КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Станки для обработки конических зубчатых колес 1 страница
Конические зубчатые колеса используют для передачи вращательного движения между пересекающимися и скрещивающимися осями. Форма зубьев конических колес по длине может быть прямолинейной или криволинейной, наклоненной к образующей начального конуса под некоторым углом. Из криволинейных зубьев чаще всего применяют круговой, так как его проще нарезать, кроме того, круговой зуб с углом наклона на малом диаметре колеса β=0 воспринимает меньшее осевое давление. Станки для обработки конических колес, как правило, содержат две частных кинематических структуры, одна из которых реализует метод формообразования зубчатой поверхности копирование + след, а другая – след + обкат.
 Обработка зубьев конических колес при профилировании обкатом основана на представлении о производящем колесе, т.е. воображаемом плоском или плосковершинным коническом колесе, с которым обкатывается в процессе обработки заготовка. Рассмотрим понятие о производящем колесе на примере обработки прямозубого колеса. Характерным для плоского колеса является угол при вершине начального конуса 2 φ0 = 1800 (рис.3.23, а), благодаря чему дополнительный конус превращается в цилиндр с осью ZZ и образующей ab. При развертке цилиндра на плоскость зубья колеса образуют прямобочную зубчатую рейку. Процесс формообразования зубьев на заготовке можно представить следующим образом. Предположим, что заготовка выполнена из идеального пластичного материала. Если ее перекатывать без скольжения по стальному плоскому коническому производящему колесу, то его зубья на поверхности заготовки будут формировать впадины. После одного оборота заготовки вокруг своей оси образуется зубчатый венец, зубья которого будут очерчены по октоидальному профилю. Он мало отличается от принятого эвольвентного и вполне удовлетворяет практическим требованиям. То же самое произойдет и в случае, если, перекатывая заготовку, вместе с ней вращать производящее колесо. Вращение заготовки и производящего колеса должны быть кинематически согласованы и, происходить без скольжения по начальным конусам. В рассматриваемом случае, имея в виду плоское коническое колесо (2 φ0 = 1800), начальный конус нарезаемого колеса должен катиться по начальной плоскости xx.
Обработка зубьев конических колес при профилировании обкатом основана на представлении о производящем колесе, т.е. воображаемом плоском или плосковершинным коническом колесе, с которым обкатывается в процессе обработки заготовка. Рассмотрим понятие о производящем колесе на примере обработки прямозубого колеса. Характерным для плоского колеса является угол при вершине начального конуса 2 φ0 = 1800 (рис.3.23, а), благодаря чему дополнительный конус превращается в цилиндр с осью ZZ и образующей ab. При развертке цилиндра на плоскость зубья колеса образуют прямобочную зубчатую рейку. Процесс формообразования зубьев на заготовке можно представить следующим образом. Предположим, что заготовка выполнена из идеального пластичного материала. Если ее перекатывать без скольжения по стальному плоскому коническому производящему колесу, то его зубья на поверхности заготовки будут формировать впадины. После одного оборота заготовки вокруг своей оси образуется зубчатый венец, зубья которого будут очерчены по октоидальному профилю. Он мало отличается от принятого эвольвентного и вполне удовлетворяет практическим требованиям. То же самое произойдет и в случае, если, перекатывая заготовку, вместе с ней вращать производящее колесо. Вращение заготовки и производящего колеса должны быть кинематически согласованы и, происходить без скольжения по начальным конусам. В рассматриваемом случае, имея в виду плоское коническое колесо (2 φ0 = 1800), начальный конус нарезаемого колеса должен катиться по начальной плоскости xx.
