КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Опишите устройство круглопалочного станка КПА20-1. Назовите область применения и режущий инструмент данного оборудования
|
|
|
|
Опишите устройство окорочного станка ОК-63. Приведите классификацию и область применения. Охарактеризуйте принцип работы.
Опишите устройство базовой модели четырехстороннего станка С16-2; Приведите классификацию и область применения. Охарактеризуйте принцип работы.
Опишите устройство базовой модели шипорезного станка ШО15Г-5; Назовите область применения; Охарактеризуйте принцип работы.
Шипорезные станки применяются для получения на концах деталей шипов и проушин, с помощью которых детали собираются на клею в рамки, ящики или стыкуются продольно. Схема одностороннего шипорезного станка ШО15Г-5 приведена на рис. 86. На станине 1 станка на двухкоординатных суппортах смонтированы электродвигатели, на валах которых закреплены торцовочная пила 8, проушечный диск 9 и фрезы 10, 11 для формирования шипов и их заплечиков. На станине справа установлены также две горизонтальные направляющие 3, на которых поставлена роликовыми опорами каретка 7 с при-жимом 6. Каретка соединена цепью 2 через звездочку 4 и мультипликатор с гидроцилиндром. При ходе штока гидроцилиндра, равном 180 мм, мультипликатор обеспечивает ход каретки до 1500 мм. Управление станком осуществляется с пульта управления 5.
При работе заготовку базируют по направляющей линейке на столе каретки и фиксируют прижимом. При подаче пила 8 выравнивает торец заготовки (рис. 86, б), проушечный диск 9 формирует проушину (рис. 86, в), а фрезы 10 и 11 обрабатывают наружные поверхности шипов и их заплечиков (рис. 86, г). Затем каретку возвращают в исходное положение, заготовку перебазируют другим концом и снова нарезают шипы. На обоих концах детали получаются одинаковые шипы (см. рис 86, г).
3. Опишите устройство базовой модели фрезерного станка с верхним расположением шпинделя ВФК-2; Назовите область применения; Охарактеризуйте принцип работы. Область применения: для обработки криволинейных кромок, фигурных прорезей и рельефов. Фрезерные станки с верхним расположением шпинделя бывают копировальные с ручной подачей (ВФК-2) и с: приводными съемными роликами для перемещения шаблона (ВФК-3). Для массового фрезерования криволинейных кромок
брусковых деталей выпускают станки карусельные одношпиндельные (Ф1К-2) и двухшпиндельные (Ф2К-3). Фрезерный станок с верхним расположением
шпинделя (ВФК-2) показан на рис. 142. На станине станка (рис. 115, а) размещены стол 3 и шпиндельный суппорт 6. К суппорту на поворотной головке прикреплен высокооборотный электрошпиндель 7. Подача на глубину обработки производится вертикальным перемещением шпиндельного суппорта с помощью пневмопривода педалью 18. Величина перемещения суппорта устанавливается упорным винтом 9, взаимодействующим с ограничителем хода 8. Для быстрой переналадки на разную глубину паза при- меняют несколько винтов-ограничителей, которые ввернуты на заданную высоту в поворотную головку 10. При наладке требуемый ограничитель хода устанавливают путем поворота головки. Для продольной обработки деталей используют стол 3 и направляющую линейку 4. Для копировальных работ обрабатываемую заготовку укладывают в шаблон (на рисунке не показан), в нижней части которого расположен копирный паз, соответствующий профилю обработки детали. Заготовку подают вручную путем перемещения шаблона по направляющему пальцу 5 Режущий инструмент: концевые фрезы затылованные и незатылованные.
Четырехсторонние продольно-фрезерные станки предназначены для четырехсторонней обработки пиломатериалов, строительных, брусковых (плоских или профильных) деталей. Станки данной группы применяются в деревообрабатывающем производстве. Режущий инструмент: насадные фрезы, в зависимости от конструктивного исполнения различают насадные и составные, так же ножевые головки со сменными вставными резцами. Режущие инструменты крепятся непосредственно на валы электродвигателей. Вальцы механизма подачи по два снизу и сверху заготовки установлены в передней части станка. Для лучшего сцепления с заготовкой верхние вальцы сделаны рифлеными. Привод подачи осуществляется от индивидуального электродвигателя, через передаточные механизмы. Подпружиненные ролики 7 прижимают деталь к столу Станок снабжен когтевой защитой предотвращающий обратный выброс заготовки из станка.

