КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Станки для обработки конических зубчатых колес 2 страница
|
|
|
|
Группа деления Д. Внутренняя связь – вращательная пара
бабка изделия → шпиндель.
Внешняя связь – кинематическая цепь
М → 12/41→ iv → is→ 14/37→22/77→мальтийский механизм 40 →26/52 → ∑ → 36/27 →26/26 →26/26 →36/24→(iy=(а2/б2)(с2/д2))→1/120→В4,
связывающая электродвигатель со шпинделем.
Группа настраивается только на путь (поворот шпинделя с заготовкой на угловой шаг нарезаемых колес) – гитарой iy.
Управление всеми движениями осуществляется барабаном 55 распределительного вала, который за время цикла делает один оборот. Барабан имеет четыре рабочих профиля p, q, m, n. Первые два предназначены для подачи стола, несущего бабку обрабатываемого колеса: p – при черновой, q – при чистовой обработке. Ролики, находящиеся в контакте с рабочими поверхностями барабана p и q, сблокированы. В рабочем положении может быть только один из них. Профиль m управляет процессом деления, профиль n – реверсирования. Подача бабкипроисходит следующим образом. От кривых барабана через кулису 46 и сухарь 47 движение передается ползуну-цилиндру 48. В цилиндре перемещается поршень 49 со штоком 50, конец которого закреплен в кронштейне стола. С помощью поршня и штока осуществляется подвод стола в рабочее положение и отвод его в наладочное положение. Перед началом рабочего хода под действием барабана ползун-цилинр перемещается влево. После этого масло подается в правую полость цилиндра. Поршень-шток перемещает стол влево, пока кольцо 52, закрепленное на штоке, не встретит неподвижный упор 51. В процессе резания поршень находится под постоянным давлением масла в правой полости, а шток своим кольцом 52 задерживается неподвижным упором 51. Этим определяется положение стола, при котором резцы подведены к заготовке на полную глубину впадины зуба. При отводе стола масло поступает в левую полость цилиндра.
|
|
|
Чистовая обработка зубьев происходит в такой последовательности. Сначала устанавливают заготовку и пускают станок. Золотник гидропанели направляет масло в гидрозажим шпинделя бабки и правую полость цилиндра 48, в результате чего стол с бабкой подается к резцам. Одновременно включается движение обката. При этом движение во внутреннюю связь группы обката сообщается через гитару is, совершается рабочий ход, и резцы производящего колеса перемещаются и нижнего положения а в верхнее г (см. рис. 3.28). По окончании рабочего хода золотник направляет масло в левую полость цилиндра, а рабочий профиль барабана 55 воздействуя рычагом 53 на муфту 54, управляющую реверсом, переключает движение обката с рабочего хода на ускоренный через зубчатую передачу 12-13, минуя гитару is. В результате стол отходит вправо, а производящее колесо (люлька) и заготовка получают ускоренное вращение в обратном направлении. Одновременно с этим происходит процесс деления. В конце холостого хода барабан 55 переключает муфту 54 на рабочий ход, после чего стол подводится к резцам, и цикл повторяется.
Вывод ФН для органов настройки параметров исполнительных движений. Исходными данными для расчета настройки станка на обработку прямозубых колес являются наибольший модуль m, число зубьев нарезаемого колеса z, число зубьев производящего колеса zп, длина линии зуба, угол зацепления.
Гитара iv. Расчетная цепь совпадает с внешней связью группы Фv, поэтому РП:
пм мин-1 → пр дв. ход/мин резцов (или мин-1 кривошипного диска)(П1).
УКЦ:
пр = 1420 i01 iv.
ФН:
iv = nр/с1= пр/186,
где с1 = пМ i01; i01 – произведение передаточных отношений постоянных передач расчетной цепи.
Гитара ix. РП:
1/zп пов. люльки (производящего колеса),(В2) → 1/z пов. заготовки (В3).
|
|
|
УКЦ:
 .
.
ФН:
 ,
,
где с2 = i02 i ∑; i02 – произведение передаточных отношений постоянных передач расчетной цепи; i∑ - передаточное отношение дифференциала.
Гитара is. Под подачей люльки понимают путь, проходимый любой точкой по дуге начальной окружности производящего колеса в еденицу времени. Длина дуги при повороте люльки определяется по выражению
L =(π m zn Ө0)/3600,
где L – длина дуги начальной окружности производящего колеса; Ө0 - угол поворота люльки.