Процесс формообразования зубьев на заготовке можно представить следующим образом. Предположим, что заготовка выполнена из идеального пластичного материала. Если ее перекатывать без скольжения по стальному коническому плоскому производящему колесу, то его зубья на поверхности заготовки будут формировать впадины. После одного оборота заготовки вокруг своей оси образуется зубчатый венец, зубья которого будут очерчены по октоидальному профилю. Он мало отличается от принятого эвольвентного и вполне удовлетворяет практическим требованиям. То же самое произойдет и в случае, если, перекатывая заготовку, вместе с ней вращать производящее колесо. Вращение заготовки и производящего колеса должны быть кинематически согласованы и, происходить без скольжения по начальным конусам. В рассматриваемом случае, имея в виду плоское коническое колесо (2 φ0 = 1800), начальный конус нарезаемого колеса должен катиться по начальной плоскости xx.
Оставим на производящем колесе 1 только два зуба (рис.3.24). Сообщим заготовке 2 и производящему колесу 1 вращение в направлении стрелок. После того как заготовка перекатится через два зуба, реверсируем вращение и возвращаем оба колеса в исходное положение. В результате этих перемещений два зуба производящего колеса образуют на заготовке две впадины: зуб 5 – впадину 4, а зуб 6 – впадину 3. Таким образом, будет получен первый зуб на заготовке.
Повернем заготовку в исходное положение вокруг своей оси против часовой стрелки на угол, соответствующий шагу зацепления, и повторим весь цикл предыдущих движений. Тогда зуб 5 образует на заготовке новую впадину, а зуб 6 будет входить в контакт с уже имеющейся впадиной 4. В итоге второго цикла движений получим второй зуб на заготовке и так далее, до тех пор, пока не будут образованы все зубья. Таким образом, процесс формообразования профиля зубьев совершается в результате ряда чередующихся циклов движений. Каждый же цикл состоит из:
- обкатного движения производящего колеса и заготовки, в процессе которого зубья колеса внедряются в материал заготовки, образуя впадины;
- реверсирования движения обката в обратном направлении;
- движения деления в конце обратного хода, когда заготовка поворачивается на один зуб.
Зубья 5 и 6 производящего колеса заменяют двумя резцами 7 и 8. Резцы попеременно совершают прямолинейное поступательно-возвратное движение в радиальном направлении. Режущие кромки аb и а1b1 в своем поступательном движении в плоскостях abcd и a1d1c1d1 образуют впадину производящего колеса. Поэтому, если наряду с прямолинейным перемещением сообщить резцам вращение вместе с производящим колесом вокруг точки О, то в обкатном движении резцы, врезаясь в заготовку, выстрагивают в ней впадины. Режущие кромки ab и a1b1 в своем относительном движении огибают боковые поверхности зуба нарезаемого колеса. Так как толщина резцов меньше толщины зуба производящего колеса, то впадины 3 и 4 при первом контакте с резцами не будут иметь полной ширины.
Таким образом, при формообразовании зубьев конических колес необходимо осуществлять следующие движения:
- движение скорости резания – прямолинейное поступательно-возвратное движение резцов при обработке прямозубого колеса или вращательное движение резцовой головки при обработке колеса с дуговым зубом;
- движение обката (круговой подачи), состоящее из согласованных вращательных движений заготовки и обрабатываемого колеса;
- движение деления – поворот заготовки в конце обратного хода.
 При обработке впадины необходимо вершины резцов перемещать вдоль образующей yy дна впадины нарезаемого колеса, т. е. под углом к плоскости перпендикулярной к оси вращения производящего колеса (см. рис. 3.23, а). Этот угол различен для разных колес. Следовательно, траекторию движения резцов необходимо настраивать по этому углу, что усложняет конструкцию резцового узла и снижает его жесткость.
При обработке впадины необходимо вершины резцов перемещать вдоль образующей yy дна впадины нарезаемого колеса, т. е. под углом к плоскости перпендикулярной к оси вращения производящего колеса (см. рис. 3.23, а). Этот угол различен для разных колес. Следовательно, траекторию движения резцов необходимо настраивать по этому углу, что усложняет конструкцию резцового узла и снижает его жесткость.
