КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Практически за положительное направление движения всегда выбирается такое направление, при котором инструмент и заготовка удаляются друг от друга
|
|
|
|
В станках, у которых перемещается заготовка относительно неподвижного инструмента, положительные направления движения заготовки обозначается Х', Y', Z'.
Рис. Стандартная система координат станков с ЧПУ.
Кроме перечисленных принципов расположения осей пользуются следующими правилами: ось Х всегда располагают горизонтально, а ось Z совмещают с осью вращения инструмента.
Лишь в токарных станках, где вместо инструмента вращается заготовка, ось Z совмещают с осью шпинделя.
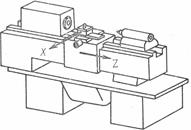
Оси координат на токарных станках. Оси координат на горизон –
тально-расточных станках.
Если в станке кроме движений по трем основным координатам имеются программируемые перемещения других органов в параллельных направлениях, то соответствующие вторичные и третичные оси обозначаются буквами: и, V, w - вторичные оси; Р, Q, R – третичные оси.

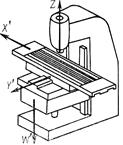
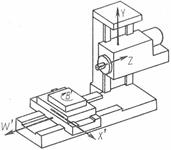
Оси координат на вертикальных
консольно-фрезерных станках. Оси координат на сверлильных и
бесконсольно-фрезерных станках.
Круговые перемещения инструмента относительно заготовки считаются положительными при направлении против часовой стрелки, если смотреть на острие соответствующей оси координат.
При этом поворот вокруг оси Х обозначается буквой А, вокруг у - буквой В, вокруг Z - С. В случае круговых движений заготовки положительные направления меняются на обратные, а угловые координаты обозначаются
А/, В/, С/.
Станки с ЧПУ оснащаются устройствами автоматической смены инструмента. Существует два типа устройств смены режущего инструмента: револьверная головка и магазинные. Револьверная головка имеет ограниченное количество режущих инструментов – обычно 6 или 12. Такими устройствами обычно оснащаются станки токарной, сверлильной и фрезерной групп.
Магазинными устройствами оснащаются более сложные станки, которые могут выполнять большое количество различных операций.
Станки с ЧПУ могут создаваться на базе хорошо зарекомендовавших себя универсальных станков, так и разрабатываться специально с учётом современных требований к специализированному оборудованию.
Например, при работе на токарных станках актуальным становится вопрос удаления стружки. Сливная стружка заполняет рабочее пространство и в станках традиционной компоновки затрудняет работу. Поэтому в станках с ЧПУ направляющие располагают наклонно или в вертикальной плоскости, освобождая пространство для схода стружки и устройства в нижней части станины транспортёра для удаления стружки. Это позволяет встраивать такие станки в автоматические линии и организовывать многостаночное обслуживание.
В конструкции станков с ЧПУ предусмотрена установка направляющих, обладающих пониженным коэффициентом трения (фторопластовые) или направляющие, у которых трение скольжения заменено трением качения. В качестве передаточных механизмов применяются шариковые винтовые пары, обеспечивающие безлюфтовую передачу для преобразования вращательного движения в поступательное.
Специализированные станки с ЧПУ обладают повышенной жёсткостью, что позволяет достигать точности обработки деталей по 8÷7 квалитету и шероховатости 2,5мкм. Они оснащаются несколькими суппортами с револьверными головками, а некоторые модели инструментальными магазинами, что обеспечивает обработку широкой номенклатуры изделий.
Одним из направлений развития токарных станков с программным управлением является создание токарных обрабатывающих центров. Такие станки могут иметь два шпинделя и автоматическое загрузочное устройство, которое передаёт обрабатываемое изделие с одного шпинделя на другой. Наличие нескольких револьверных инструментальных головок и инструментального магазина позволяет выполнять обработку нескольких поверхностей одновременно. В револьверных головках могут устанавливаться специальные шпиндельные головки для крепления осевого инструмента, например, сверла или пальцевой фрезы. Это позволяет выполнять обработку отверстий и пазов расположенных в различных плоскостях.
Токарные обрабатывающие центры обеспечивают практически полную обработку детали: токарную обработку цилиндрических, конических и фасонных поверхностей, сверление радиальных отверстий, фрезерование шпоночных пазов, нарезание шлицев, фрезерование винтовых канавок и т.д.
Фрезерные станки с программным управлением позволяют обрабатывать поверхности сложного профиля, так как на таких станках предусмотрено одновременное управление по нескольким координатам.
Конструктивно фрезерные станки с ЧПУ бывают консольные и бесконсольные, с горизонтальным и вертикальным расположением шпинделя, с ручной и автоматической сменой инструмента, с прямоугольным и круглым столом. Станки обеспечивают точность получения линейных размеров в пределах ± 0,05 мм., а точность обработки криволинейного контура ± 0,1 мм.
Из станков сверлильной группы широкое применение получили станки с шестишпиндельными револьверными головками. Они обеспечивают многоинструментальную обработку при минимальных потерях времени на смену инструмента в случае необходимости обработки большого количества отверстий различного типоразмера. При этом станки позволяют отказаться от использования кондукторных приспособлений и выдерживать межцентровое расстояние с точностью ± 0,1 мм.
Расточные станки с программным управлением строятся на базе универсальных расточных станков. Применение программного управления позволяет достигнуть более высокой производительности за счёт снижения потерь времени на установку инструмента при перемещении в заданную точку обработки, замеры в процессе обработки, на холостые перемещения, применения механизированного закрепления инструмента при установке его в шпинделе.
Сверлильные и расточные станки оснащаются сравнительно недорогими позиционными системами программного управления. Основная задача таких станков – выход инструмента в заданную координату обработки.
Для обработки сложных корпусных деталей промышленностью выпускаются обрабатывающие центры. Обрабатывающий центр представляет собой высокоавтоматизированный станок с контурной системой программного управления. Они оснащаются специальным инструментальным магазином и устройством автоматической смены инструмента. Многие модели станков имеют «глобусный стол», который обеспечивает обработку различных поверхностей, расположенных под углом к основным поверхностям, с одной установки.
На обрабатывающих центрах выполняются операции сверления, зенкерования, развёртывания, растачивания, нарезания резьбы, фрезерования плоскостей и сложных контуров.
Возможность быстрой замены инструмента позволяет интенсифицировать режимы резания, выбирая их таким образом, чтобы фактическая стойкость инструмента была достаточной для обработки наибольшей по размерам поверхности. Погрешности обработки на обрабатывающих центрах для станков нормальной точности составляет ± 0,05 мм. при шероховатости обработанной поверхности 1,25÷2,5 мкм.
Тема 12 (ТМ) СПЕЦИАЛЬНЫЕ МЕТОДЫ ОБРАБОТКИ.
При изготовлении крепёжных деталей типа болт, гайка, шпилька в крупносерийном и массовом производстве применяется метод накатывания резьбы. Существует несколько вариантов накатывания резьбы:
- накатывание плоскими плашками. Комплект плоских плашек состоит из двух штук. Одна плашка неподвижная, другая совершает возвратно-поступательное движение На неподвижной плашке выполняется заборная часть. (рис.)
 | |||
 | |||
Усилие при накатывании метрической резьбы рассчитывается по формулам: радиальная составляющая