В рассматриваемом станке при рабочем ходе движение подачи задается посредством гитары is, а при холостом ходе это движение имеет постоянную ненастраиваемую ускоренную подачу. При обсуждении типовых кинематических структур зуборезных станков (см. рис. 3.23) были рассмотрены возможные варианты задания РП для гитары подач, в том числе, при различном значении подачи на рабочем и холостом ходу (вариант 2). Рассмотрим еще один вариант задания РП, являющийся аналогом варианта 2.
За время одного цикла люлька при ходе вперед и назад поворачивается на дугу, равную 2L. Если sр и sх – подачи, соответствующие рабочему и холостому ходу, то время одного цикла движений
Tц = L/sр + L/sх.
За это время распределительный вал с барабаном управления совершает один оборот. Следовательно, за одну минуту он сделает 1/Т оборота. Расчетная цепь для гитары is – кинематическая цепь, соединяющая электродвигатель с распределительным валом. Поэтому РП:
пм мин-1 → 1/Тц оборота барабана управления.
УКЦ:
1/Тц = пм i03 is.
ФН:
is = с3/Тц = 4.91/Тц,
где с3 = пМ i03; i03 – произведение передаточных отношений постоянных передач расчетной цепи.
Гитара iкл. За время обработки одного зуба люлька совершает поворот на угол Ө при рабочем ходе и на такой же угол при холостом ходе, т.е. проходит путь, равный 2Ө0, что составляет 2Ө0/3600 оборота. За этот период барабан 55 управления делает один оборот. В станке 5/8 оборота приходится на рабочий ход, 1/16 – на переключение муфты 54 реверса и 5/16 – на холостой ход.
РП:
5/8 поворота барабана управления → Ө0/3600 поворота люльки.
УКЦ:
Ө0/3600 = (5/8) i04 iкл к.
ФН:
iкл = (Ө0/3600)/(5/8) i04 к = Ө0/с4 =Ө0/36,
где с4 = (5/8) i04 к =36; i04 – произведение передаточных отношений постоянных передач расчетной цепи; к = 46/51 – коэффициент потери оборотов при переключении муфты реверса.
|
|
|
Угол Ө0 обычно подбирают опытным путем. Для ориентировочного его подсчета можно пользоваться формулой
Ө = Ө1 + Ө2.
Угол поворота люльки вверх от горизонтального положения (для угла зацепления α = 200) 
Ө1 = (((355,3 (h''/m) + 90)/z) – 0,8) sin φ,
где h'' – высота ножки зуба.
Угол Ө2 вычисляют по специальным таблицам или номограммам. Его можно с достаточной степенью точности вычислить по выражению
Ө2 = 1,869 Ө1.
Гитара iy. Отсчетным звеном расчетной цепи деления является диск мальтийского механизма 40, который за цикл деления поворачивается на 1/2 оборота. Следовательно, РП:
1/2 оборота диска 40 → 1/z поворота заготовки.
УКЦ:
 .
.
ФН:
iy = c5/z = 125/z,
где с5 = (1/2) i05 i∑ = 125; i05 – произведение передаточных отношений постоянных передач расчетной цепи; i∑ - передаточное отношение дифференциала (водило ведущее), равное 2.
Угол δ1 установки резцов определяют по формуле
где α - угол зацепления; γ – угол ножки зуба; f – коэффициент высоты зуба.
Обычно α = 200, а f = 1,1236, то для этого случая δ1 = 60,884 tgγ.
Частная структура для черновой обработки включает группы Фv(П1), Вр(П5) и Д(В4).
Цикл работы станка при черновом нарезании зубьев:
- быстрый подвод стола с бабкой, несущей заготовку, к резцам;
- врезание на высоту зуба при рабочей подаче стола;
- быстрый отвод стола из зоны резания;
- одинарное или двойное деление;
- повторение цикла до тех пор, пока не будут обработаны все зубья.
При одинарном делении используется два стандартных резца. При этом каждый резец выстрагивает свою часть впадины. При двойном делении используются нестандартные резцы. Каждый резец выстрагивает всю впадину.
В данной структуре используются группы Фv и Д, описанные выше при рассмотрении частной структуры для чистового нарезания при профилировании обкатом. Зубчатые колеса гитар обката и качания люльки снимаются, а ведущий и ведомый валы гитары обката жестко фиксируются.
Группа Вр(П5) простая. Ее внутренней связью яляется поступательная пара:
направляющие →продольный стол с бабкой.
|
|
|
Внешняя связь:
М → 12/41 → is → 14/37 → 24/33 → 1/44 → рабочий профиль p барабана 55 → гидроцилиндр 48 → шток 50 → продольный стол (В5).