В практике в целях упрощения конструкции резцового узла допускают отступление: образующую yy дна впадины совмещают с плоскостью xx, перпендикулярной к оси вращения производящего колеса, и вершины резцов перемещают в этой плоскости (рис. 3.23, в). В связи с этим величина угла 2φ0 будет меньше 1800. Из схемы следует,
2φ0 = 1800 - 2γ,
где γ – угол ножки нарезаемого колеса.
Полученное таким образом производящее колесо, называется плосковершинным.
Число зубьев производящего колеса определяется на основании известных зависимостей для конических колес. Можно написать
где z – число зубьев нарезаемого колеса; zп – число зубьев производящего колеса.
Откуда, число зубьев плосковершинного производящего колеса

У плоского колеса угол γ = 0, следовательно, cosγ =1. Тогда, число зубьев плоского производящего колеса

Конструктивно производящее колесо с приводом резцов или резцовой головки выполняется в виде узла, называемого люлькой.
Нарезание прямозубых конических колес осуществляется преимущественно посредством двух зубострогальных резцов, а нарезание колес с дуговым зубом – резцовыми головками, режущие зубья которых расположены на окружности. Кинематическая структура этих станков однотипна. Она содержит простую группу скорости резания Фv(П1) или Фv(В1), обеспечивающую движение резцов или резцовой головки для получения линии зубьев по длине, сложную группу подачи Фs (В2В3), обеспечивающую обкатное движение заготовки и производящего колеса, для воспроизведения профиля зубьев и группу деления Д(В4). Шпиндель заготовки является общим исполнительным органом групп Фs и Д. Поэтому эти группы должны иметь между собой кинематическую связь. Для этого применяют один из трех способов соединения кинематических групп: параллельный, последовательный и смешанный (параллельно-последовательный). В зависимости от способа соединения групп Фs и Д видоизменяются кинематическая структура станков и их настройка. Рассмотрим типовую структуру зуборезных станков (рис. 3.25).
Структура групп Фv(П1) и Фv(В1) простая. Внутренняя связь или поступательная пара
направляющие люльки → ползуны резцов (П1),
или вращательная пара
подшипниковые опоры на люльке → шпиндель резцовой головки (В1).
Внешняя связь: кинематическая цепь
М → 1 → 2 → iv → 3,
соединяющая электродвигатель М или с ползунами резцов (П1), или со шпинделем резцовой головки (В2).
Группа Фv(П1) настраивается по четырем параметрам: на траекторию - изменением угла между направлениями поступательно-возвратного движения резцов; на скорость – органом настройки iv; на путь и исходную точку – изменением плеч механизма, преобразующего вращательное движение в поступательно-возвратное резцов.
Группа Фv(В1) настраивается только по одному параметру: на скорость – органом настройки iv.
Группа Фs(В2В3) сложная. Ее внутренняя связь - кинематическая цепь
В3 → 5 → 6 → iпроф→ ∑→ iдел → В2,
называемая цепью обката или профилирования.
Внешняя связь - кинематическая цепь
М → 1→ 2 → is → Р → iкл → 6,
передающая энергию движения от электродвигателя во внутреннюю связь через звено соединения связей 6.
