КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Фасонное зубофрезерование зубчатых колес
|
|
|
|
Станки для обработки цилиндрических зубчатых колес
КИНЕМАТИКИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
АНАЛИЗ (ИЗУЧЕНИЕ)
Метод формообразования поверхности зубьев зависит от формы вспомогательного элемента (характеристического образа) инструмента, метода воспроизведения образующей и направляющей и от их сочетания.
Поверхность зубьев в соответствии со стандартом характеризуется профилем зубьев и линией зуба по длине. В большинстве случаев профиль зуба – эвольвента, а линия зуба – прямая линия, винтовая линия, дуга окружности. Как правило, профиль зуба получают или копированием, или обкатом. При использовании метода копирования применяют инструмент, режущие кромки которого имеют очертание, соответствующее контуру впадины нарезаемых зубьев. В качестве инструмента применяют модульные фрезы (дисковые и пальцевые), фасонные резцы, фасонные шлифовальные круги.
При использовании метода обката режущие кромки инструмента профилируются по профилю зуба такой детали, которая может находиться в зацеплении с нарезаемым колесом. Такой деталью может быть зубчатое колесо, червяк, зубчатая рейка. Профиль зуба образуется в этом случае за счет сложного относительного движения инструмента и заготовки – движения обката, воспроизводящего зубчатое, реечное или червячное зацепление. Инструмент по форме может соответствовать реальному зубчатому колесу, рейке, червяку или представлять собой только один зуб или впадину воображаемого производящего колеса.
Линию зуба по длине на зуборезных станках получают или методом касания, или методом следа. Метод касания обеспечивается фрезерованием и шлифованием, а метод следа – долблением и протягиванием. При холодной и горячей накатке зубьев (обработка поверхностным пластическим деформированием) используют метод копирования. Однако обработка зубчатых колес пластическим деформированием менее распространена, чем обработка резанием. Сочетание метода образования профиля зубьев копированием с методами образования линии зуба касанием или следом реализовано в фасонном фрезеровании, фасонном шлифовании, фасонном долблении и фасонном протягивании.
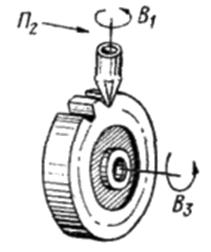
На рис. 3.1 представлены схемы способов фасонного зубофрезерования. При фрезеровании впадин фрезе сообщают движение скорости резания Фv(В1) и движение подачи Фs(П2). Обратный отвод фрезы в исходное положение производят на ускоренном ходу. Затем движением деления Д(В3) заготовку поворачивают на угловой шаг зубьев.
Дисковые модульные фрезы используют для нарезания цилиндрических и прямозубых конических колес, а пальцевые – для нарезания цилиндрических и шевронных колес.
Основное достоинство рассматриваемых схем - простота кинематики станков из-за отсутствия в их структуре сложных групп формообразования профиля зубьев.

а б
Рис. 3.1. Формообразование зубьев цилиндрических колес модульными фрезами:
а – фасонной дисковой; б – фасонной пальцевой
Недостаток – потребность в большом количестве фрез одинакового модуля из-за изменения профиля впадины для разного числа зубьев нарезаемых колес. Частично этот недостаток компенсируется посредством использования различных комплектов фрез. Для каждого модуля эти комплекты насчитывают 8, 15 и 26 фрез.
Фасонное зубофрезерование модульными фрезами является неточным и мало призводительным. Погрешность профиля фрезы полностью копируется деталью. Угловой шаг и форма впадины между зубьями зависят от диаметра колеса и точности делительных устройств. Низкая производительность вызывается прерывистым характером обработки. Поэтому рассматриваемые схемы используют в еденичном и ремонтном производствах. Процесс зубонарезания осуществляют на горизонтальных или вертикальных фрезерных станках с использованием делительных головок. Делительная головка, установленная на фрезерном станке, выполняет функцию группы деления. Делительные головки бывают простые и универсальные, лимбовые и безлимбовые. В простых делительных головках шпиндель расположен горизонтально, в универсальных – шпиндель помещен в поворотный корпус и может располагаться под углом. Универсальные делительные головки (УДГ) могут быть использованы для простого и дифференциального деления. Основным техническим параметром УДГ является характеристика, определяемая числом оборотов N рукоятки управления, необходимым для одного полного оборота ее шпинделя. Обычно характеристика УДГ, в зависимости от конструкции, равна передаточному отношению делительной червячной передачи: 40, 60, 80 или 120.