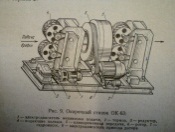
Окорочные станки предназначены для окорки с зачисткой остатков сучьев круглых лесоматериалов хвойных и лиственных пород различного гидротермического состоянияСтанки применяются на нижних складах леспромхозов, лесоперевалочных базах и лесозаводах.
В современном производстве применяются в основном окорочные станки трех видов: роторные с притупленными короснимателями, суппортные с фрезерными головками и гидравлические. Наибольшее распространение в нашей стране получили станки роторного типа. Окорочный станок состоит из механизма резания механизма подачи. Механизм резания включает электродвигатель 8, клиноременную передачу 5, ротор 6 с шестью короснимателями. Прижим короснимателей гидравлический от гидронаcoca 7. Механизм подачи работает от электродвигателя 1. Окориваемое бревно проходит между подающими вальцами 4. Вращение на вальцы передается от электродвигателя 1 через редуктор 3 и систему зубчатых и цепных передач. Для остановки подачи служит тормоз 2. Принцип работы: Бревна подаются во вращающийся ротор вальцовым механизмом. Коросниматели с помощью пружин, пневмо- или гидроцилиндров прижимаются к поверхности бревна, прорезают и отделяют кору по камбиальному слою. Самораскрывание короснимателей при встрече с торцом бревна обеспечивается заточкой их серповидных кромок.
6.. Опишите устройство станка АЦ-1. Назовите область применения Охарактеризуйте принцип работы Станок АЦ–1. Автоматический торцовочный станок АЦ–1 состоит из станины и шарнирно установленного балансира, на котором смонтирован шпиндель с пилой 1, соединенный с электродвигателем ременной передачей. В полости станины расположена гидростанция. Хлысты или бревна подаются к станку цепным конвейером. Базирование их в станке осуществляется приводными седловидными роликами 3. Перед пилой расположено три ролика, а за пилой – пять. За пилой в промежутках между роликами установлено 14 мерных упоров. Над роликами расположен прижим 2, а под ними – сбрасыватель 4. Балансир, прижим и сбрасыватель соединены с гидроцилиндрами 5. При работе станка бревно продольно подается до некоторого мерного упора, при нажатии на который движение бревна прекращается, включаются прижим и привод балансира. Пила опускается вниз и распиливает бревно поперек и сразу поднимается вверх. Включается привод сбрасывателя, и отпиленная часть бревна удаляется со станка.
7. Опишите устройство базовых моделей ленточнопильных столярных станков; Приведите классификацию, область применения и режущий инструмент данного оборудования. Столярные ленточнопильные станки применяются для выпиливания прямолинейных и криволинейных за-готовок. В зависимости от размера распиливаемых заготовок станки бывают с диаметром шкивов 400 мм и ручной подачей(ЛС40-1) и диаметром шкивов 800 мм и ручной подачей или автоподатчиком(ЛС80-6).
В качестве режущего инструмента на станке ис-пользуется ленточная пила шириной В = 10 – 60 мм, тол-щиной S = 0,6 – 0,9 мм, с углом заострения зубьев β = 50° и передним углом γ = 5°. Пила 4 в виде замкнутой ленты надевается на нижний приводной 1 и верхний натяжной 7 шкивы. Натяжение ленточной пилы производится грузом 6 и настроечным винтом 5 с помощью маховичка. Привод нижнего шкива производится от электродвигателя 3 с помощью ременной передачи. Для остановки шкива имеется тормоз 2. Станок снабжен лентоулавливающим устройством, состоящим из ролика 8, закрепленным на подпружиненном рычаге, и тормозных колодок 9. Ролик 8 поджат пружиной к пильной ленте. В случае обрыва ленты рычаг с роликом поворачивается и соскакивает с курка, освобождая подвижную колодку, которая прижимает пильную ленту к неподвижной колодке.
Для повышения жесткости пильной ленты в зоне пиления на станке установлены под столом и над столом направляющие ролики 10.
