КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Принцип действия и конструкции изучаемых узлов прессов
|
|
|
|
Порядок выполнения работы
Конструкции основных узлов прессов
Лабораторная работа 7
Цель работы: изучение конструкции и принципа действия основных узлов прессов, гидроцилиндров, станины, подвижных и неподвижных поперечин, их отдельных деталей; получение навыков и умений составления эскизов узлов подвижных и неподвижных соединений, дефектной ведомости ремонта быстроизнашивающихся деталей и назначения вида ремонта.
Оборудование: прессы гидравлические усилием 630 кН и 250 кН.
Предварительная подготовка:
1. Ознакомиться с описанием узлов пресса, их работой, конструкцией и расчётом [11, с. 81 – 98; 10, с. 79 – 107; 176 – 195;
14, с. 164 – 186].
2. Изучить технологию изготовления, применяемое металлообрабатывающее оборудование для основных деталей.
3. Составить условные обозначения основных видов сварки станин (ГОСТ 2.312–72).
4. Изучить формы ремонтной документации, методы и применяемый инструмент для определения износа деталей [12, с. 34 – 40,
95 – 106, 204 – 208; 13, с. 7 – 24].
1. На рабочем месте ознакомиться с конструкциями основных узлов прессов: станины, гидроцилиндров и принципами их работы.
2. Изучить и составить эскизы станины и её опасных сечений.
3. Описать технологические процессы ремонта и восстановления деталей.
4. Составить ремонтную документацию на быстроизнашивающиеся детали.
5. Назначить последовательность технологических операций сборки узлов после ремонта.
Несмотря на многообразие конструкций прессов, все машины этого класса имеют следующие основные узлы: цилиндры, плунжеры, неподвижные перекладины, столы, подвижные плиты, уплотняющие узлы, колонны или рамы, промежуточные плиты (в этажных прессах).
Компоновка основных узлов и количество их в конкретных моделях прессов различны в зависимости от конструкции, конфигурации изготовляемых изделий, которые влекут за собой изменение количества одноимённых узлов прессов (многоплунжерные, многоэтажные и др.).
Наиболее нагруженными частями пресса являются: станина 1 (рама), подвижная плита 2 (ползун), главный 3 и выталкивающий 4 цилиндры и их детали (рис. 1).
В машинах для переработки пластических материалов применяются гидроцилиндры одностороннего 3 и двухстороннего 4 действия. Гидроцилиндры превращают гидравлическую потенциальную энергию в кинетическую в виде движения поршня 5, штока 6 или плунжера 7. Шток может быть как односторонним 6, так и двухсторонним.
В гидравлических устройствах запирания часто применяют многоскоростные гидроцилиндры. Главный параметр силового гидроцилиндра – внутренний диаметр цилиндра Д (ГОСТ 6540–68).
 |
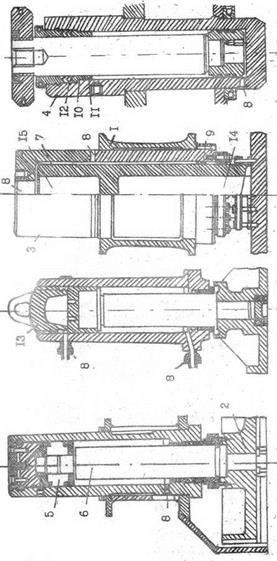
Цилиндры пресса представляют собой пустотелые, обычно литые втулки с днищем и 1-2 отверстиями (в стенках или дне) для присоединения труб гидравлической сети 8.
Цилиндры отливаются из чугуна или стали и растачиваются по внутреннему диаметру, а при значительной высоте имеют еще дополнительную расточку, в которую запрессовывается специальная втулка 9, направляющая движущий плунжер. С открытого конца цилиндра обычно находится расточенный поясок 10, в который монтируется направляющая втулка 11 и укладывают детали уплотнения 12 (манжеты или набивки).
В большинстве конструкций цилиндры неподвижны при движущихся плунжерах. Иногда встречается обратная комбинация, в особенности для осуществления возвратных ходов плиты пресса.
В зависимости от применяемых давлений, конструкции механизма, технологических возможностей цилиндры изготовляют коваными, из труб с навертными или ввертными 13 донышками, из стального литья или чугуна.
