениями в его службе можно организовать бюро планово-предупредительного ремонта и планово-производственное бюро.
Характерными работами для ремонтного хозяйства предприятия являются[1]:
• паспортизация и аттестация оборудования;
• разработка технологических процессов ремонта и их оснащения;
• планирование и выполнение работ по техническому обслуживанию и ремонту оборудования;
• модернизация оборудования.
Одним из условий эффективной организации работы любого предприятия является наличие отлаженного механизма выполнения ремонтных работ. Чем ниже удельный вес расходов на ремонт, обслуживание и содержание оборудования в себестоимости продукции, тем выше эффективность производства и самого ремонтного хозяйства. Для предупреждения нерациональных потерь в производстве и сокращения затрат на ремонт служит система планово-предупредительного ремонта.
Системой планово-предупредительного ремонта называется совокупность различного вида работ по техническому уходу и ремонту оборудования, проводимых по заранее составленному плану с целью обеспечения наиболее эффективной эксплуатации оборудования.
Таким образом, работы по уходу, надзору, обслуживанию и ремонту оборудования с целью предотвращения нарастающего износа, предупреждения аварийных ситуаций и, как следствие, поддержания оборудования в постоянной готовности к работе является сущностью системы планово-предупредительного ремонта. В ее основе заложены работы по техническому обслуживанию оборудования и по выполнению плановых ремонтов – текущих, средних и капитальных.
Техническое обслуживание включает работы по осмотру оборудования, проверке на точность, промывке, смазке и т.д. Эти виды работ выполняются по заранее составленному графику и носят апериодический характер с четко выраженной повторяемостью.
Плановые ремонты по содержанию выполняемых работ, трудоемкости и периодичности подразделяются на текущий, средний и капитальный.
Текущий ремонт осуществляется в процессе эксплуатации оборудования путем замены отдельных деталей, частей с последующей проверкой на точность, центровкой и т.п.
Средний ремонт носит более расширенный и углубленный характер, поскольку связан с заменой основных деталей, узлов, трущихся поверхностей.
Капитальный ремонт представляет собой самый трудоемкий, длительный и дорогостоящий процесс, связанный с полной заменой основных деталей, узлов, разборкой двигателей, трансформаторов. Капитальный ремонт, как правило, сопровождается снятием оборудования с фундамента, с последующей сборкой и испытание м-
Система планово-предупредительного ремонта имеет профилактическую сущность. Однако в практике эксплуатации оборудования возникают аварийные ситуации, связанные с отказом техники, неполадками. Затраты, связанные с устранением последствий аварий, относятся к внеплановым расходам и сказываются на результативности работы предприятия негативным образом.
Система планово-предупредительного ремонта строится на использовании следующих нормативов:
• ремонтные циклы и их структура;
• длительность межремонтных периодов и периодичность технического обслуживания;
• категории сложности ремонта;
• нормативы трудоемкости;
• нормы запаса деталей и оборотных узлов.
Под ремонтным циклом следует понимать время между двумя капитальными ремонтами, а первый ремонтный цикл начинается с ввода оборудования в эксплуатацию до первого капитального ремонта. В этот промежуток времени включается выполнение всех мероприятий по техническому обслуживанию и всех видов ремонтов. Очередность их выполнения может быть представлена следующей примерной схемой:
КР – ТО – ТО – МР1 – ТО – МР2 – ТО – СР – ТО – ТО – МР3 – ТО – КР,
где КР – капитальный ремонт; СР – средний ремонт; МР – малый ремонт; ТО – техническое обслуживание.
При составлении ремонтного цикла необходимо учитывать различные факторы: тип производства, вид и свойства обрабатываемых материалов, эксплуатационные условия, квалификация персонала, степень загрузки оборудования.
Межремонтный период, периодичность выполнения ремонтных работ, а также их трудоемкость и материалоемкость зависят от конструктивных особенностей оборудования. Исходя из этого, все оборудование на предприятии группируется по категориям ремонтной сложности. Каждой группе соответствует определенное число единиц сложности ремонта, которые устанавливаются по справочнику, и в конечном итоге формируется категория сложности ремонта. Причем отдельно оценивается категория сложности ремонта электрической и механической частей оборудования, а их итог дает искомую величину – категорию сложности ремонта конкретного оборудования.
На основе вышеприведенных нормативов строится готовый график планово-предупредительного ремонта, охватывающий все имеющееся в эксплуатации оборудование, рассчитывается трудоемкость и материалоемкость ремонтных работ, а также численность ремонтного персонала.
Снижение расходов на выполнение ремонтных работ – одна из целей эффективного ведения хозяйства. Поэтому выполнению ремонтных работ предшествует техническая, материальная и организационная подготовка.
Техническая подготовка характеризуется выполнением проектных работ по разборке и последующей сборке оборудования, составлением ведомости дефектов, поломок и неисправностей.Их устранение требует соответствующей проработки восстановительных работ и операций. В свою очередь материальная подготовка осуществления ремонтных работ сводится к составлению ведомости материалов, комплектующих деталей, инструментов и приспособлений. Материальная подготовка предполагает наличие достаточного и необходимого запаса сменных деталей, узлов, а также транспортно-подъемных средств.