На рис 3.2. приведена схема лимбовой УДГ. Периодический поворот шпинделя 1 осуществляется при вращении рукоятки 3 через червячную передачу z1/z2, расположенную в корпусе 2. Рукоятку поворачивают на требуемый угол относительно лимба 4, который имеет фиксирующие отверстия, равно
мерно расположенные на концентрических окружностях. Фиксатор рукоятки можно вставлять в любое из этих отверстий. Лимб УДГ имеет различное число отверстий а на делительных окружностях с обеих сторон: первая сторона – 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43; вторая сторона – 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 и комплект сменных зубчатых колес с числами зубьев: 25 (2), 30, 35, 40, 50, 55, 60, 70, 80, 90, 100.
Простое деление используется тогда, когда можно подобрать на лимбе окружность с нужным числом отверстий. Это деление осуществляют при зафиксированном лимбе 4 и снятой гитаре iд. Простое деление осуществляют поворотом рукоятки на б отверстий относительно лимба, на окружности которого расположено, а отверстий, т.е. рукоятку поворачивают на угол б/а. Если б < а, поворот рукоятки составляет меньше 360о; если б = а, то 360о (один оборот); если б > а, то больше 360о.
Для расчетной цепи деления, совпадающей с внешней связью кинематической группы деления, РП имеют вид
п оборотов рукоятки → 1/z поворота шпинделя.
УКЦ:
1/z = n ∙ 1/N.
Следовательно, ФН:
n = N/z.
Выделим из ФН целое число оборотов А. Тогда,
 .
.
В полученном выражении m подбирают таким, чтобы am соответствовало числу отверстий на одной из окружностей лимба. Тогда, при делении рукоятку УДГ поворачивают на А (целое число) раз и дополнительно на часть оборота, соответствующую бm отверстий на окружности аm лимба. При отсчете числа б отверстий на лимбе используют раздвижной сектор (см. рис. 3.1,б), состоящий из двух радиальных раздвижных линеек.
Дифференциальное деление применяют тогда, когда не удается разделить число зубьев заготовки простым делением. В этом случае необходимо лимб головки расфиксировать и подобрать, кроме угла поворота рукоятки б/а, еще и сменные зубчатые колеса для гитары iд. Тогда при повороте рукоятки относительно лимба на угол б/а через гитару iд и конические колеса z3/z4 = 1 лимб при делении будет поворачиваться, а вместе с ним и фиксирующее гнездо, в которое необходимо вставить фиксатор рукоятки. При расчете настройки задают zф, близкое к z, для которого можно подобрать на лимбе окружность с требуемым количеством отверстий. Пользуясь ФН для простого деления, определяют
по которому устанавливают угол поворота рукоятки. В итоге при каждом делении возникает ошибка
∆ = ± (N/z – N/zф) = ± N (zф - z) / zф ∙ z,
которую необходимо компенсировать дополнительным поворотом лимба в зависимости от знака ошибки. Компенсация обеспечивается соответствующим подбором сменных зубчатых колес для гитары iд. РП для расчетной цепи, соединяющей шпиндель 1 с лимбом 4, имеют вид
1/z об. шпинделя → N (zф – z) / zф ∙z дополнительного поворота лимба.
УКЦ:
 .
.
ФН:
 .
.
Пример. Настроить УДГ (N = 40) для нарезания на заготовке 67 зубьев. Примем zф = 60. По ФН для простого деления
 .
.
По полученному значению раздвигаем радиальные линейки раздвижного сектора на 40 отверстий на окружности лимба, состоящей из 60 отверстий.
По ФН для гитары сменных зубчатых колес
 .
.
Знак минус показывает, что при делении лимб должен вращаться в противоположном направлении к вращению рукоятки. В этом случае в гитару настройки необходимо ввести промежуточную шестерню, например, z = 25. По полученному значению из имеющегося набора устанавливаем сменные зубчатые колеса  .
.
При делении, поворачивая рукоятку на установленные посредством раздвижного сектора 40 отверстий на лимбе с 60 отверстиями, шпиндель с заготовкой повернется на 1/67.
Рассмотренная УДГ, по существу, - это дифференциал, осуществляющий при дифференциальном делении алгебраическое сложение двух движений на одном исполнительном звене – шпинделе. Первый вход дифференциала – рукоятка, второй вход – лимб. При этом движение на второй вход сообщается от общего исполнительного звена – шпинделя. Такой дифференциал называют замкнутым.