Точных правил выбора материала для различных случаев пока нет. Однако применять тот или иной материал можно руководствуясь следующими рекомендациями:
а) кованые стальные цилиндры применяются в тех случаях, когда давление превышает 18…20 МПа при скорости перемещения поршня более 200 мм/с;
б) литые чугунные цилиндры или цилиндры из труб применяются при давлениях менее 15 МПа и скорости перемещения поршня не более 200 мм/с;
в) литые стальные цилиндры наиболее выгодны при больших диаметрах поршня, применяются для давления до 32 МПа.
Наибольшее распространение литые стальные цилиндры получили в гидравлических и двухступенчатых устройствах запирания, а также в механизмах впрыска. Такие цилиндры применяются в этих механизмах с полусферическим или с плоским дном.
Плунжеры 7 – основные детали гидроцилиндров – передают накопленную энергию жидкости. Начиная с диаметра 200 мм и выше, плунжеры делаются пустотелыми для уменьшения веса.
Плунжеры применяются в устройствах запирания и механизмах впрыска машин для литья под давлением средней и большой мощности. С увеличением усилия запирания и впрыска резко возрастает диаметр поршня 5, что усложняет обработку отверстия гидроцилиндра. При усилии запирания более 3500 кН поршень главного цилиндра целесообразно заменять плунжером, тогда отпадает необходимость
в обработке отверстия цилиндра запирания до высокого класса чистоты и точности.
По конструкции пустотелые плунжеры подразделяются на:
а) плунжеры с выходом отверстия внутрь цилиндра 15.
б) плунжеры с выходом отверстия вне цилиндра 14.
Плунжеры изготовляются из чугуна марки СЧ 21-40, стального литья марки 35Л и углеродистых сталей марок 35 и 45 (прокат). Долговечность уплотнений и направляющей втулки зависит от чистоты обработки наружной поверхности плунжера, которая должна быть не менее 8-го класса, и её твердости; последняя для чугунных плунжеров должна быть в пределах НВ 170 – 230, для литых стальных НВ 200. Хорошие эксплуатационные результаты показали стальные плунжеры с поверхностной закалкой газовым пламенем либо с нитрированной или хромированной поверхностью.
Неподвижная плита (стол) совместно с колоннами и архитравом образуют станину пресса колонной конструкции. Подвижная плита 2 выполняет, по существу, функции ползуна, обеспечивая центровку движущегося плунжера относительно колонн.
Количество колонн колеблется от 2 до 4 и более, в зависимости от тоннажа. При строго центральном размещении формы по оси пресса колонны работают на растяжение и изгиб вследствие жёсткой и полужёсткой схемы работы той расчётной рамы, которую они образуют в соединении со столом и архитравом.
Имеющееся на практике смещение нагрузки, т.е. эксцентричность пресс-формы относительно оси пресса, обуславливает возникновение в колоннах дополнительных напряжений изгиба. Так, например, даже небольшой эксцентриситет нагрузки, равный всего лишь 5 мм, вызывает повышение напряжений в колонне примерно в 1,5 – 2 раза. Поэтому к центровке пресс-форм по отношению к оси пресса предъявляются особо жёсткие требования, несоблюдение которых может повлечь за собой серьёзные последствия.
Колонны малотоннажных прессов выполняются из круглого проката Ст5, колонны средних и мощных прессов – из поковок конструкционной и легированной стали с пределом прочности G в = 50…
60 кН/см2.
Станина пресса рамной конструкции состоит из двух вертикальных рам, связанных между собою стяжными болтами с распорными трубками.
Рамы свариваются из листовой конструкционной стали (Ст3 – Ст5) и укрепляются рёбрами в опасных сечениях, находящихся в местах соединения горизонтальных и вертикальных поясов рамы.
Отчёт по работе
1. Описать подготовку по рекомендуемой литературе.
2. В виде эскизов предложить конструктивное решение узлов и деталей гидроцилиндров, конструкций подвижных и неподвижных уплотнений крышки гидроцилиндра, поршня, штока.
3. Ремонтная документация на быстроизнашивающиеся детали.
4. Составить пооперационные карты сборки гидроцилиндра и сварки станины.
5. Составить эскизы с размерами опасных сечений рамы.
Контрольные вопросы
1. Классификация цилиндров и их характеристика.
2. Типы станин.
3. Виды ремонтов.
4. Способы измерения ремонтных размеров.
5. Требования к точности сборки прессов и узлов.
6. Виды уплотнений подвижных и неподвижных соединений.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 771; Нарушение авторских прав?; Мы поможем в написании вашей работы!