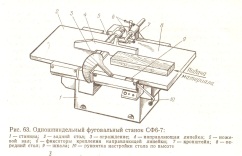
8. Опишите устройство базовой модели фуговального станка СФ6-7; Приведите классификацию в зависимости от размеров обрабатываемых заготовок, область применения и режущий инструмент данного оборудования. На продольно-фрезерных станках с помощью вращающихся ножевых (фрезерующих) головок и валов обрабатывают заготовки для создания базовых поверхностей и в размер с двух или четырех сторон. В зависимости от размеров обрабатываемых заготовок фуговальные станки бывают: легкие с наибольшей шириной фрезерования 250 мм(СФ3-3), средние-400 мм(СФ4-1), тяжелые- 630 мм(СФ6-7). Режущим инструментом является ножевой вал который предназначен для закрепления ножей и предания им движения резания. Для изменения толщины снимаемого слоя передний стол можно перемещать по высоте относительно ножевого вала. Задний стол предназначен для точного базирования обработанной поверхности детали. Его делают нерегулируемым, то есть жестко прикрепленным к станине.
9. Опишите устройство базовой модели одностороннего рейсмусового станка СР6-9; Приведите классификацию в зависимости от размеров обрабатываемых заготовок, область применения и режущий инструмент данного оборудования.
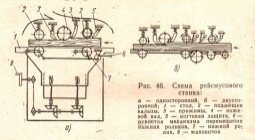
Рейсмусовые станки предназначены для обработки методом цилиндрического фрезерования брусковых и щитовых заготовок в размер по толщине. У заготовок предварительно должна быть создана методом фугования главная технологическая база. В зависимости от размеров обрабатываемых заготовок рейсмусовые станки бывают: легкие с наибольшей шириной стола 315 мм(СР3-7), средние-630 мм(СР6-9), тяжелые- 1250 мм(СР12-3). Режущим инструментом является ножевой вал который предназначен для закрепления ножей и предания им движения резания. Для изменения толщины снимаемого слоя стол можно перемещать по высоте относительно ножевого вала. Передний валец делают рифленым. Рифли обеспечивают хорошее сцепление и надежную подачу обрабатываемых заготовок в станок, кроме того валец выполняется секционным, благодаря чему можно обрабатывать одновременно несколько брусковых заготовок с разным припуском. Задний валец выполняют цельным и гладким.
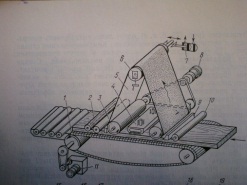
10.Опишите устройство базовой модели шлифовального станка ШлДБ-4.Назовите область применения и режущий инструмент данного оборудования. Для шлифования деталей небольших размеров, снятия провесов в собранных изделиях, выравнивания углов. Абразивная шкурка закрепляется на торцовочной части диска. Обрабатываемый материал базируется по столу, который может изменять положение до 450. Некоторые станки (ШлДБ) имеют дополнительный шпиндель с шлифовальной бабиной, которая позволяет шлифовать выпуклые и вогнутые поверхности. Комбинированный шлифовальный станок с двумя дисками и бобиной ШлДБ-4 показан на рис.. На станине станка установлен электродвигатель с двусторонним выходом вала. На концах вала укреплены два шлифовальных диска, вращающихся с частотой 750 об/мин. Спереди станины на крон штейне находится вертикальный шпиндель, на конце которого закреплена шлифовальная бобина совершающая 4300 об/мин. Шпиндель с бобиной через ременную передачу вращается от индивидуального электродвигателя, размещенного в станине. Кроме вращения бобина совершает осевое колебательное движение от эксцентрикового механизма. Базируют обрабатываемый материал на столах, которые можно наклонять под требуемым углом. На столах укреплены направляющие линейки используемые при плоскостном шлифовании деталей. Шлифовальные диски ограждены кожухами, которые служат также приемниками для сбора и удаления пыли в эксгаустерную сеть.

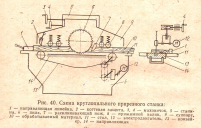
11. Опишите устройство базовой модели круглопильного станка ЦДК4-3 для продольного раскроя пиломатериалов. Назовите область применения и режущий инструмент данного оборудования. Предназначен для прямолинейного продольного распиливания досок и брусков на заданный размер по ширине. Он применяется в мебельном, столярном и других деревообрабатывающих производствах. Режущим инструментом является дисковая пила, которая расположена сверху относительно обрабатываемой заготовки. Конвейер приводится в движение от электродвигателя через передаточный механизм. на конвейере предусмотрен продольный паз, в который входит на 2...3 мм нижние зубья пилы. Положение прижимных роликов по высоте регулируется вертикальным перемещением суппорта. Вращение дисковой пилы осуществляется от электродвигателя. Для предотвращения выброса распиливаемой заготовки из станка на его передней части установлена когтевая защита. Если необходимо освободить заготовку, упоры поднимают рукояткой. Для выпиловки деталей требуемой ширины служит направляющая линейка. Расклинивающий нож установлен позади пилы для развода в стороны отпиливаемые части заготовки и предотвращение защемления пилы.