Группа настраивается на скорость – гитарой is; на путь и исходную точку упором 51.
Гитара is. В качестве подачи врезания принимается величина перемещения заготовки за один двойной ход резцов. Отсюда, расчетная цепь – это кинематическая цепь, связывающая кривошипный диск 5 с барабаном управления 55. Тогда, РП:
1 дв. ход резцов → s мм перемещения стола (В5).
УКЦ:
s = 1(38/17) (1/iv) is (14/37) (24/33) (1/44) tТВ.
ФН:
is = 16,5 (s iv/tТВ),
где шаг тягового вала tТВ равен шагу рабочего профиля p.
На станке предусмотрена также возможность обработки бочкообразных зубьев. Для этого на люльке прямолинейные направляющие для ползунов 1заменяют соответствующими криволинейными.
 |  |
При обработке конических колес с круговыми зубьями в качестве про-
Рис.3.30. Схема нарезания конических Рис. 3.31. Схема установки заготовки при
колес с круговыми зубьями нарезании круговых зубьев
изводящего колеса принимают плоское колесо 1, зубья которого направлены по дуге окружности радиуса r (рис. 3.30). Заготовка 2 в процессе обработки обкатывается с производящим колесом 1, зубья которого воспроизводятся резцовой головкой 3, вращающейся вокруг точки О1. Профиль резцов соответствует профилю зубьев производящего колеса. Проходя участок АА1, они имитирую один зуб производящего колеса.
Согласованность вращения люльки 1 (рис. 3.31) и заготовки 2 (станочное зацепление) обеспечивается сменными зубчатыми колесами 4, подбираемыми в зависимости от числа зубьев нарезаемого колеса. Вершины резцов 3 должны передвигаться по образующей внутреннего конуса нарезаемого колеса. Поэтому колесо необходимо установить под углом φi внутреннего конуса к плоскости, в которой передвигаются вершины резцов.
Заготовка должна устанавливаться относительно центра станка, под которым понимается точка пересечения горизонтальной оси ОО2 люльки, оси ОО1 шпинделя бабки и вертикальной оси О поворотного стола. Через центр стола должна проходить плоскость, в которой передвигаются вершины резцов головки, и с центром стола должна совпадать вершина начального конуса нарезаемого колеса.
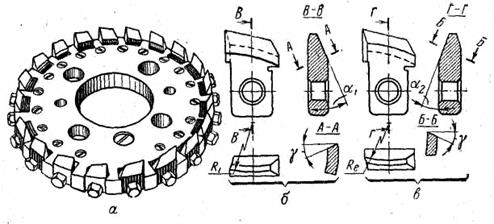
Рис. 3.32. Резцовая головка
Резцовая головка (рис. 3.32, а) выполняется в виде диска с пазами, в которые вставляются и крепятся резцы перпендикулярно торцовой плоскости диска. Резцы бывают наружные (рис. 3.32, б) и внутренние (рис. 3.32, в). Резцы подразделяются также на праворежущие и леворежущие, отличающиеся только расположением режущих кромок.
Конические колеса с круговым зубом нарезают на различных модификациях зуборезных станков моделей 525, 527, 528 и др.
Зуборезный станок для обработки конических колес с дуговым зубом модели 525 (рис. 3.33) выполнен по схеме со смешанным соединением групп обката и деления. На станке можно нарезать зубчатые колеса со следующими параметрами: максимальный диаметр – 500 мм; максимальный модуль – 10 мм; максимальная ширина зуба – 65 мм; z = 4 – 100; максимальное передаточное отношение – 10:1; максимальная длина образующей начального конуса 250 мм.
Зубообработка осуществляется стандартными резцовыми головками диаметром 150–300 мм.
Кинематика станка состоит из двух частных структур. Первая реализует класс воспроизведения зубчатой поверхности след + обкат, а вторая – копирование + след.
Частная структура класса воспроизведения конической зубчатой поверхности след + обкат включает две группы формообразования Фv(В1) и Фs(В2В3) и группу деления Д(В4).
Цикл зубонарезания:
- подвод заготовки к резцовой головке;
- прорезка впадины вращающейся резцовой головкой (движение резания) при согласованном вращении люльки, несущей резцовую головку, и шпинделя с заготовкой (движение обката);
- отвод заготовки от резцовой головки при продолжающемся вращении заготовки в туже сторону, одновременно реверсирование и ускоренное обратное вращение люльки;
- подвод заготовки, реверсирование люльки и повторение цикла.