Тангенциальная составляющая
Рτ=(0,15÷0,18) Рr
Где Lr -длина резьбы, мм; S – шаг резьбы, мм; t b -глубина резьбы, мм;  -угол подъёма винтовой линии; r -радиус заготовки, мм; НВ - твёрдость по Бринеллю;
-угол подъёма винтовой линии; r -радиус заготовки, мм; НВ - твёрдость по Бринеллю;  -угол профиля резьбы
-угол профиля резьбы
Обработка ведётся на специальных резьбонакатных станках или на строгальных, оснащённых специальным приспособлением. Методом накатывания получают резьбы М3÷М27. Характерной особенностью накатанной резьбы является выступание профиля резьбы над телом болта, в отличие от нарезанной резьбы. При накатывании металл выдавливается в свободное пространство профиля плашки, поэтому диаметр заготовки под накатывание выбирается по другим правилам.
 - накатывание роликамис радиальной подачей. Оси роликов и ось заготовки расположены в одной плоскости параллельно друг другу. Ролики получают вращение от привода, а заготовка вращается свободно под действием сил от роликов. Один ролик установлен неподвижно, а другой имеет радиальную подачу. Метод позволяет накатывать длинные винты с метрической и трапециидальной резьбой, как правой, так и левой. (рис.)
- накатывание роликамис радиальной подачей. Оси роликов и ось заготовки расположены в одной плоскости параллельно друг другу. Ролики получают вращение от привода, а заготовка вращается свободно под действием сил от роликов. Один ролик установлен неподвижно, а другой имеет радиальную подачу. Метод позволяет накатывать длинные винты с метрической и трапециидальной резьбой, как правой, так и левой. (рис.)

- накатывание роликами с тангенциальной подачей. Этот вариант обеспечивает непрерывность процесса.

Накатыванием получают не только наружные, но и внутренние резьбы. Эта операция выполняется специальными раскатниками на вертикально-сверлильных агрегатных станках. Раскатник в поперечном сечении имеет трёхгранную форму и состоит из заборной части, калибровочной части и хвостовика. В отличие от метчика заборная часть раскатника имеет коническую полнопрофильную резьбу.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 711; Нарушение авторских прав?; Мы поможем в написании вашей работы!