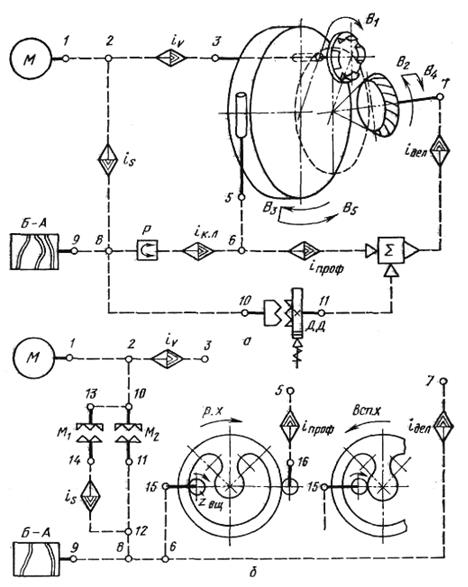
Рис. 3.25. Кинематическая структура зуборезного станка для нарезания
конических колес: а – при параллельном соединении групп Фs и Д;
б – при смешанном соединении групп Фs и Д
Группа настраивается на траекторию – органом настройки iпроф; на скорость – органом настройки is; на путь – угол качания Ө0 люльки, необходимый для полного профилирования одного зуба нарезаемого колеса, после чего люлька должна возвратиться в исходное положение для профилирования следующего зуба - органом настройки iкл.
Группа деления Д(В4) простая. Ее внутренняя связь вращательная пара делительная бабка → шпиндель заготовки.
Внешняя связь при параллельном соединении групп Фs и Д (рис. 3.25, а) М → 1 → 2 → is → 8 → 10 → ДД → 11 →∑ → iдел → 7 → В4 ,
Внешняя связь при смешанном соединении (рис. 3.25, б)
М → 1 → 2 → 10 → 11 → 12 → 8 → 6 → iдел → 7 → В4.
Группа настраивается на путь – органом настройки iдел. Управление делением – периодическое включение и отключение его – осуществляется распределительным валом Б-А.
Рассмотрим общие принципы настройки станков анализируемого класса и выведем ФН для их органов настройки, которые выполняют, как правило, в виде гитар сменных зубчатых колес.
Орган настройки iv. РП при обработке конических прямозубых колес:
пМ мин-1 → пР дв. ходов/мин резцов.
УКЦ:
пР = пМ i01 iv.
ФН:
iv = nр/(пМ i01),
где i01 – произведение передаточных отношений постоянных передач расчетной цепи.
Выразим пР через скорость резания v:
пР = 1000v/(2L),
где L –ход резцов в движении П1, состоящий из длины линии зуба колеса и величин перебегов резца на входе и выходе из зоны резания.
После замены пр, окончательно получим
i v = c1 v L,
где с1 – константа конкретной модели станка, равная 1000/(2пМi01L).
РП при обработке конических колес с дуговым зубом:
пМ мин-1 → пРГ мин-1
УКЦ:
пРГ = пМ i01 iv.
ФН:
iv = nРГ/(nМ i01) = пРГ/с2,
где с2 – константа, равная пМ i02.
Орган настройки iпроф. Расчетная цепь совпадает с внутренней связью группы обката ФS. РП:
1 об. люльки (В3) → zп/z об. заготовки (В2).
УКЦ при параллельном соединении групп Фs и Д:
zп/z = 1 i03 iпроф i∑ iдел.
ФН:
iпроф = zп/(z i03 i∑ iдел) = zп/(с3 z iдел),
где с3 – константа, равная i03 i∑.
Орган настройки is. Все зуборезные станки рассматриваемого класса, являясь полуавтоматами, оснащены временной системой управления и, следовательно, работают в цикловом режиме. За время цикла принимают время обработки одного зуба (впадины.). Этим же временем условно задается подача, и поэтому ее называют цикловой. Время цикла есть сумма
tц = tр + tх,
где tц – время цикла; tр – время рабочего хода люльки (ее поворот в процессе профилирования зуба); tх – вспомогательного хода (ее поворот в исходное положение).
Для повышения производительности стремятся, чтобы tх ‹ tр. Для этого нередко в зуборезных станках во внешней связи группы Фs применяют передачи или цепь передач, позволяющие получить ускоренное вращение люльки при вспомогательном ходе. Включение и отключение этих передач осуществляется с помощью распределительного вала, который за время цикла всегда совершает один оборот. В рассматриваемой структуре (см. рис. 3. 25, б) эту функцию выполняет распределительный вал Б – А, управляющий муфтами М1 и М2.