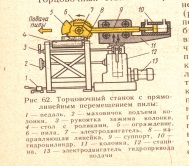
12 Опишите устройство базовой модели круглопильного станка ЦПА-40 для поперечного раскроя пиломатериалов. Назовите область применения и режущий инструмент данного оборудования. Торцовочные станки применяются для поперечной прямолинейной распиловки пиломатериалов на заготовки в столярно-строительном, мебельном и других дерево-обрабатывающих производствах. Наиболее часто используются станки суппортные, рычажно-шарнирные и балансирные.
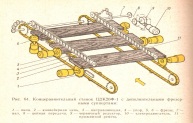
13. Опишите устройство базовой модели концеравнительного станка Ц2К20Ф-1. Назовите область применения и режущий инструмент данного оборудования. Назначениедля чистовой торцовки деталей с одновременной обработки двух торцов заготовки и с дополнительными фрезерными головками для выборки профиля на кромках щитовых деталей. Базирование материала осуществляется передней по ходу подачи кромкой заготовки, которая прижимается упорами приводными прижимными ремнями. Круглые пилы(d=400 мм b=2,5 мм),горизонтальные и вертикальные фрезы закреплены на валах электродвигателей(n=3000 об/мин), которые установлены на суппортах. Каждый суппорт может перемещаться по вертикали и горизонтали в зависимости от толщины длины торцуемой детали. При торцовке брусковых деталей привод прижимов отключают их движение осуществляется за счет сцепления с заготовкой. В этом случаи упоры движущихся цепей толкают заготовки на режущие инструменты.
14. Опишите устройство базовой модели широколенточного шлифовального станка ШЛК-8. Назовите область применения и режущий инструмент данного оборудования. Широколенточные шлифовальные станки (ШлК-8) отличаются более высокой производительностью, высокой стойкостью шкурки, обеспечивают получение деталей более высокого качества и точности. Предназначены они для обработки щитовых и плитных материалов шириной до 1000 - 1500 мм при механической вальцовой или конвейерной подаче со скоростью 5 - 30 м/мин. На рис. 126 представлена функциональная схема широколенточного шлифовального станка ШлК-8. Шлифовальная лента5, натянутая на шкивах 3 и 6, приводится в движение от двух нижних шкивов 3, получающих вращение от электродвигателя 8 через ременную передачу. Верхний шкив — натяжной и снабжен механизмом поворота 7 в Горизонтальной плоскости, за счет чего шлифовальная лента совершает осциллирующее движение в на правлении, перпендикулярном направлению подачи. Между нижними шкивами расположен контактный прижимной утюжок. Обрабатываемая деталь, подается конвейером 1, который приводится от элек тродвиг ателя 11 через вариатор и ременную передачу. Конвейер смонтирован в столе 14. На входе и выходе шлифовального агрегата установлены прижимные ролики 10 создающие фрикционную связь детали с конвейером. Обработанная поверхность очищается от пыли щеточным валиком2.
15. Опишите устройство базовой модели форматно - раскроечного станка Holz-Her(Германия). Назовите область применения и режущий инструмент данного оборудования. Станок применяется для форматного раскроя ДСП, фанеры, облицованных и пластиковых плитных материалов (рис. 98).
На станине станка закреплены столы 1 и 2 с шариковыми опорами на воздушной подушке и роликовые шины 6. По ним загружается в зону раскроя одна плита или пакет плит и продвигается до упоров 5. Упоры, управляемые компьютером 3, перемещаются на заданную величину и подают плиты обратно на столы 1. Пакет плит прижимается поперечной балкой. Пильный блок, состоящий из основной пилы диаметром 350 мм, работающей с частотой 4100 мин-1, и подрезающей нижней пилы диаметром 180 мм, работающей с частотой 6500 мин-1, перемещается по направляющим поперек пакета со скоростью подачи до 100 м/мин и распиливает его. Затем пильный блок опускается и возвращается в исходное положение на позицию 7. Отпиленная часть со стола 1 перекладывается вручную на стол 2 и вдоль боковой направляющей линейки подается до упоров 4, которые по программе пода-ют ее в сторону стола 2 на заданную величину. Пильный блок отпиливает первую заготовку, затем вторую и т.д. Затем упоры 5 снова подают пакет на стол 1 со скоростью до 80 м/мин. Плиты зажимаются и снова распиливаются.