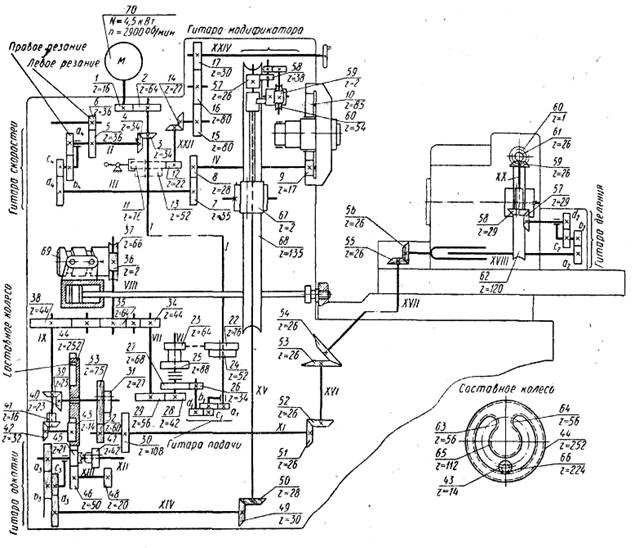
Рис. 3.33. Станок для нарезания конических колес с дуговыми зубьями
За время цикла обработки одного зуба (впадины) люлька совершает одно двойное качание и к началу следующего цикла приходит в исходное положение. Заготовка, вращаясь в одном направлении, повернется за это же время относительно люльки, согласно настройки, на zi зубьев. В итоге при новом
зацеплении прорезается не соседняя впадина, а впадина, отстоящая от прорезанной на zi. Таким образом, осуществляется смешанное деление (параллельно при прорезке впадины, последовательно при реверсе люльки). При этом, для обеспечения прорезания всех впадин, zi должно быть взаимно простым с числом z нарезаемых зубьев.
Группа Фv простая. Ее внутренняя связь – вращательная пара:
корпус люльки → шпиндель резцовой головки.
Внешняя связь – кинематическая цепь:
М → 16/64 → 34/34 → [iv =(а4/б4) (с4/д4)] → 35/28 → 17/85→ шпиндель→(В1).
Группа настраивается по двум параметрам: на скорость и направление – гитарой iv.
Группа Фs сложная. Ее внутренняя связь – кинематическая цепь, воспроизводящая станочное зацепление,
В2 → люлька → 135/2 → 28/30 → 1/[ix=(а3/б3) (с3/д3)] → 42/20 → 50/252 → 224/14 → 32/16 → 23/23 → 75/60 → 26/26 → 26/26 → 26/26 → [(iy = (а2/б2) (с2/д2)] → 29/29 → 26/26 → 1/120 →шпиндель(В3).
Внешняя связь:
М → 16/64 → [(is=(а1/б1) (с1/д1)) → 34/68] [или (76/64)или (52/88)] → 42/56 → 44/44 →звено соединения связей - вал IX.
Группа настраивается на траекторию и скорость - гитарами ix и is.
Группа деления Д(В4). Внутренняя связь – вращательная пара:
подшипниковые опоры бабки → шпиндель (В4).
Внешняя связь включает внешнюю связь группы Фs и часть ее внешней связи от звена соединения связей (вал IX) до шпинделя.
Рассмотрим вывод ФН для расчета настройки станка. Исходными данными для этого являются геометрические параметры нарезаемого колеса и материал из которого он изготовлен.
Гитара iv. Расчетная цепь связывает электродвигатель со шпинделем резцовой головки. Следовательно, РП:
пМ мин-1 → пРГ мин-1.
УКЦ:
пРГ = пМ i01 iv.
ФН:
iv = пРГ/с01 = пРГ/180,
где с01 = пМ i01 = 180 – константа расчетной цепи.
Гитара ix. Расчетная цепь совпадает с внутренней связью группы Фs. Поэтому, РП:
1/zп поворота люльки (В2) → 1/z поворота заготовки (В3).
УКЦ:
1/z = 1/zп i02 (1/ix) iy.
ФН:
ix = c02 zi/zп =3,5zi/zп,
где i02 – константа расчетной цепи; iy = 2zi/z – ФН гитары деления, определяемая по расчетной цепи деления.