РП для структуры по рис. 3.25, а (варианта 1):
1 об. распределительного вала → (nМ/60) tц об. электродвигателя.
Если при вспомогательном ходе люльки движение к ней передается минуя орган настройки is, то распределительный вал имеет две различные скорости, причем во время вспомогательного хода распределительный вал всегда вращается с постоянной скоростью. В этом случае (вариант 2) РП по рис. 3.25, б имеют иной вид
δ0р/3600 об. распределительного вала → (nМ/60) tр об. электродвигателя,
где δ0р –угол поворота распределительного вала, соответствующий времени tр.
Угол δ0р зависит от соотношения скоростей вращения люльки при рабочем и вспомогательном ходах и определяется для каждого конкретного станка и передаточных отношений зубчатых передач механизма реверса люльки.
УКЦ по варианту 1:
(пМ/60) tц = 1 i04 is.
ФН:
is = с4/tц,
где с4 = пМ/(60 i04) – константа; i04 – произведение постоянных передач расчетной цепи электродвигатель – распределительный вал.
УКЦ по варианту 2:
(пМ/60) tр = (δ0р/3600) i05 is.
ФН:
is = c5 tр,
где с5 = (пМ60) (δ0р/3600) tр.
Настройка движения Фs на путь, т.е. на угол качания Ө0 люльки, зависит от способа соединения групп Фs и Д. При параллельном соединении групп периодическое делительное движение суммируется через дифференциал ∑ с движением заготовки В2 в период реверсирования движения обката Фs, т.е. возврата люльки в исходное положение для профилирования следующего зуба или впадины нарезаемого колеса. При этом заготовка за время реверсирования, т.е. за tх , как правило, поворачивается на 1/z оборота.
При смешанном соединении групп реверсируется только люлька, а заготовка продолжает непрерывно вращаться в одну сторону. Причем за время возвращения люльки в исходное положение заготовка поворачивается на zi/z оборота, где zi – число зубьев заготовки, пропускаемых между двумя последовательными циклами делений. Это число, т.е. zi не должно иметь общих множителей с z заготовки.
При обоих способах соединения групп для возврата люльки в исходное положение в структуре станка необходим реверс. При параллельном соединении для реверсирования люльки и заготовки реверс располагают во внешней связи группы Фs на участке 8 – 6. При смешанном соединении надо реверсировать только люльку, и поэтому реверс располагают во внутренней связи группы Фs на участке 6 – 15 – 16 – 5 цепи профилирования от звена присоединения внешней связи к внутренней до люльки. В этом случае наибольшее распространение получил специальный реверс в виде составного колеса, рассмотренный в модуле 2. Вращение ведущего колеса реверса в одну сторону и постоянство его зацепления с внутренним замкнутым контуром составного колеса будет сообщать последнему вращательное движение то в одну, то в другую сторону и тем самым осуществлять реверсирование люльки. Ведущее колесо реверса обходит один раз полностью весь внутренний контур составного колеса за время цикла обработки одного зуба нарезаемого колеса.
При параллельном соединении групп Фs и Д настройка на путь осуществляется органом настройки iкл. Для этого органа УКЦ имеет вид:
δ0р/3600 об. распределительного вала → Ө0/3600 об. люльки.
Угол Ө0 = ψ0(z/zп), где ψ0 – угол поворота заготовки для полного профилирования зуба нарезаемого колеса, который выбирают по специальным номограммам в зависимости от числа нарезаемых зубьев, модуля и других параметров колеса.
УКЦ:
Ө0/3600 = δ0р/3600(i06 iкл).
ФН:
iкл = (1/i06)(Ө0/δ0р),
где i06 – произведение передаточных отношений постоянных передач расчетной цепи распределительный вал – люлька.