Организационная подготовка проведения ремонтных работ может быть выполнена с применением одного из следующих методов: централизованным, децентрализованным и смешанным.
Централизованный метод характеризуется тем, что все виды ремонтных работ выполняются силами заводского ремонтно-механического цеха. В том случае, когда они выполняются цеховой службой ремонта, метод называется децентрализованным. Надо отметить, что эти методы имеют очевидные недостатки в виде сложной и дорогостоящей системы организации выполнения работ.
Что касается смешанного метода, то он позволяет с меньшими затратами осуществить ремонтные работы и характеризуется тем, что все виды технического обслуживания и ремонтов, за исключением капитального, выполняет цеховая служба ремонтного хозяйства, а капитальный ремонт – ремонтно-механический цех. При этом можно успешно пользоваться приемами узловой замены изношенных блоков путем их изъятия и ремонта на восстановительной базе, а можно выполнять работы по ремонту во время технологического и междусменного простоя оборудования.
17. Организация транспортного хозяйства
Структура транспортного хозяйства определяется главным образом объемом грузооборота, особенностями грузов и объемом производства. В состав транспортного хозяйства завода могут входить железнодорожный транспорт с подъездными путями и депо, колесный транспорт с гаражами и ремонтными мастерскими, водный транспорт с причалами, подвесные дороги и т.д.
На крупных заводах с большим грузооборотом, требующим применения всех видов транспорта, организуются специализированные цехи железнодорожного, безрельсового (автомобильного) и водного транспорта. Транспортное хозяйство на таких заводах возглавляет транспортно-технический отдел. На средних заводах создается единый транспортный цех, включающий несколько участков по видам транспорта. Для мелких заводов с небольшим грузооборотом, но требующим применения всех видов транспорта, создаются объединенные транспортные хозяйства для нескольких предприятий. Эти хозяйства могут создаваться при головном заводе или выделяться в самостоятельные транспортные хозяйства ведомственного характера.
Транспортные цехи имеют в своем составе ряд служб и участков. Так, железнодорожный цех имеет службу движения (эксплуатации), службу тяги (подвижного состава), службу пути, службу погрузочно-разгрузочных работ. Цехи безрельсового транспорта обычно имеют службу эксплуатации (организации перевозок) и техническую службу по поддержанию подвижного состава в исправном состоянии. Транспортный цех (отдел) осуществляет планирование всех перевозок и грузовых работ, организацию производства перевозок, оперативное управление эксплуатацией транспорта и его ремонт, учет работы транспортного хозяйства.
На предприятиях используют различные виды транспортных средств:
· по сфере обслуживания – средства межцехового и внутрицехового транспорта;
· в зависимости от назначения и места действия – внешний (железнодорожный, автомобильный) и внутренний;
· в зависимости от места перемещения грузов – напольный (тележки, электрокары, аккумуляторные тягачи и т.п.) и подвесной (электротали, конвейеры, кран-балки);
· в зависимости от режима работы – транспортные средства непрерывного (конвейерные системы и т.п.) и периодического действия (автомашины, самоходные тележки и т.п.);
· по направлениям движения – транспортные средства для горизонтального (транспортеры, рольганги), вертикального (лифты, элеваторы и т.п.) и смешанного перемещения (краны, канатные и монорельсовые дороги);
· по уровню автоматизации – автоматические, механизированные, ручные;
· по виду перемещаемых грузов – транспортные средства для перемещения сыпучих, наливных и штучных грузов.
Способ транспортировки грузов может быть тарный и бестарный.
Тарный способ предусматривает транспортировку грузов в специальной таре (тазы, контейнеры, ящики и т.п.). он обеспечивает хорошую сохранность груза, позволяет сократить время на погрузку и разгрузку, упрощает учет грузов в случае использования мерной тары.
Бестарный способ применяется для навалочных, штучных, жидких грузов и при пневмотранспортировке. Этот способ не трудоемок, не требует затрат на тару и упаковку груза и может использоваться в том случае, когда не возникает опасений за повреждение продукции и снижение ее качества. Бестарный способ требует больших затрат на изготовление и монтаж транспортных устройств, но позволяет достичь высокой степени механизации и автоматизации операций транспортировки.
Техническая база транспортного хозяйства определяется видом транспортных средств и их техническим состоянием, приспособленностью к конкретным условиям грузопереработки, уровнем механизации транспортных работ. Транспортные хозяйства предприятий располагают железнодорожным, безрельсовым (автомобильным, тележечным), водным, механическим видами транспорта.
Железнодорожный транспорт (мото- и тепловозы, вагоны, платформы, цистерны, специальные вагоны) обладает высокой провозной способностью и пригодностью для перевозки различных грузов. Использование его наиболее целесообразно для внешних перевозок.