Гитара is. Временная система управления станка относится ко второму классу, характерная особенность которого наличие двух круговых частот распределительного вала: настраиваемой посредством гитары зубчатых колес при рабочем ходе и ненастраиваемой, ускоренной при свободном (холостом) ходе. Поэтому, расчетная цепь – это кинематическая цепь, связывающая электродвигатель с распределительным валом 69. За время рабочего хода распределительный вал поворачивается на 4/9 оборота. Следовательно, РП:
(пМ/60) tр об. электродвигателя → 4/9 об. распределительного вала.
УКЦ:
4/9 = (пМ/60) tр i03 is.
ФН:
is = c03/tр = 4,7 tр,
где с03 = (4/9) (пМ/60 i03) = 4,7 – константа расчетной цепи.
Ускоренный ход распределительного вала (поз. 3 цикла обработки одного зуба или впадины):
пРВ = пМ (16/64) (76/64) (42/56) (44/64) (2/66) = 6,7 мин-1.
Ускоренный ход осуществляется за 5/9 оборота распределительного вала. Пользуясь пропорцией
1→ 60/6,7 сек
5/9 → tу сек,
определим время ускоренного хода люльки tу = 4,97 сек.
Гитара iy. Шпиндель, несущий заготовку, за время вращается непрерывно в одном и том же направлении. За время пока люлька, по окончании прорезки очередной впадины, вернется в исходное положение, заготовка повернется на zi зубьев (впадин). Следовательно, к резцовой головке будет подведена не соседняя впадина, а zi. Отсчетным звеном расчетной цепи деления является распределительный вал. Поэтому РП имеют вид
1 об. распределительного вала → zi/z заготовки.
УКЦ:
zi/z = 1∙i04 iy.
ФН:
iy = i04 zi/z = 2zi,/z,
где i04 = 2 – константа расчетной цепи.
От числа пропускаемых зубьев zi зависит угол качания люльки. Может оказаться, что угол качания люльки будет недостаточным или, наоборот, слишком большим. В первом случае отвод заготовки будет происходить раньше, чем окончится прорезка впадины и, таким образом, зубья не получат правильной формы. Так как станок не имеет органа настройки угла качания люльки, то изменить угол качания можно путем пересчета сменных колес гитар обката и деления, взяв другое число zi. Если угол качания люльки недостаточен, то zi надо увеличить, а если этот угол слишком велик, то уменьшить. При этом можно воспользоваться также табличным значением угла качания люльки на основе следующих РП:
δ0р/3600 поворота распределительного вала → Ө0/3600 поворота. люльки.
Тогда УКЦ:
Ө0/3600=(δ0р/3600)(66/2)(64/44(16/32)(14/224)(252/21)(ix=3,5zi/z)(30/28)(2/135).
ФН:
zi = (Ө0/δ0р)zп.
Подставляя в полученное выражение δ0р = 4/9 = 1600, а Ө0 на основе расчета по таблице, приведенной в паспорте станка, определяют zi, которое округляют в большую сторону до целого числа взаимно простого с числом z нарезаемых зубьев.
Частная структура класса воспроизведения конических зубчатых поверхностей копирование + след используется при нарезании зубчатых колес с большим углом начального конуса. В этом случае угол обката (качания) люльки велик, и профилирование обкатом становится малопроизводительным. Однако, чтобы не усложнять структуру станка введением дополнительных механизмов, а использовать те же кинематические цепи, движение обката не выключается, а только замедляется так, чтобы за время цикла обработки заготовка повернулась всего на один зуб.
Цикл обработки:
- прорезка одной впадины при рабочей подаче врезания заготовки на резцовую головку и медленном движении обката;
- отвод заготовки при продолжающемся ее вращении в туже сторону, и одновременное реверсирование и вращение люльки в обратном направлении;
- подвод заготовки, реверсирование люльки повторение цикла прорезки соседней впадины.
За время цикла прорезки впадины люлька по-прежнему совершает одно двойное качание, а заготовка, вращаясь в одном направлении, повернется, за это же время относительно люльки, на один зуб (впадину).
В рассматриваемой структуре кинематическая группа скорости резания Фv остается такой же, как и в предшествующей структуре. Структура группы обката так же остается прежней. Однако в ее внутренней связи некоторые передачи заменяются другими. Вместо передач 42/20 и 50/252 вводится понижающая передача 21/252, а вместо передачи 75/60 вводится понижающая передача 27/108. В итоге движение обката замедляется в 25 раз. При этом ФН для гитар обката и деления будут иметь следующий вид:
ix =17,5/zп; iy = 10/z.