При смешанном соединении групп путь движения обката Фs настраивают посредством органов настройки iпроф и iдел, в ФН которых фигурирует число zi, являющееся функцией угла качания люльки и соответственно угла поворота ψ0 заготовки. Функцию zi = f (ψ0) определяют отдельно для каждого конкретного станка, используя для этого следующее соотношение: zi = (Ө0/δ0р) zп.
Орган настройки iдел. РП при параллельном соединении групп:
поз об. отсчетного звена → 1/z об. заготовки,
причем отсчетным звеном может быть, например, делительный диск ДД.
УКЦ:
1/z =п i07 i∑ iдел.
ФН:
iдел = с7/z,
где с7 – константа конкретной модели станка.
РП: при смешанном соединении групп:
1об. распределительного вала → zi/z об. заготовки.
УКЦ:
zi/z = 1 i08 iдел.
ФН:
iдел = с8 zi/z,
где с8 – константа конкретной модели станка.
Зубонарезание конических колес при профилировании обкатом используется при чистовой обработке. При незначительной переналадке рассмотренные типовые кинематические структуры зуборезных станков позволяют также осуществлять профилирование зубьев по методу копирования. В этом варианте зубонарезания конических колес класс воспроизведения зубчатой поверхности копирование плюс след. Этот вариант используется для черновой обработки. При нарезании прямозубых колес при профилировании копированием из типовой структуры исключается группа обката, и вводится простая группа врезания Вр(П2) на высоту зуба. При нарезании конических колес с винтовым зубом группа обката из кинематической структуры не исключается, но существенно на 2-3 порядка замедляется скорость движения обката, что при профилировании равнозначно остановке этого движения. Ниже при рассмотрении
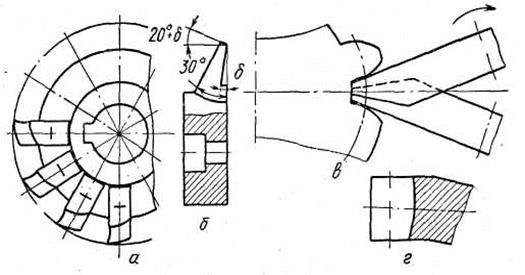
Рис. 3.26. Схема нарезания прямозубых конических колес дисковыми фрезами
а – дисковая фреза со вставными резцами; б – вставной резец; в – взаимное
расположение фрез; г – дно нарезаемой впадины
конкретных моделей станков для нарезания конических колес будет подробно рассмотрена их перестройка с одной структуры на другую.
Для нарезания прямозубых конических колес применяют также две дисковые фрезы (рис.3.26, а) большого диаметра со вставными резцами, имитирующие зуб плоского производящего колеса. Профиль режущей кромки резцов прямолинейный, режущая кромка профиля направлена перпендикулярно оси фрезы или расположена под углом δ к этому направлению (рис.3.26, б). В первом случае зубья получаются конические, прямолинейные, во втором – бочкообразные. Обе фрезы прорезают одну впадину одновременно. Они установлены так, чтобы резцы одной из них попадали в промежутки между резцами другой и не задевали друг друга при вращении (рис.3.26, в).Нарезание фрезами осуществляется без подачи вдоль линии зуба, и поэтому дно впадин приобретает вогнутую форму (рис.3.26, г). По этой схеме нарезают конические колеса с небольшой линией зуба по длине, например, сателлиты конических планетарных дифференциалов. Фрезерование конических прямозубых колес в 3-5 раз производительнее, чем зубострогание двумя резцами. Кинематическая структура такого станка аналогична структуре зубострогального, у которого группы обката и деления соединены параллельно. Например, станок модели 5230, работающий по описанной схеме, унифицирован с зубострогальными станками, работающими двумя резцами.
Существуют также станки для шлифования зубьев конических колес. Прямозубые колеса шлифуют двумя дисковыми кругами с продольной подачей их вдоль линии зуба. Конические колеса с круговыми зубьями шлифуют чашечным кругом. Структура такого станка аналогична структуре станка, работающего резцовой головкой.