Таким образом, с использованием управляемых упоров 4 и 5 осуществляется оптимизация раскроя плитных материалов на заготовки.
16. Опишите устройство вертикальной двухэтажной лесопильной рамы. Назовите область применения и режущий инструмент данного оборудования. Вертикальная двухэтажная лесопильная рама (рис. 120) состоит из станины 5, механизма главного движения (механизма резания) 1, механизма подачи 2, приводов механизмов главного движения 6 и движения подачи 7, вспомогательных устройств 4, включающих впередирамную зажимную и поддерживающую тележки, позадирамные направляющие ножи 8, и пульт управления 3. Механизм главного движения включает пильную рамку с несколькими рамными пилами (до 13 шт.), которая шарнирно соединена с кривошипно-шатунным механизмом. При работе бревно подается с бревнотаски на поддерживающую впередирамную тележку 4. Бревно зажимается клещами тележки 4, центрируется по поставу и разворачивается вокруг продольной оси в нужное положение. Затем бревно подается в механизм подачи (вальцовый) станка и распиливается. Ножи 8 направляющего аппарата попадают в пропилы и предотвращают разворот бревна.
17. Опишите устройство базовой модели узколенточного шлифовального станка ШПС-9. Назовите область применения и режущий инструмент данного оборудования. Шлифовальные станки предназначены для зачистки, повышения гладкости обработанных поверхностей деталей. В качестве режущего инструмента на станках используется в основном шлифовальная шкурка Различают четыре типа шлифовальных станков: узко-, широколенточные, цилиндровые и дисковые. Узколенточные шлифовальные станки. В узколенточных станках используется шлифовальная лента шириной 80 - 300 мм. На станине 1 станка (рис. 94) установлены приводной от электродвигателя шкив 4 и натяжной шкив 9. На шкивы на-дета склеенная непрерывная лента 5 из шлифовальной шкурки. Между ветвями ленты расположена направляющая 8, на которую надета с возможностью свободного перемещения втулка с утюжком 6 и рукояткой 7. Утюжок имеет дли-ну 200 - 250 мм и ширину до 100 мм. Поверхность утюжка обтянута войлоком. Под нижней ветвью шлифовальной ленты расположен подвижный стол 3, установленный роликовыми опорами на направляющие 2. При работе обрабатываемую деталь кладут на стол. Перемещая одной рукой стол, а другой с помощью рукоятки 7 передвигая и надавливая утюжок 6, можно шлифовать любой участок верхней поверхности детали.
Конструкции круглопалочных станков. Круглопалочные станки предназначены для
изготовления деталей цилиндрической формы или с плавно изменяющимся по длине диаметром.
Режущий инструмент круглопалочного станка — полая ножевая головка, в которой режущие кромки ножей направлены внутрь головки. Обрабатываемая заготовка подается вдоль оси вращения головки. В зависимости от конструкции головки и размера ножей различают станки для изготовления цилиндрических палок с наибольшим диаметром 25 мм (КПА20-1) и 50 мм (КПА50-1); для изготовления палок с плавно изменяющимся по длине сечением диаметром до 50 мм (КПФ50-1А). Круглопалочный станок КПА20-
1 показан на рис. 185. На станине 1 станка установлен на подшипниках полый шпиндель 7 с ножевой головкой 8. Шпиндель приводится во вращение от электродвигателя 2 через ременную передачу. По оси шпинделя расположены передние конусные ролики 9 и задние ролики 4 с полукруглой рабочей поверхностью. Каждый передний ролик собирают из двух усеченных конусов 13, между которыми в зависимости от размера сечения заготовки устанавливают распорные втулки 12. Конические поверхности подающих роликов сделаны рифлеными. Задние ролики сменные и устанавливаются в зависимости от диаметра детали. Верхние ролики смонтированы на осях 6 с возможностью качания и прижимаются к детали пружинами 5. Привод нижних роликов осуществляется от электродвигателя 2 через ременную и червячные передачи (на схеме не показано). Впереди ножевой головки перед подающими роликами установлен лоток 11 с наклоненными гранями для предварительного базирования квадратной заготовки 10, позади роликов находится направляющая втулка 3 с отверстием, соответствующим диаметру изготовленной палки. Ножевая головка имеет съемные ножи, положение которых регулируются в радиальном направлении. Для нанесения накатки на обработанную поверхность станок снабжают специальной
головкой.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 2578; Нарушение авторских прав?; Мы поможем в написании вашей работы!