 Простая безлимбовая делительная головка (рис. 3.3) состоит из делительной червячной передачи, червячное колесо 1 которой установлено на шпинделе 2 головки, а вал червяка 3 через гитару сменных зубчатых колес соединен с рукояткой 4, которую при делении поворачивают на один оборот. Настройку головки для деления на разное число z осуществляют подбором сменных зубчатых колес гитары. РП для вывода ФН:
Простая безлимбовая делительная головка (рис. 3.3) состоит из делительной червячной передачи, червячное колесо 1 которой установлено на шпинделе 2 головки, а вал червяка 3 через гитару сменных зубчатых колес соединен с рукояткой 4, которую при делении поворачивают на один оборот. Настройку головки для деления на разное число z осуществляют подбором сменных зубчатых колес гитары. РП для вывода ФН:
1 об. рукоятки 4 → 1/z поворота шпинделя.
УКЦ:
1/z = 1∙ iд ∙ z1/z2,
где z1 - число заходов червяка, равное, как правило, 1; z2 - число зубьев червячного колеса (характеристика головки).
Рис.3.3. Безлимбовая УДГ ФН:
iд = z2/z = N/z.
Возможности простой безлимбовой головки ограничены простым делением. Известны также безлимбовые УДГ. От лимбовой (см. рис. 3.2) безлимбовая УДГ отличается тем, что в ней вместо лимба установлена гитара деления и планетарный дифференциал. Гитара деления связывает рукоятку с водилом (первый вход дифференциала), а шпиндель головки соединен посредством гитары, используемой при дифференциальном делении, с центральным колесом (второй вход дифференциала).
Методика вывода ФН для безлимбовой УДГ аналогична рассмотренной выше для лимбовой головки.
Лимбовые и безлимбовые УДГ используют также при фрезеровании винтовых канавок на сверлах, зенкерах, фрезах и нарезании косозубых колес. На рис. 3.4 приведена схема фрезерования стружечных канавок на универсальных фрезерных станках с применением рассмотренной лимбовой УДГ. Заготовка 4 закреплена в шпинделе делительной головки 1, установленной на столе 3 горизонтально – фрезерного станка. Стол развернут на угол αподьема винтовой линии стружечной канавки. Выходной вал 2 делительной головки через гитару iд сменных зубчатых колес соединен с ходовым винтом продольной подачи стола. При фрезеровании столу сообщается продольная подача относительно вращающейся фрезы 5, при этом от ходового винта вращение передается через гитару iд шпинделю с заготовкой. За один оборот заготовки стол должен переместиться на шаг винтовой канавки. Следовательно, УКЦ можно записать в виде
где tк – шаг винтовой канавки; tТВ – шаг ходового винта станка.
ФН:
iд = 40 tтв / tк.

Деление для фрезерования следующей канавки осуществляется поворотом рукоятки головки. Методика определения угла поворота рукоятки и его установка приведены при описании лимбовой УДГ.
Рис.3.4. Схема фрезерование стружечных канавок
Приведенная ФН для фрезерования винтовых канавок используется также при нарезании косозубых колес.
На фрезерных станках с применением УДГ можно фрезеровать плоские кулачки, у которых рабочий профиль выполняется по архимедовой спирали. В этом случае при использовании горизонтально – фрезерного станка шпиндель головки устанавливается вертикально. ФН для гитары iд имеет вид:
iд = 40 tтв / h,
где h – шаг архимедовой спирали, равный разности большего и меньшего радиусов рабочего профиля кулачка. Если для заданного шага архимедовой спирали невозможно подобрать сменные зубчатые колеса, задают hф, а шпиндель поворачивают на угол γ от вертильного положения. Его значение определяют из выражения
γ = arc cos h/hф.
При использовании УДГ для обработки винтовых профильных поверхностей головка выполняет на универсальных фрезерных станках две функции: группы деления Д (В) и исполнительного звена винторезной группы Фs (В П), получаемой из группы продольной подачи Фs(П) фрезерного станка. Внутренняя связь этой группы – кинематическая цепь, связывающая стол фрезерного станка со шпинделем делительной головки. Винтовое движение воспроизводимое этой группой имеет незамкнутую траекторию, и настраивается по пяти параметрам: на траекторию – гитарой iд, на скорость – коробкой подач фрезерного станка, на направление – реверсом, установленном на ходовом винте станка, на путь и исходную точку – по упорам.
В крупносерийном производстве фасонное зубофрезерование используют для черновой прорезки впадин прямозубых цилиндрических и конических колес на много шпиндельных полуавтоматах, например, ЕЗ-9 и ЕЗ-40. Этот вид обработки используется так же в инструментальном производстве для прорезки винтовых канавок при обработке сверл, зенкеров, метчиков. Для этого используют специальные фрезерные станки, полуавтоматы и автоматы. Например, полуавтомат для фрезерования сверл модели 679У.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 1066; Нарушение авторских прав?; Мы поможем в написании вашей работы!