Проведем кинематический анализ используемых в машиностроении зуборезных станков, спроектированных по рассмотренным типовым структурным схемам.
Зубострогальный станок для обработки прямозубых конических колес модели 5А26 (рис. 3.27) выполнен по схеме с параллельным соединением групп станок для обработки прямозубых конических колес модели 5А26 (рис. 3.27) выполнен по схеме с параллельным соединением групп обката и деления. На станке можно нарезать зубчатые колеса со следующими параметрами: максимальный диаметр – 610 мм; модуль – 1-8; максимальная длина линии зуба – 90 мм; z – 10-200; угол делительного конуса - 84018'-5042'; максимальное передаточное отношение 10:1.
Кинематика станка включает две частные структуры, реализующие класс зубообработки след плюс обкат и копирование плюс след, из которых первый используется для чистовой, а второй для черновой обработки. Частная структура для чистовой обработки состоит из двух групп формообразования Фv(П1) и Фs(В2В3) и группы деления Д(В4).
Цикл зубонарезания:
- заготовка быстро подводится к резцам и устанавливается на глубину предварительной (черновой) обработки (рис. 3.28, а);
- предварительная обработка боковых поверхностей одного зуба движениями Фv и Фs (рис. 3.28, б);
- реверсирование движения Фs до горизонтального положения оси профиля обрабатываемого зуба и подвод заготовки на глубину окончательной (чистовой) обработки (рис.3.28, в);
- окончательная обработка зуба движениями Фv и Фs (рис. 3.28, г);
- быстрый отвод заготовки и деление на зуб при продолжающемся движении обката;
- повторение цикла до тех пор, пока не будут обработаны все зубья.
Группа скорости резания Фv. Ее внутренняя связь - это две поступательные пары:
направляющие, смонтированные на люльке,→ ползуны 1 с резцами 2.
Внешняя связь:
М →(iv = а3/б3) → 17/38 →исполнительный механизм, преобразующий вращательное движение в поступательно-возвратное движение
ползунов 1 с резцами 2 (П2).
 |
Рис. 3.27. Кинематическая схема зубострогального станка
для обработки прямозубых конических колес
Последним вращающимся звеном внешней связи (рис. 3.29) является кривошипный диск 5, расположенный в центре люльки. Этот диск посредством шатуна 4 сообщает качательное движение диску 3, в прямолинейном пазу которого размещены сухари, соединенные посредством пальцев с ползунами 1. Ползуны расположены в направляющих, смонтированных так, чтобы резцы образовали угол 2δ' с центром вращения люльки (воображаемого производящего колеса).
Движение Фv имеет незамкнутую траекторию и настраивается на следующие параметры: траектория – установкой угла 2δ'; скорость – гитарой iv; путь – изменением радиуса положения пальца на кривошипном диске 5; исходное положение – изменением места крепления шатуна к диску 3.
Группа обката Фs. Внутренняя связь – кинематическая цепь, соединяющая люльку (воображаемое производящее колесо) со шпинделем заготовки В2→162/1→25/27→валV→(ix=(а/б)(с/д))→∑→36/27→26/26→26/26→36/24→ (iy=(а2/б2)(с2/д2))→1/120→В3.
Внешняя связь – кинематическая цепь
М→41/12→iv→(is=(а1/б1) (с1/д1))→14/37→48/48 (или(30/30) (20/40))→(iкл= e/f) → 42/42→вал V,

соединяющая электродвигатель с валом V, являющимся звеном соединения связей. Группа настраивается на траекторию – гитарой ix, на скорость – гитарой is, на путь (угол качания люльки)- гитарой iкл.
Рис. 3.28. Схема образования зубьев Рис. 3.29. Исполнительный механизм группы Фv
|
|
Дата добавления: 2015-04-24; Просмотров: 908; Нарушение авторских прав?; Мы поможем в написании вашей работы!