В группе Фs из-за существенного замедления движения обката доминирующим будет не профилирование, а врезание на глубину впадины (высоты нарезаемых зубьев). Следовательно, эту группу в рассматриваемой структуре можно считать группой врезания. Выведем ФН для гитары is. Подачу врезания при общем двигателе для групп формообразования и врезания принято задавать в виде величины перемещения заготовки за один оборот резцовой головки. Следовательно, расчетная цепь для рассматриваемой гитары – это кинематическая цепь, соединяющая резцовую головку со столом, несущим бабку. Тогда, РП:
1 об. резцовой головки → s мм перемещения стола.
УКЦ:
s =1 (85/17)(28/35)(1/iv)(34/34)(is = а1/б1)с1д1))(34/68)(42/56)(44/64(2/66)tТВ,
где tТВ – шаг рабочего паза на распределительном валу 69, управляющего гидроцилиндром подачи.
ФН:
is = 32,3 (s iv/tТВ).
Нарезание конических колес с круговыми зубьями при профилировании обкатом характеризуется длительным циклом обработки, так как для устранения огранки зубьев при обработке и получения высокого класса чистоты поверхности, приходится увеличивать время огибания (обката). Много времени затрачивается на холостые ходы. Поэтому в крупносерийном и массовом производстве спирально-конических и гипоидных передач используется более производительный способ полуобкатной обработки. В полуобкатной передаче при профилировании обкаткой нарезают шестерню, имеющую небольшое число зубьев, а колесо нарезают резцовой головкой или круговой протяжкой при профилировании копированием.
На рис. 3.34 жирными линиями очерчены профили зубьев полуобкатной передачи. Для сравнения тонкими линиями показаны профили зубьев  обычной передачи, нарезаемой при профилировании обкатом. Профиль зуба колеса в этом случае получается полнее. Такое утолщение профиля колеса должно соответствовать утонению профиля шестерни. Это изменение профиля шестерни называют модификацией. В рассматриваемом станке для модификации профиля шестерни используется механизм модификации, выполненный в виде дополнительной кинематической цепи во внутренней связи группы обката, включающей суммирующий механизм с червячной передачей, в котором равномерное вращение червяка люльки суммируется с его неравномерным поступательным перемещением. Механизм модификации получает движение от колеса 57 (рис. 3.33), закрепленного на валу червяка 67 люльки и сцепленного с колесом 58. Далее движение передается через гитару модификации обката iм и червячную пару 59 – 60 втулке, на которой эксцентрично установлен ролик, к которому посредством гидравлики прижимается стакан, связанный с червяком люльки. При работе станка эксцентриковый ролик, совершая планетарное движение, перемещает червяк люльки в осевом направлении с переменной скоростью. В итоге червячное колесо 68 дополнительно поворачивает люльку на угол Ө0доп
обычной передачи, нарезаемой при профилировании обкатом. Профиль зуба колеса в этом случае получается полнее. Такое утолщение профиля колеса должно соответствовать утонению профиля шестерни. Это изменение профиля шестерни называют модификацией. В рассматриваемом станке для модификации профиля шестерни используется механизм модификации, выполненный в виде дополнительной кинематической цепи во внутренней связи группы обката, включающей суммирующий механизм с червячной передачей, в котором равномерное вращение червяка люльки суммируется с его неравномерным поступательным перемещением. Механизм модификации получает движение от колеса 57 (рис. 3.33), закрепленного на валу червяка 67 люльки и сцепленного с колесом 58. Далее движение передается через гитару модификации обката iм и червячную пару 59 – 60 втулке, на которой эксцентрично установлен ролик, к которому посредством гидравлики прижимается стакан, связанный с червяком люльки. При работе станка эксцентриковый ролик, совершая планетарное движение, перемещает червяк люльки в осевом направлении с переменной скоростью. В итоге червячное колесо 68 дополнительно поворачивает люльку на угол Ө0доп
Вывод ФН для гитары iм модификации профиля основан на использовании РП следующего вида:
Ө0 поворота люльки → Ө0доп дополнительного поворота люльки.
УКЦ:
Ө0доп = Ө0 135/2 26/38 iм 2/60.
ФН:
iм = 0,65 Ө0доп/Ө0.
Полученное значение для iм корректируется с учетом решения неравенства
iм < 1000/(Ө0 Ам),
где Ам – константа, равная 2,08333.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 611; Нарушение авторских прав?; Мы поможем в написании вашей работы!