Безрельсовый транспорт (автомобили, трактора, прицепы, мотороллеры) применяется для внешних и внутренних (межцеховых, внутрицеховых) перевозок. В качестве транспортных средств безрельсового транспорта применяются автомобили (в том числе тягачи с прицепами), авто- и электрокары, автопогрузчики. Автомобильный транспорт самый распространенный, однако его целесообразнее использовать для внешних перевозок в целях большей загрузки и использования скорости. Остальной транспорт данного вида под названием напольно-тележечного широко используется для межцеховых и внутрицеховых перевозок. Малые габариты и маневренность тележек позволяет осуществлять подачу грузов на рабочие места, механизировать погрузочно-разгрузочные работы внутри вагонов, барж и т.д.
Водный транспорт (буксиры, катера, баржи) используется для перевозки главным образом топлива, формовочных, строительных материалов.
Механический транспорт используется для внутрицеховых, межоперационных перевозок, иногда межцеховых. В качестве средств механического транспорта применяются мостовые краны, монорельсовые пути, подвесные пути, лифты, подъемники, конвейеры и т.д. Наиболее перспективным и экономичным видом транспорта являются подвесные толкающие конвейеры с автоматическим адресованием грузов. В сочетании с пакетированием и контейнеризацией грузов такие конвейеры сводят до минимума количество перегрузок.
Кроме транспортных средств заводы располагают большой номенклатурой погрузочно-разгрузочных и подъемно-транспортных механизмов (механические лопаты, полиспасты, тали, домкраты, лебедки и т.п.). Эти простейшие устройства механизируют самые трудоемкие транспортные работы, обычно выполняемые грузчиками.
18. Организация складского хозяйства
| Задачи складского хозяйства Основными задачами складского хозяйства являются: - организация надлежащего хранения материальных ценностей; - бесперебойное обслуживание производственного процесса; - отгрузка готовой продукции. |
Структура складского хозяйства (рис. 1) зависит от специфики производственного процесса, типа производства и объема выпуска продукции.
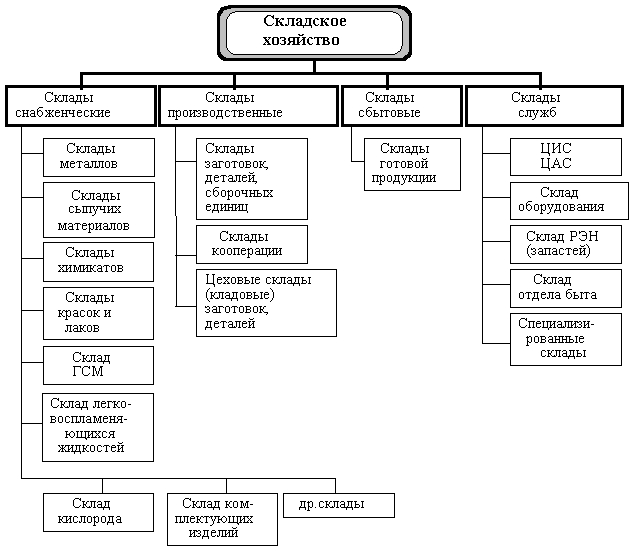
Рис. 1. Структура складского хозяйства
Функции подразделений складского хозяйства:
- планирование работ;
- приемка, обработка (в том числе сортировка) грузов;
- организация надлежащего хранения (создание условий для исключения повреждений порчи; поддержание необходимой температуры, влажности);
- постоянный контроль и учет движения материальных ценностей;
- своевременное обеспечение производственного процесса материалами, комплектующими изделиями и т.д.;
- создание условий, предотвращающих хищение материальных ценностей;
- строгое соблюдение противопожарных мер безопасности (особенно на складах ГСМ, ЛВЖ, красок и лаков, резино-технических изделий, химикатов и т.п.);
- комплектование готовой продукции, ее консервация, упаковка подготовка отгрузочной документации и отгрузка.
19. Классификация и состав механического цеха
В зависимости от размера производственной программы, характера продукции, а также технических и экономических условий осуществления производственного процесса все разнообразные производства условно делятся на три основных вида:
· единичное (индивидуальное)
· серийное
· массовое
У каждого из этих видов производственный и технологический процессы имеют свои характерные особенности и каждому из них свойственна определенная форма организации работы.
Необходимо отметить, что на одном и том же предприятии и даже в одном и том же цехе могут существовать различные виды производства, т. е. отдельные изделия или детали могут изготовляться на заводе или в цехе по разным технологическим принципам: технология изготовления одних деталей соответствует единичному производству, а других — массовому, или одних — массовому, а других — серийному и т. п. Так, например, в тяжелом машиностроении, имеющем характер единичного производства, мелкие детали, требующиеся в большом количестве, могут изготовляться по принципу серийного и даже массового производства.
Таким образом, характеризовать производство всего завода или цеха в целом можно только по преимущественному признаку производственных и технологических процессов.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 515; Нарушение авторских прав?; Мы поможем в написании вашей работы!